Подскажите, где смотреть-исправлять.
В управляющей программе ошибки. Смотрите припуски на разных операциях. Что-то в них не совпадает. Одна фреза прошла по одному контуру, вторая по другому.


Доктор CNC


Отправлено 18 Октябрь 2017 - 17:05
Подскажите, где смотреть-исправлять.
В управляющей программе ошибки. Смотрите припуски на разных операциях. Что-то в них не совпадает. Одна фреза прошла по одному контуру, вторая по другому.
Константин
Гуру CNC

Отправлено 18 Октябрь 2017 - 17:30
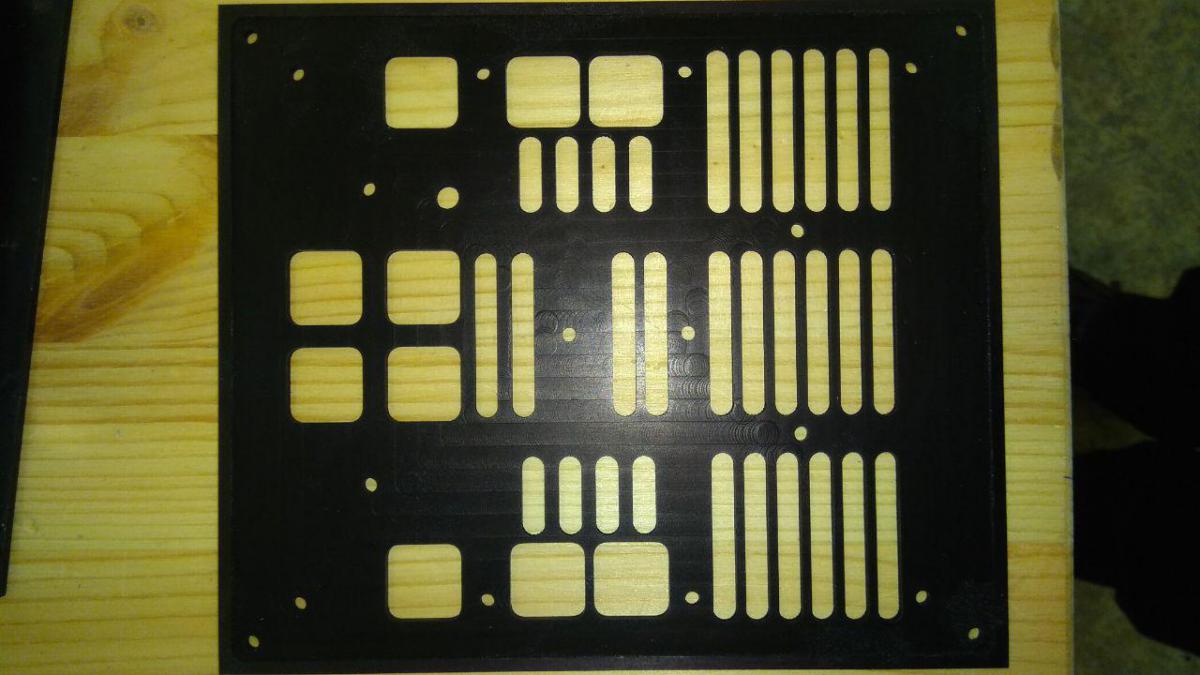
1. Станок и инструмент слабо подходят под поставленные задачи. Налицо увод/отжимание фрезы. + Подозрение на болтанку/люфты в механике.
2. Стрелочка, возможно, только выглядит нормально, т.к. толщина материала в том месте 1,50мм мах.
Для начала выполните тол-же самое в пластике/деревяшке и оцените результат. Если у уменьшением жесткости материала деталь станет существенно лучше - вот в ту сторону и копайте ;-)
Студент
Отправлено 18 Октябрь 2017 - 17:32
Сообщение отредактировал a11user: 18 Октябрь 2017 - 17:34
Абсолем CNC:)

Отправлено 18 Октябрь 2017 - 17:51
Сообщение отредактировал lkbyysq: 18 Октябрь 2017 - 17:51
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 18 Октябрь 2017 - 18:56
- Фрезерование попутное (стал ставить для алюминия)
- Станок не супер-пупер, но достаточно жесткий для дюрали (http://technograv.ru...gm-0609-detail/)
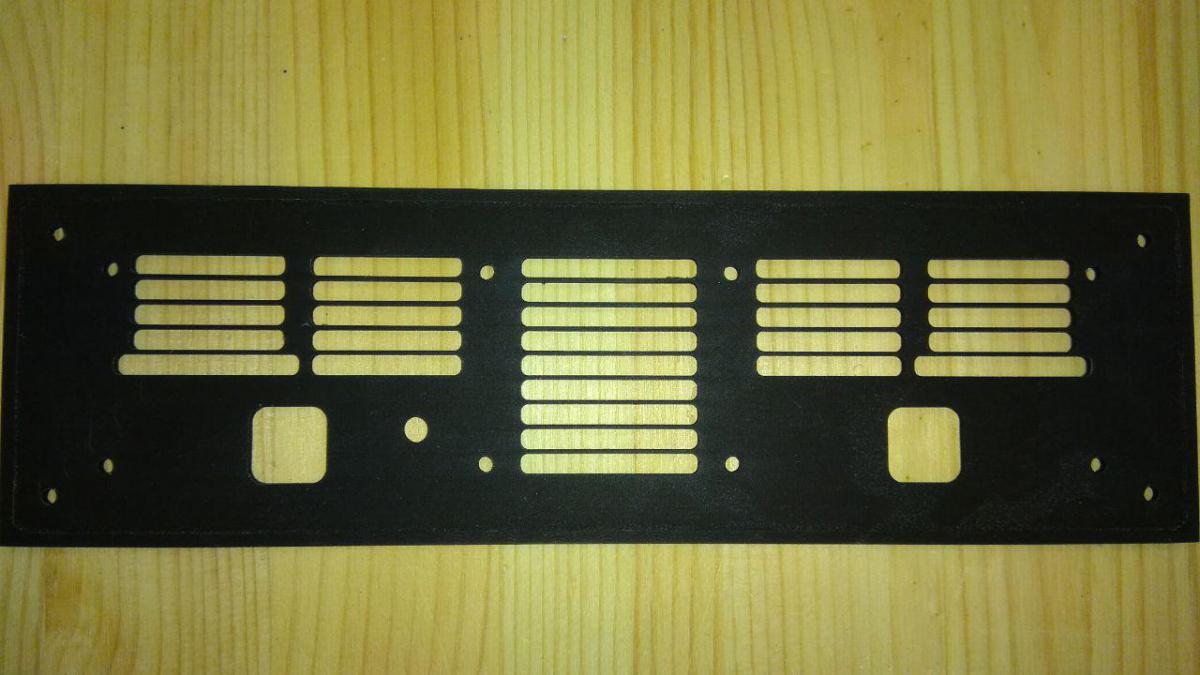
- Делал подобные детали до этого, и они получались лучше (на фото ниже); единственные отличия - перед этими деталями двигал шпиндель в креплении (для других деталей), и попробовал другие режимы обработки (быстрее, ибо сроки поджимали).
Либо "села фреза" от неправильного режима (хотя, использую СОЖ туманом), либо в механике что-то "ушло", либо я не знаю.
Плохо, что на эксперименты времени нет (только-только успеваю на форум написать  )
)
Доктор CNC
Отправлено 18 Октябрь 2017 - 20:03
Давайте по порядку. Что за фрезы - марка, кол-во зубов и т.п.? Какие режимы - обороты, скорость подачи, глубина за проход, боковой съем? Как закреплена заготовка?
Каждый день крою листовой дюраль 6-20 мм на похожем станке с подготовкой УП во Fusion360. Такого не видал.
Сообщение отредактировал konkop: 18 Октябрь 2017 - 20:03
Константин
Студент
Отправлено 18 Октябрь 2017 - 21:21
Давайте по порядку. Что за фрезы - марка, кол-во зубов и т.п.? Какие режимы - обороты, скорость подачи, глубина за проход, боковой съем? Как закреплена заготовка?
Каждый день крою листовой дюраль 6-20 мм на похожем станке с подготовкой УП во Fusion360. Такого не видал.
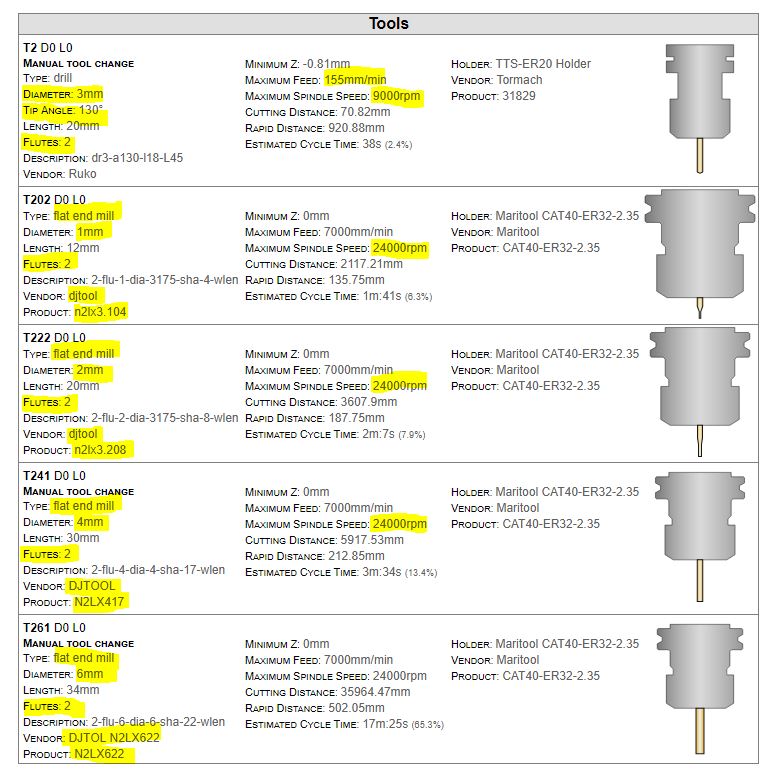
Фрезы все DJTOOL дешёвые. Двузубые. 6-4-2-1 мм диаметр.
Обороты шпинделя везде 24000 об/мин
Глубина за проход (для этих "окошек" и "стрелочек") - 0.5 мм
Подача на зуб (из какой-то интернет таблички): 6 мм - 0.04; 4 мм - 0.035; 2 мм - 0.02; 1 мм - 0.02
Скорость подачи вычислял Fusion360.
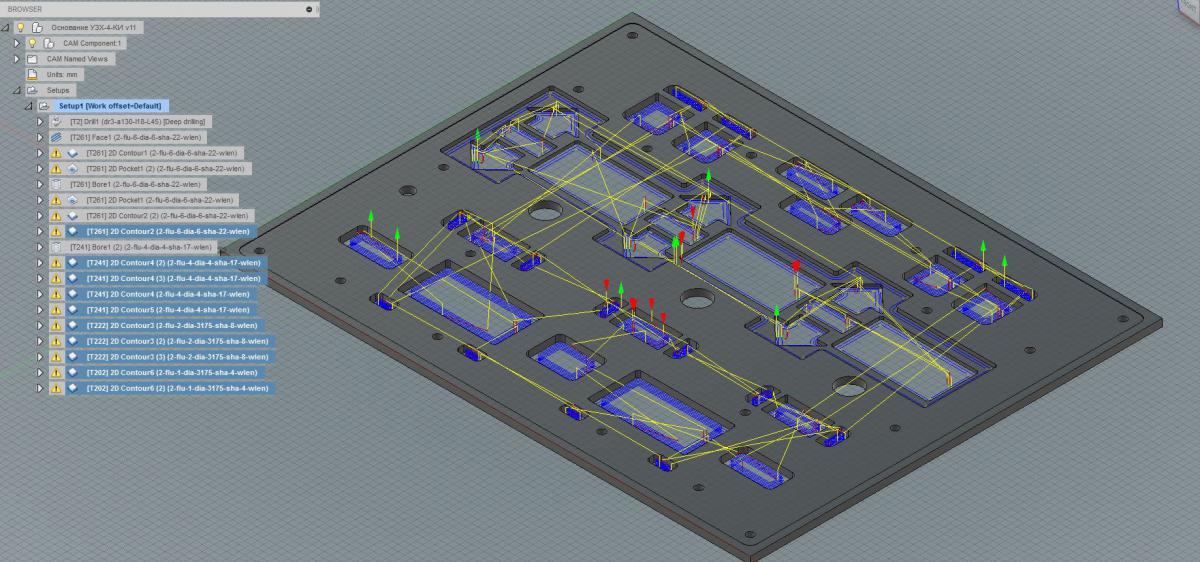
Для всех больших "окошек":
- сначала 6 мм, стратегия "2D Contour" без припуска, точно по контуру;
- затем 4 мм "2D Contour" на полную глубину с уменьшением подачи в углах;
- затем 2 мм "2D Contour" на полную глубину с уменьшением подачи в углах;
- затем 1 мм "2D Contour" на полную глубину с уменьшением подачи в углах;
Для маленьких "окошек" аналогично, только 4мм-2мм-1мм;
Заготовки вырезались в размер детали (+2мм/+5мм), приклеивались цианакрилатом к вспененному ПВХ с прижимом грузом.

Абсолем CNC:)
Отправлено 18 Октябрь 2017 - 22:05
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Доктор CNC
Отправлено 18 Октябрь 2017 - 22:09
Надо делать с черновыми проходами, с припуском хотя бы 0.2 мм, потом чистовой на всю глубину. Судя по всему, тонкие фрезы у вас сильно отжимает от материала (попутное же резание) вот и появляется ступенька на переходах траектории.
Константин
Гуру CNC
Отправлено 18 Октябрь 2017 - 22:11
А я на первых фотках вижу встречное фрезерование шестеркой. Там, где скорость большая, фреза отжимается наружу отверстий. В углах скорость меньше, входит в норму.
Налицо увод/отжимание фрезы.
Имеющий уши да услышит. Коллега расширенно описал ситуацию.
Доктор CNC
Отправлено 18 Октябрь 2017 - 22:12
А я на первых фотках вижу встречное фрезерование шестеркой.
Кстати, да. Очень похоже, что шестерка шла встречно, а потом мелкие фрезы лезли в углы попутно.
Константин
Студент
Отправлено 18 Октябрь 2017 - 23:56
Спасибо, что тратите время на "гадание по фотографиям"!
Перепроверил сейчас траектории, да, для всех диаметров стоит Right (conventional milling), а для 1 мм - Left (climb milling) (встречное? и попутное? или наоборот?).
Попробую в качестве эксперимента поставить обороты 15000, подачу на зуб по табличке и одинаковый тип фрезерования для всех траекторий.
Но неужели, только в этом дело?
Доктор CNC
Отправлено 19 Октябрь 2017 - 00:00
Climb (Left) - попутное. Convenional (Right) - встречное.
Константин
Гуру CNC
Отправлено 19 Октябрь 2017 - 00:47
Доктор CNC
Отправлено 19 Октябрь 2017 - 13:10
Соотв один способ для достаточно жестких станков, второй для прочих.
Ну, если вы идете 1-мм фрезой вдоль контура на всю глубину 3-4 мм, тут и на жестком станке встречка фрезу загнет/затянет в материал. Впрочем, это опять бесконечные рассуждения на тему СПИД. В оригинале еще и заготовка приклеена к ПВХ ))
Константин
Абсолем CNC:)
Отправлено 19 Октябрь 2017 - 13:23
Сообщение отредактировал lkbyysq: 19 Октябрь 2017 - 13:23
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Гуру CNC
Отправлено 19 Октябрь 2017 - 13:25
если вы идете 1-мм фрезой вдоль контура на всю глубину 3-4 мм, тут и на жестком станке встречка фрезу загнет/затянет в материал
Это уже зависит от режимов. Для Ф1мм припуск на чистовую 0,10мм и глубина реза =< 2D. С поправкой на СПИД  . У нас с Ф1 проблем нет.
. У нас с Ф1 проблем нет.
заготовка приклеена к ПВХ ))
Спаси и сохрани... В таких случаях все во-о-о-обще печально. Внятное решение: фальш-стол из Ал 20мм с резьбами для крепежа и проблем будет куда меньше. Именно так и делаю с тонким листовым материалом. Либо вакуумный стол (алюминьевый) и нормальный насос (НЕ воздуходуйка).
Абсолем CNC:)
Отправлено 19 Октябрь 2017 - 13:39
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 19 Октябрь 2017 - 21:28
Так тут другая проблема вылезет: кривые заготовки. Любой кусок алюминиевого листа в моих толщинах (3мм) не будет абсолютно плоским. Ну прижмем его по периметру, а середина всё равно винтом. Если же прикручивать в местах предполагаемых "дырок", то это увеличение времени на составление УП (учёт препятствий), и геморрой с прикручивать ем, учитывая, что деталей таких нужно более одной (а то и более десятка), и в очень сжатые сроки.Внятное решение: фальш-стол из Ал 20мм с резьбами для крепежа и проблем будет куда меньше. Именно так и делаю с тонким листовым материалом.
)
Гуру CNC
Отправлено 20 Октябрь 2017 - 00:08
0 пользователей, 0 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}