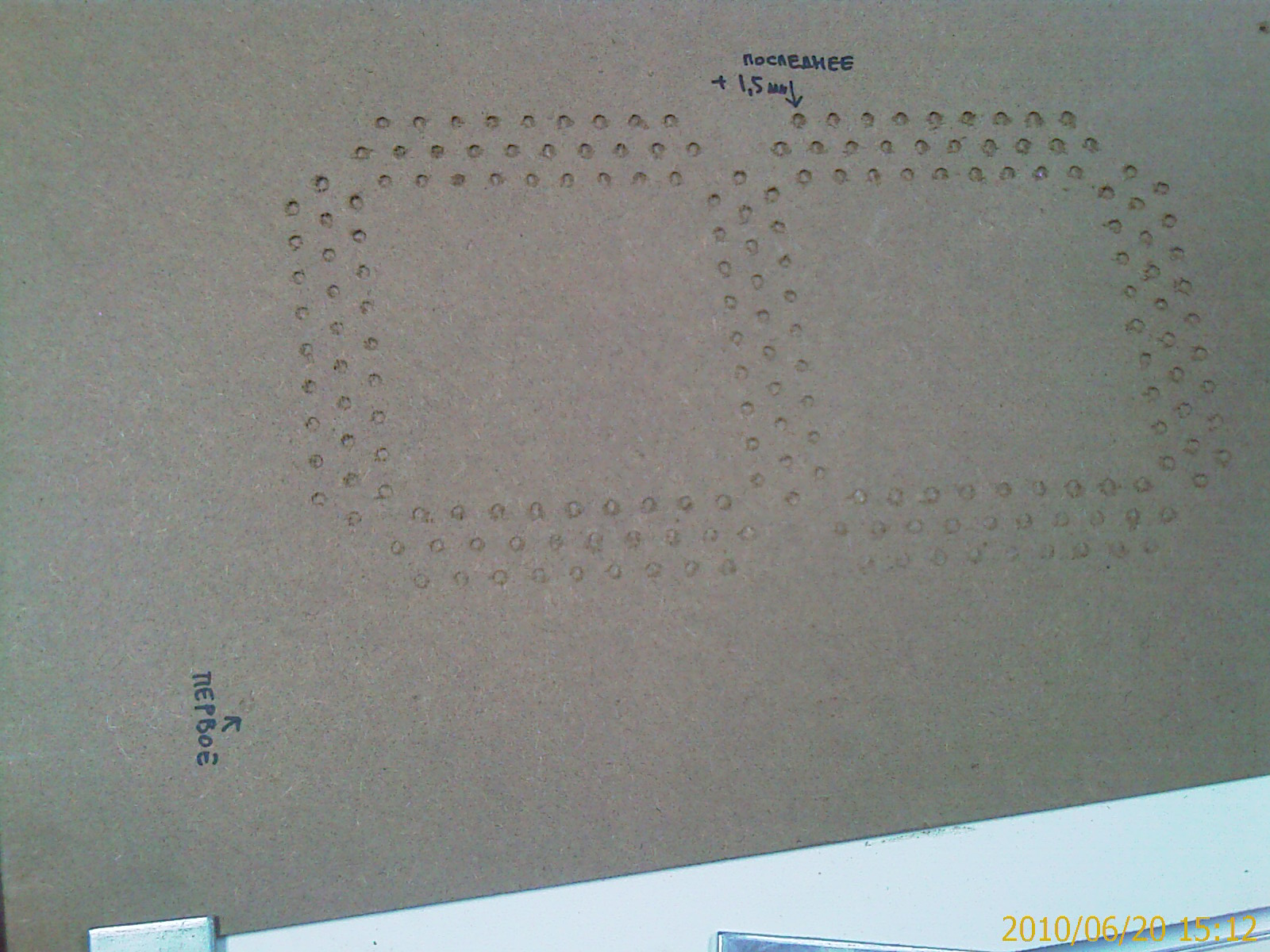
Не понятна логика по поводу не зажатого инструмента, если бы плохо зажатая фреза ушла бы в цангу, то глубина фрезеровки либо стала бы меньше, либо вобще в 0. В нашем случае повторяю глубина в прогрессе фрезеровки нарастает не стихийно, планомерно и 6мм это замерянный результат. Причем последовательность тректорий была такова что шпиндель вернулся и стал фрезеровать последние отверстия рядом с перывыми именно с такой разницей в глубине.
И если бы прошагивание имело место, то как это связять с плавным нарастанием... Не много не понятно как можно прозвонить координату. С какого конца искать проблему
Увы - при недостаточно зажатой фрезе (руками затянули, а про ключи забыли) у которой вывод опилок вверх она НЕ вдавливается в цангу, а вытягивается из нее.... Устраняется прочисткой разрезов цанги и обязательным протягиванием цанги при закреплении ключами ( только без дикого энтузиазма - в разумных пределах, а то был случай, когда приложив дурной силы свернули резьбу на шпинделе....)...
Проблемы пропуска шагов бывают либо из-за завышенного ускорения, при том т.к. момент у двигателя падает с повышением рабочих скоростей это прежде всего начинает сказываться при быстрых перемещениях - в данном случае при подъеме инструмента, и под больших нагрузках, либо из-за обрыва провода идущего к двигателю, что частенько бывает из-за перелома провода в кабелеукладчике, которое проявляется в каком-нибудь конкретном месте.... Мое предположение - вернее всего первый случай - попробуйте провести обработку для пробы уменьшив ускорение процентов на 30, а также вдвое уменьшив скорость быстрых перемещений и рабочих перемещений - если при этих режимах обработка пройдет успешно, то проблема будет опознана, а соответственно понадобится только провести действия по уточнению этих параметров до максимально разумных...
Сообщение отредактировал 3D-BiG: 05 Июль 2010 - 08:40