
Во всех четырёх уменьшать?
Или какойто больше влияет на это например CvAccel ?

Сообщений в теме: 76
#21
 OFFLINE
OFFLINE
Михаил Нарожный
-
- Пользователи+
-

- 29 сообщений
Студент
- Пол:Мужчина
-
Из:Азов
Отправлено 03 Апрель 2020 - 23:14
#22
OFFLINE
Анженёр
-

- Опытный
-
- 364 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Русь матушка
Отправлено 04 Апрель 2020 - 00:33
А технологию обработки материалов изучать не пробовали, программулины там для станка грамотно составлять?
#23
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 04 Апрель 2020 - 00:55
Три, ибо - Acc Type Linear - выбор типа разгонной характеристики , не число...
А остальные три каждый отвечает за свою часть разгона: прямолинейное, криволинейное и скорость изменения ускорения....
Нет ли у Вас полного,подробного описания пульта и всех его настроек?
Есть такое описание у производителя на китайском языке, а на английском оно неполное, т.к. к первым версиям прошивок, ибо киты раз перевели и считают достаточным: желающий разобраться - разберется, ну а русские переводи делаются с английской версии... Так что, ежели хотите полное и подробное - учите китайский язык.... 
В английской про ускорения написано всего (стр.35):
acceleration:
This parameter can improve the ability to handling lineand curvemotion,unit: mm/s2System default accelerationis 800.
А так как характеристика разгона так и скорость изменения ускорения более поздние доработки, то о них - молчок.. Так то думать и соображать еще никто не отменял, тем более от прошивки к прошивки и и количество параметро, и названия и их местоположение в пунктах меню может меняться...
Сообщение отредактировал 3D-BiG: 04 Апрель 2020 - 00:58
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#24
OFFLINE
Михаил Нарожный
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:Азов
Отправлено 04 Апрель 2020 - 11:29
У меня в настройках:
AcelType- linear
SCurve
LnAccel- 800.000
CvAccel- 1000.000
J Accel- 8000.000
В AcelType - что выбирать?
И что такое J Accel ?
AcelType- linear
SCurve
LnAccel- 800.000
CvAccel- 1000.000
J Accel- 8000.000
В AcelType - что выбирать?
И что такое J Accel ?
#25
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 04 Апрель 2020 - 11:30
Оставь все, как есть и не забивай голову.
С уважением, Олег.
#26
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 04 Апрель 2020 - 11:46
У меня складывается впечатление, что вы НЕ читаете то ,что вам пишут...
В AcelType - что выбирать?
Я свой вариант выбора написал дважды:
- Acc Type Linear
Три, ибо - Acc Type Linear - выбор типа разгонной характеристики , не число...
Ибо так работает стабильно и клиенты не жалуются...
И что такое J Accel ?
А остальные три каждый отвечает за свою часть разгона: прямолинейное, криволинейное и скорость изменения ускорения....
В самих настройках параметра даже размерность указана: мм/с*с*с
LnAccel- 800.000
CvAccel- 1000.000
J Accel- 8000.000
это умолчательные настройки, а какие конкретно ставить цифры - надо пытать станок, а не гадать ....
Сообщение отредактировал 3D-BiG: 11 Апрель 2020 - 17:30
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#27
OFFLINE
Михаил Нарожный
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:Азов
Отправлено 04 Апрель 2020 - 11:47
И за что отвечает параметр FallDown ???
#28
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 04 Апрель 2020 - 12:16
За скорость врезания. Причем, на скорость врезания влияет и этот коэффициент и общий (пермножаются).
Сообщение отредактировал Lodochnik: 04 Апрель 2020 - 12:18
С уважением, Олег.
#29
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 04 Апрель 2020 - 12:22
И за что отвечает параметр FallDown ???
за скорость врезания
Если пульт НЕ берет скорость из файла
И все-таки ПОЧИТАЙТЕ ИНСТРУКЦИЮ К ПУЛЬТУ !!!!!
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#30
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 04 Апрель 2020 - 12:42
Без разницы, как задается скорость. Коэффициенты работают в обоих случаях.Если пульт НЕ берет скорость из файла
С уважением, Олег.
#31
OFFLINE
Михаил Нарожный
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:Азов
Отправлено 08 Апрель 2020 - 16:37
Вопрос по ALM+ ALM- остаётся открытым?!
Прочитал не один раз инструкцию ,но что не могу понять,КАК???
И вопрос по жестким лимитам: как,что и куда подключать???
Кого не затруднит,подскажите пожалуйста, подробно !
Прочитал не один раз инструкцию ,но что не могу понять,КАК???
И вопрос по жестким лимитам: как,что и куда подключать???
Кого не затруднит,подскажите пожалуйста, подробно !
#32
OFFLINE
Анженёр
-
- Опытный
-
- 364 сообщений
Магистр CNC
- Пол:Мужчина
-
Из:Русь матушка
Отправлено 08 Апрель 2020 - 19:42
Вопрос по ALM+ ALM- остаётся открытым?!
Читайте инструкцию к драйверу.
#33
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 11 Апрель 2020 - 20:48
Вопрос по ALM+ ALM- остаётся открытым?!
Прочитал не один раз инструкцию ,но что не могу понять,КАК???
И вопрос по жестким лимитам: как,что и куда подключать???
Кого не затруднит,подскажите пожалуйста, подробно !
На форуме здесь схемка: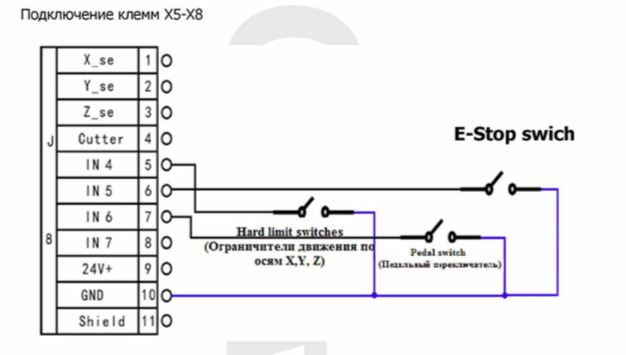
При том эта схемка без проблем находится в правильных даташитах на этот пульт..
А следующий мой пост с пояснениями:
Хард лимиты, это дополнительные концевые датчики все скопом, которые ставятся чуть за зоной программных ограничений рабочего поля на тот случай, если программый шифер и станок из-за этого выйдет за них...
Вопрос по ALM+ ALM- остаётся открытым?!
Здесь в этой теме в этом посту я дал ссылку на даташит и что именно для этого читать!!!
Открыть даташит на данный драйвер (стр.3 из 6 - в самом низу) и почитать за что он отвечает
А там именно это:
Alarm Signal: OC output signal, active when one of the following protection is activated: over-voltage, over current, short circuit and position following error. This port can sink or source 20mA current at 24V. In default, the resistance between ALM+ and ALM- is low impedance in normal operation and become high when HBS57 goes into error. The active level of alarm signal is software configurable. See Hybrid servo software operational manual for more detail.
Что в гуглопереводе:
Сигнал тревоги: выходной сигнал OC, активный, когда активирована одна из следующих защит: перенапряжение, ток, короткое замыкание и ошибка следования положения. Этот порт может потреблять ток 20 мА при напряжении 24 В. По умолчанию сопротивление между ALM + и ALM- является низким импедансом при нормальной работе и становится высоким, когда HBS57 выходит из строя с ошибкой. Активный уровень сигнала тревоги настраивается программно. См. Руководство по эксплуатации программного обеспечения гибридного сервопривода для более подробной информации.
Т.е. при исправной работе эти выходы закорочены, а при аварии идет разрыв.
А также там есть схема, где видно ,что этот выход представляет из себя NPN-фототранзистор оптопары - более чем достаточная информация!!! т.е. имеем выход НЗ NPN...
А собираться эти сигналы должны на верхней схеме на вход IN6 по схеме HO NPN по схеме "контактное ИЛИ". В принципе можно попытаться включить и по схеме "И" эти выходы драйверов, сменив знак срабатывания этого входа контроллера, но боюсь, что падения на транзисторах оптопары могут не дать надежного срабатывания... Так что надо будет согласовать...
И вопрос по жестким лимитам: как,что и куда подключать???
Смотрим схему выше и видим, что обычные нормально разомкнутые тумблеры или НО NPN-датчики по схеме "контактное ИЛИ" подключают на вход IN5...
Подробнее описывать возможно только когда сам переделываешь...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#34
OFFLINE
Михаил Нарожный
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:Азов
Отправлено 24 Апрель 2020 - 13:26
Всем огромное спасибо за подсказки и прямые напрвления!
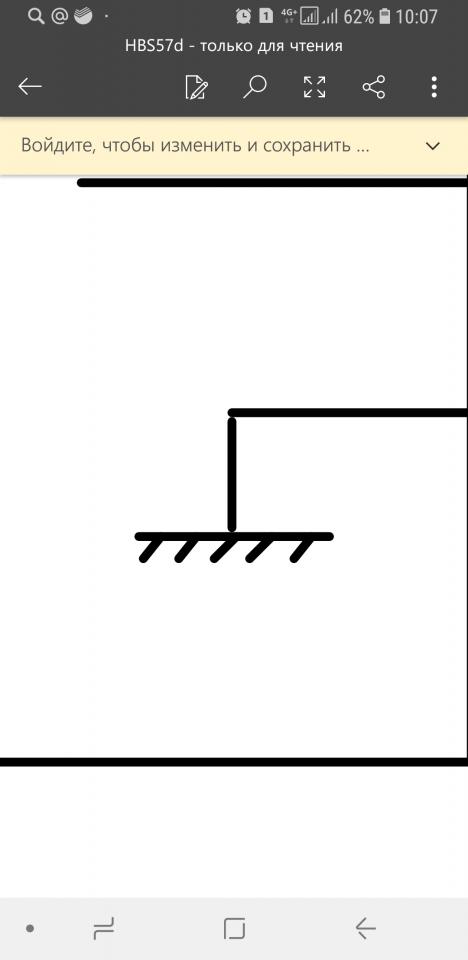
Что обозначается этим знаком в схеме?
GND -верно?
Что обозначается этим знаком в схеме?
GND -верно?
Прикрепленные изображения
#36
OFFLINE
SkyTramp
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Одесса
Отправлено 29 Апрель 2020 - 17:40
А может я не правильно изложил вопрос!?
Фреза работая по материалу по прямой хорошо, ну при углублениях уж очень агресивно вгрызается,может жто вот это?
Могу дать небольшой совет: В программе "Desk Proto" есть интересная функция - "Динамическое управление подачей".
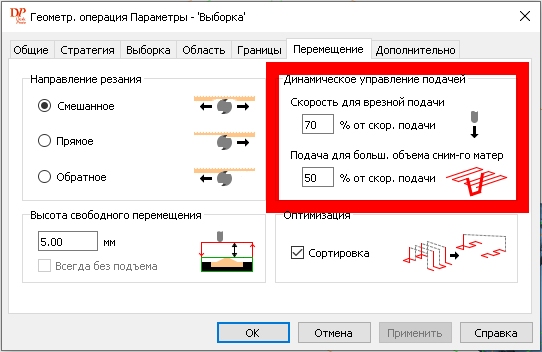
Можно вручную установить процент от рабочей подачи.
#37
OFFLINE
Михаил Нарожный
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:Азов
Отправлено 24 Октябрь 2020 - 14:47
Всем ,здравствуйте! Такой вопрос!
Пульт Richauto a11s , После калибровки инструмент находится на расстоянии 30мм. от заготовки, но при включении старта фреза опускается на 20мм. , и после этого включается шпиндель!!!!
Мне надо увеличить эту высоту с 20мм до 30мм., какой параметр за это отвечает???
Безопастное Z ? Это значение 30мм, но при старте опускается на 20мм!!!!
Дайте пожалуйста совет!!!
Сообщение отредактировал Михаил Нарожный: 24 Октябрь 2020 - 15:03
#38
OFFLINE
Klun
-
- Пользователи
-
- 2 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Санкт-Петербург
Отправлено 19 Декабрь 2020 - 05:27
Всем доброго времени суток!
Прошу помощи по пульту Richauto А11Е. При тестировании правильности подключения пульта выяснилось, что датчики жёстких лимитов, при срабатывании, никак не влияют на работу станка, когда он управляется в ручном режиме.
В ручном режиме, перемещая ось X, активируем датчик (подключён к X5), станок продолжает двигаться. Тот же датчик подключали к X6, при движении активировали, станок продолжал двигаться. Пробовали на колодке J8 интерфейсной платы при движении замыкать X10 (GND) и X5, а также X10 и X6. На работу станка такие манипуляции никак не влияют.
Подскажите могут ли разъёмы X5...X8 быть не настроены? Если да, прошивка поможет? Либо схему подключения неправильно поняли?
#39
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 19 Декабрь 2020 - 08:15
А вы разрешили работу этих входов?
В меню в разделе: Macine_Setup - Input Confi что выставлено для X5, если Disable, то это вход НЕ активен, тогда надо выставить Enable....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Темы с аналогичным тегами A11

Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

