копался в выходные со станком, отчитываюсь.
по пульту DSP:
при включении по go home едет куда-нужно(к концевикам), сбрасывает координаты. всё ок.
...
правда сначала "летал" по осям как угорелый и нехило бился об упоры у концевиков. оказалось причина в
параметрах pulse/mm. Стояло 400 по всем осям, А расчетно-подгоночным путём вышло по х и у 101.88, а по z 320.4 Еще уменьшил скорость с которой он едет go home с 3000 до 1000 по х и у, до 500 по Z.
Задал рабочее поле нормально 1300х2500х200.
в процессе каких-то действий в меню у меня в один момент вылезало следующее:
бился, бился станок ничего сделать не давал. Перешил пульт на дефолтные настройки китайской прошивкой. Проблема исчезла.
загрузил в пульт УП-шку черновой обработки 200х300мм сделанную в арткаме. В параметрах инструмента стояло 15000(скорость?). Нигде в арткаме я больше не увидел прямого задания скорости шпинделя.
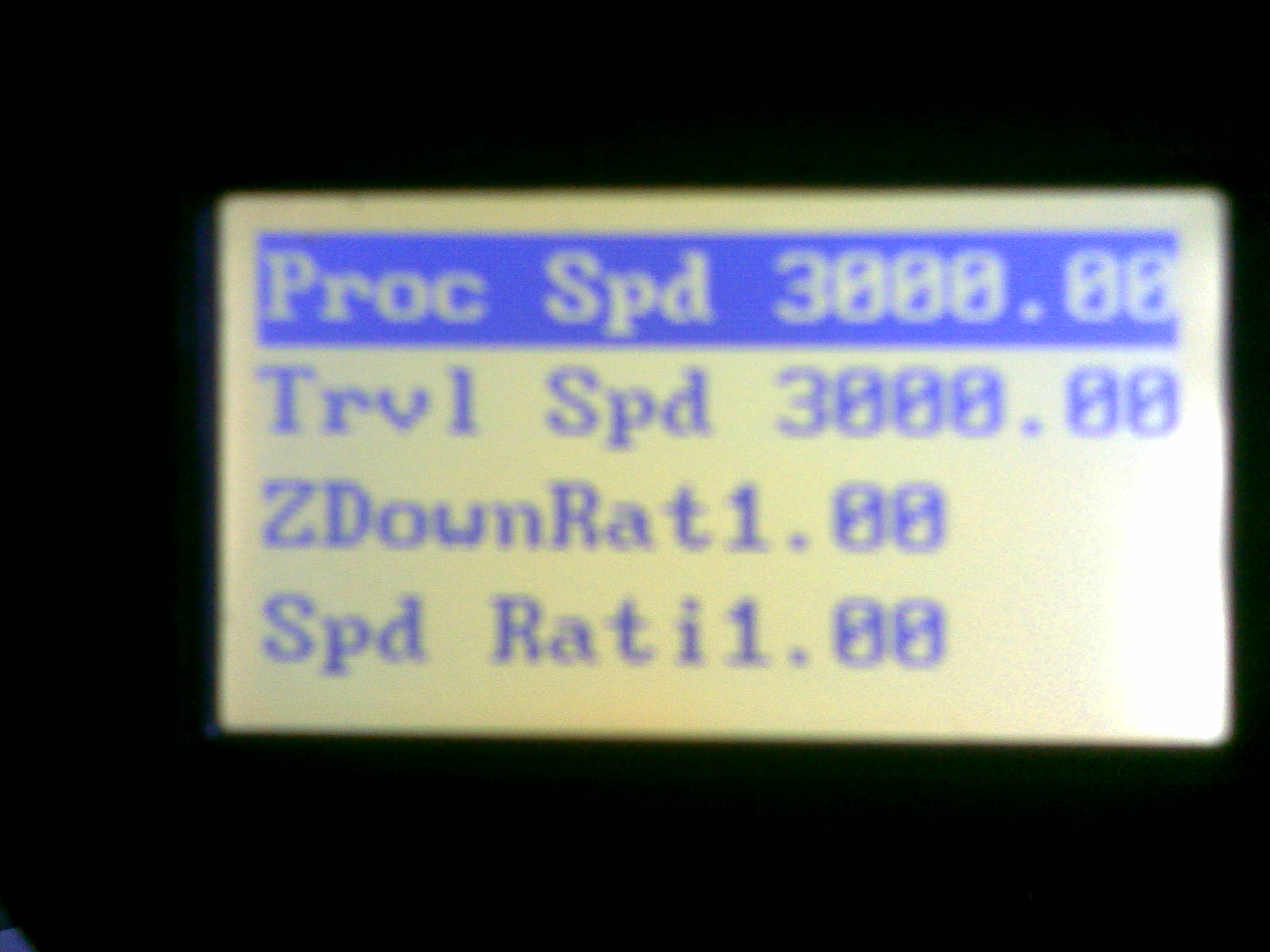
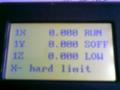
При запуске УП в работу вылезли настройки параметры обработки:
 Самая верхняя строчка - скорость шпинделя?
Самая верхняя строчка - скорость шпинделя? Он работал очень натужно похоже с маленькой скоростью... На частотнике индикация была 1600 ниже 100... Где увидеть реальную скорость? Вычитал что во время обработки можно увеличивать скорость шпинделя Z+ и Z- из "предустановленных значений скорости ивертора в его ячейках памяти". Пробовал - изменений ноль...
Потом пробовал проключить опцию брать параметры обработки из G кода. Скорость вращения на слух осталась та же.. Так же натужно обрабатывалась обычная липовая доска...
...
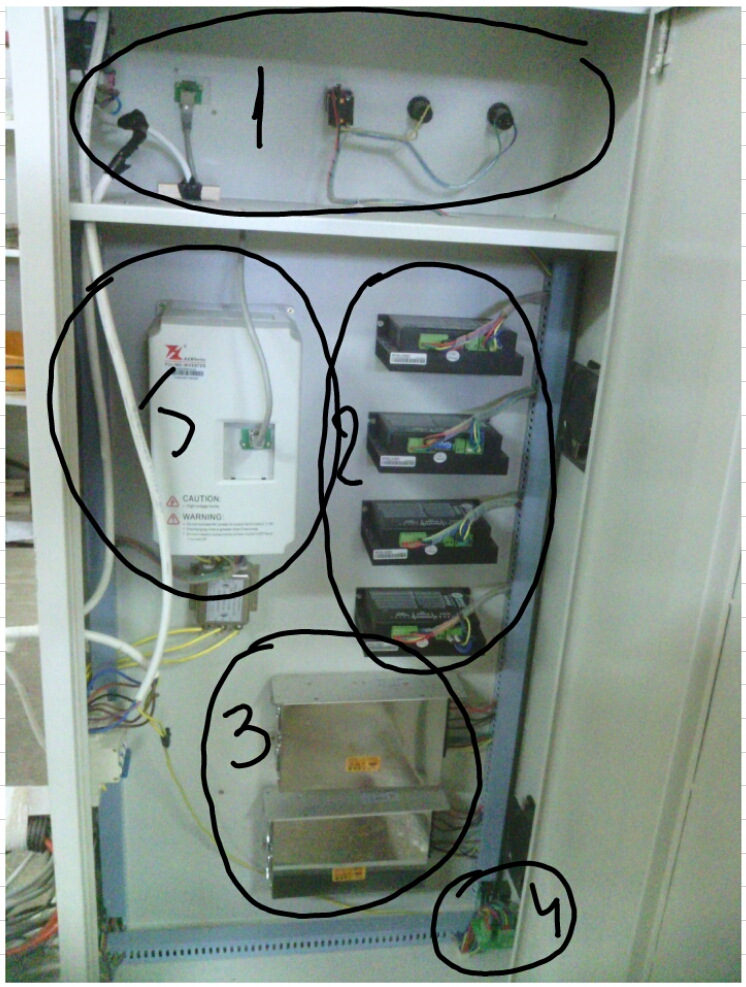
теперь про мытарства Weihong+ncstudio...
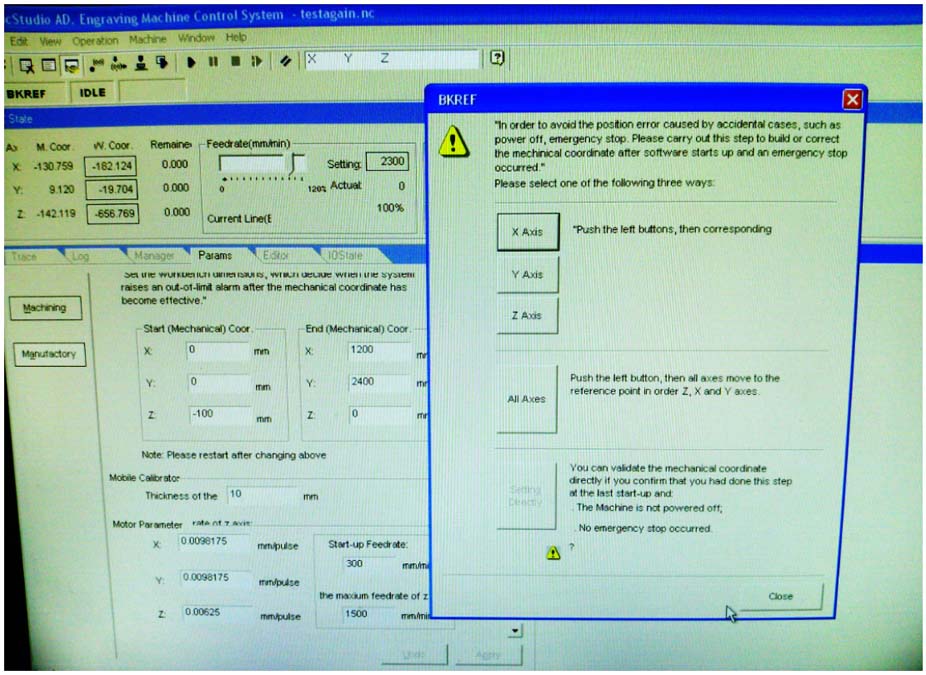
при запуске ncstudio всегда вылазит окно блаблабла / all axies / advanced / close / и кнопки отдельно по каждой из осей.
При нажатии на all axies шпиндель едет ОТ концевиков!!! по всем трем осям! Бился с ним и с настройками в мануфактори и мирроры по х и у пробовал - та же картина. При этом координаты при ручном передвижении от концевиков УМЕНЬШАЮТСЯ. Это относится и к координатам станка и заготовки. При ручном подводе к концевикам физ.координаты были невразумительные совсем 600/200/-20...
Попробовал обнулить всё-таки физ.координаты вручную по схеме: подгоняю шпиндель поближе к концевику, запускаю ncstudio, жму кнопку advanced запускаю по Х. шпиндель поехал в другую сторону. в этот момент подношу к концевику гаечный ключ - физ.координата по х сбрасывается в ноль. Глушу станок грибом, вручную двигаю шпиндель назад чуть не доезжая концевика. И так по всем трём осям. Физ.Координаты станка по нулям. Но другая пакость - двигаю шпиндель кнопками в ncstudio от концевика (в положительное направление) все координаты показывает с минусом!
Пробовал - выгнать шпиндель на середину стола, обнулить координаты заготовки. запустил симуляцию - виртуально шпиндель уехал зеркально "в плюс" и пошел обрабатывать за пределами стола(показан зеленым прямоугольником)! Запустил в реале шпиндель поехал туда же. остановил грибом.
Создается впечатление что управляющие сигналы на движки по такой схеме включения подаются наоборот. Похоже или я ошибаюсь?