Я вручную туда вообще ничего не пишу , делаю калибровку всех осей поочереди....
Если это калибровка просто один прогон делает и ты меришь результат, то оставь это.
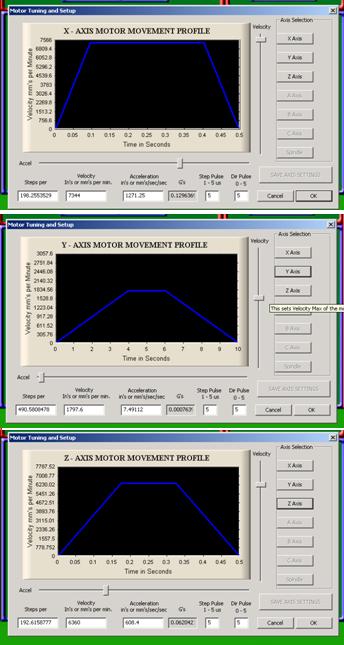
В первое поле вписывается количество шагов на один миллиметр.
Движек делает 200 полных шагов за один оборот.
Твой винт проходит 10 миллиметров за один оборот.
То-есть что-бы узнать сколько на миллиметр, делим 200 на 10. Получаем 20.
Теперь умножаем на микрошаг (количество микрошагов в одном шаге).
У тебя на драйвере установлено 1/10, значит 20*10 получаешь 200.
И именно это число вписываешь туда.
На этом этапе ты бы сразу выявил ошибку с микрошагом на драйвере!
----------------------------------------------------------------------------------------------
Необязательная часть:
Затем если у тебя вдруг винт с брачком и ты хочешь точно откалиброваться.
По всей длине раз 10 в обе стороны прогоняй и мерь, потом дели на десять и если результат отличается больше чем на погрешность измерений, то просто подели результат на заданный пробег и умножь число в первом поле на полученный коэффициент.


 Тема закрыта
Тема закрыта