Ладно, раз пошла такая пьянка....
Маленький экскурс в точные оптические датчики:
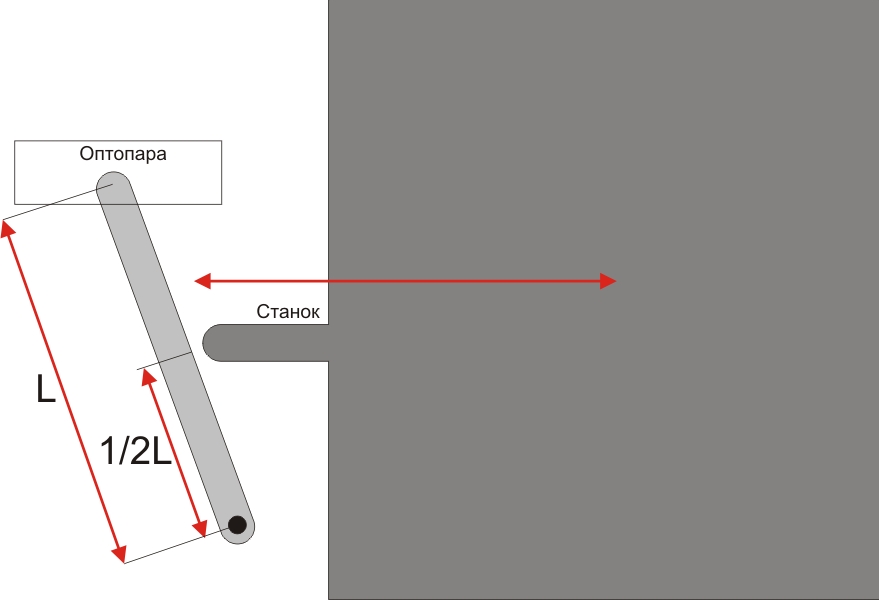
Приходилось иметь дело по заявлению китайцев с точным датчиком корректировки смены инструмента, устанавливаемый на фрезеры серии M (достаточно серьезный фрезер для металлообработки), представляющий из себя закрытый стакан из которого торчит подпружиненый подвижный шток со столиком на который встает при калибровке фреза ( для меньшего влияния пыли на этом столике он перед каждым измерением продувается струей сжатого воздуха)... Фреза опускаясь давит на этот столик и вдвигает это шток вовнутрь корпуса, тем самым двигает шторку, которая и закрывает поток света от светодиода идущий на фототранзистор, сигнал с которого усиливается транзистором и через оптопару передается наружу по схеме открытого коллектора, а на случай по какой-либо причине несработки этой системы есть еще и микрик, который должен срабатывать чуть позже оптической системы и включать цепь Алярма и останова станка...
Сам по доброй воле я бы туда не полез, ибо больно ленивый и мало любопытный, но получилось, что станок забунтовал и при попытке калибровки начинал орать Алярмом на вес цех, тем самым не давать нормальной работы - вот и пришлось разбираться из-за чего бунт на корабле... Оказалось, что система Алярма из-за кривой сборки и дальней дороги начала срабатывать раньше оптической... Раз забрался, то решил оценить точность измерения - повторная точность измерения была высокой ( внешний свет не мешает, коэффициент усиления высокий) вроде жить и радоваться, но когда я ткнул в оптопару паяльник порог срабатывания датчика уплыл в заоблачные дали (точка срабатывания при нагреве сместилась почти на 0.1мм!!!! - т.е. никакой температурной стабильности!!!!). Подобным же образом этот датчик повел себя при изменении напряжения питания, т.к. при изменении питания изменилась яркость свечения светодиода, свет которого прерывает шторка. Таким образом стало ясно, что такой датчик очень плох из-за примитивных схемотехнических решений...
Если-бы мне понадобилось разработать подобный датчик, то я бы применил не намного дороже решение, но со схемным решением, в которое сразу закладывается и температурная компенсация и компенсация по напряжению питания и по внешней засветке. Также такое решение заметно компенсирует влияние пыли ( если исходить из того, что пыль на плоскость фотоприемника ложится равномерно). Решение простое: используем такой-же дешевый фотодатчик, как и из флопповода, но берем его из мыши - там используется сдвоенный фотодатчик, который ставим в плечи дифференциального моста и загружаем эти плечи токовым зеркалом, это 2 транзистора из транзисторной сборки (обязательно, т.к. транзисторы должны быть одинаковыми абсолютно), еще один транзистор, но другой проводимости применим для задания тока в этот дифференциальный каскад, только понадобится еще для этого генератора тока пара резисторов и красный светодиод, т.к. у них ТКН очень близок к ТКН кремниевого транзистора, что обеспечит достаточно высокую температурную стабилизацию этого генератора тока, далее с помощью самого дешевого компаратора считываем с плеч этого дифкаскада сигнал и снимаем с выхода этого компаратора уже цифровой сигнал о срабатывании. Светодиод засветки фотодатчика также возьмем из той-же мышки. Только здесь понадобится не просто шторка, а дифференциальная, т.к. эта схема будет ловить момент не закрытия фотодатчика, а момент изменения яркости освещенности фотодатчиков, когда освещенность одного превысит освещенность другого - вот поэтому эта схема и будет иметь большую стабильность... Цена вопроса по деталям - рублей 300, если все покупать в очень дорогом радиомагазине и лень выпаивать детали из мышей и прочего лома.... А такое устройство будет гораздо точнее, чем то, что киты продают более чем за 300долларов....
P.S. Да здравствуют Хорвиц и Хилл, Титце и Шенк, написавшие правильные учебники по схемотехнике, в отличии от "учебника" Степаненко, по которому до сих пор мучают студентов вместо того, что-бы давать нормальные знания, а также спасибо Бобу Пизу - правильному схемотехнику за его страничку в журнале "Электоника", благодаря которым я приобрел правильный взгляд на подход в схемотехнической разработке, что можно делать из копеечных деталей при правильной схемотехнике прецизионные вещи...
Сообщение отредактировал 3D-BiG: 31 Октябрь 2010 - 16:49



 my_opt2.rar 2,25К
1223 скачиваний
my_opt2.rar 2,25К
1223 скачиваний