
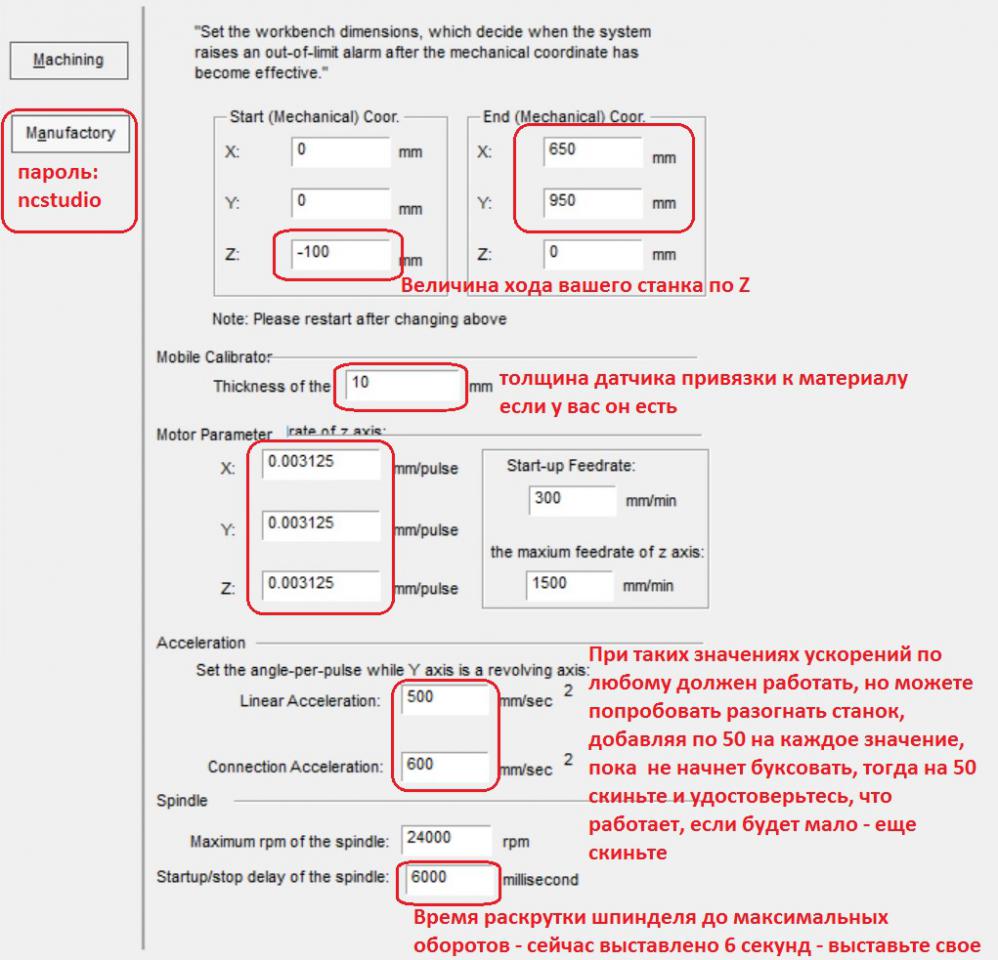
Померьте шаг на ШВП по всем осям (вернее всего 5мм на оборот), далее еще нужна фотка переключателей драйверов шаговых двигателей и название этих драйверов, дабы найти микрошаговость двигателей. Рабочее поле станка вернее всего 650 на 950мм ,а вот сколько по Z - в инете НЕ нашел... Это позволит подобрать почти все параметры.... Если все правильно подготовите, то скину картинку куда и что в настройках станка прописать...

Как подобрать импульс на мм в nc studio
Автор
Ryzhyi
, 09 Май 2011 13:08
настройка импульсов настройка NCstudio
Сообщений в теме: 100
#61
 OFFLINE
OFFLINE
3D-BiG
-

- Модератор
-

- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 27 Ноябрь 2020 - 16:14
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#62
OFFLINE
Байхан
-

- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Дылым
Отправлено 29 Декабрь 2020 - 16:58
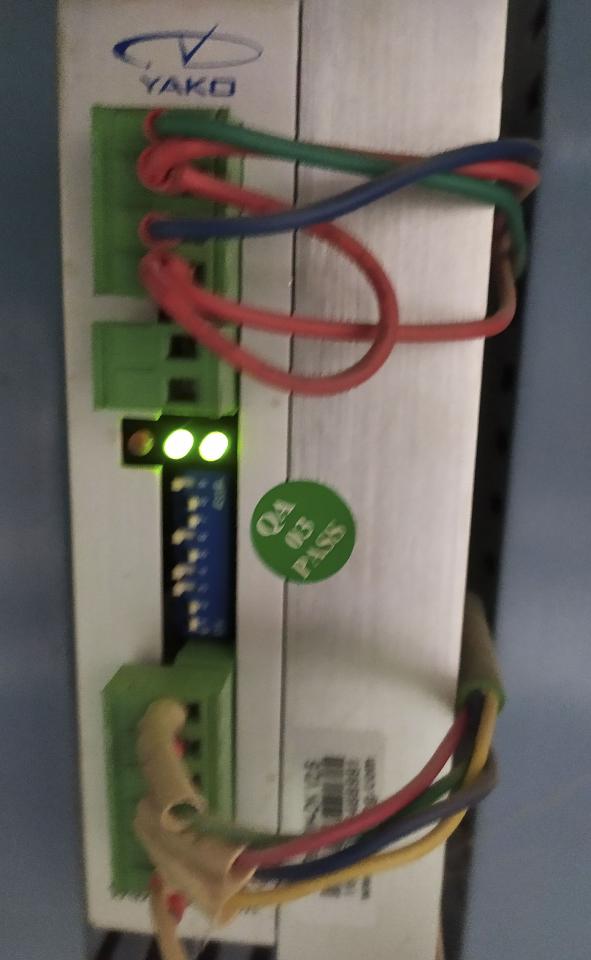
Померьте шаг на ШВП по всем осям (вернее всего 5мм на оборот), далее еще нужна фотка переключателей драйверов шаговых двигателей и название этих драйверов, дабы найти микрошаговость двигателей. Рабочее поле станка вернее всего 650 на 950мм ,а вот сколько по Z - в инете НЕ нашел... Это позволит подобрать почти все параметры.... Если все правильно подготовите, то скину картинку куда и что в настройках станка прописать...
Спасибо что отозвались. Измерил шаг швп на 5мм, по осям точно соответствует. Рабочее поле 650на950. фото представляю. Пусть вас на каждом шагу только хорошее встречает!!!
Прикрепленные изображения

#63
OFFLINE
Nikolay24
-
- Пользователи+
-
- 88 сообщений
Студент
- Пол:Мужчина
- Интересы:CNC
-
Из:тамсям
Отправлено 29 Декабрь 2020 - 21:34
станок рейка, считал так:
M1*Z24=24 делительная окружность.
3.14*24=75,398223686155037723103441198708 при полном обороте на 360° эта шестерня пройдёт расстояние.
75,398223686155037723103441198708/2= 37,699111843077518861551720599354 с учетом редуктора на один оборот двигателя.
37,699111843077518861551720599354/1600 = 0,0235 619449019234492884698253746 мм/импульс.
поворотка, 360/200=1,8градуса за один полний шаг 1.8/16= 0,1125 градуса на импульс.
Редуктор 39:1 тогда 0,1125/39 = 0,0028 8461538461538461538461538462 градуса на один импульс.
ШВП с шагом 5мм/об., шаговый двигатель 200 шагов/об. и драйвер настроен на микрошаг 1/16.
(200 * 16) ÷ 5 = 640 шагов/мм.
дискретность перемещения на 1 шаг равна 1 ÷ 640 = 0.0015625 мм.
Сообщение отредактировал Nikolay24: 29 Декабрь 2020 - 21:42
#64
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 29 Декабрь 2020 - 21:42
А если косозубая 24 Z и модуль 1.5 как считать?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#65
OFFLINE
Nikolay24
-
- Пользователи+
-
- 88 сообщений
Студент
- Пол:Мужчина
- Интересы:CNC
-
Из:тамсям
Отправлено 29 Декабрь 2020 - 22:21
А если косозубая 24 Z и модуль 1.5 как считать?
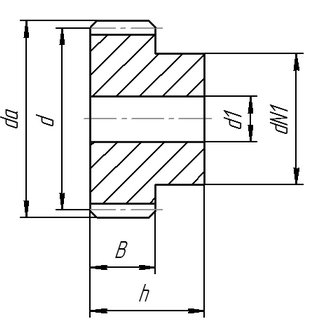
Косозубой не было, ответа не искал. Посмотрел по таблице отличия есть, наверное данные брать из таблиц.
косозубые d=38.31 прямозубые d= 36.0 https://zuborez.info...etra-shesterni/
Прикрепленные изображения
Сообщение отредактировал Nikolay24: 29 Декабрь 2020 - 22:40
#66
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 30 Декабрь 2020 - 18:42
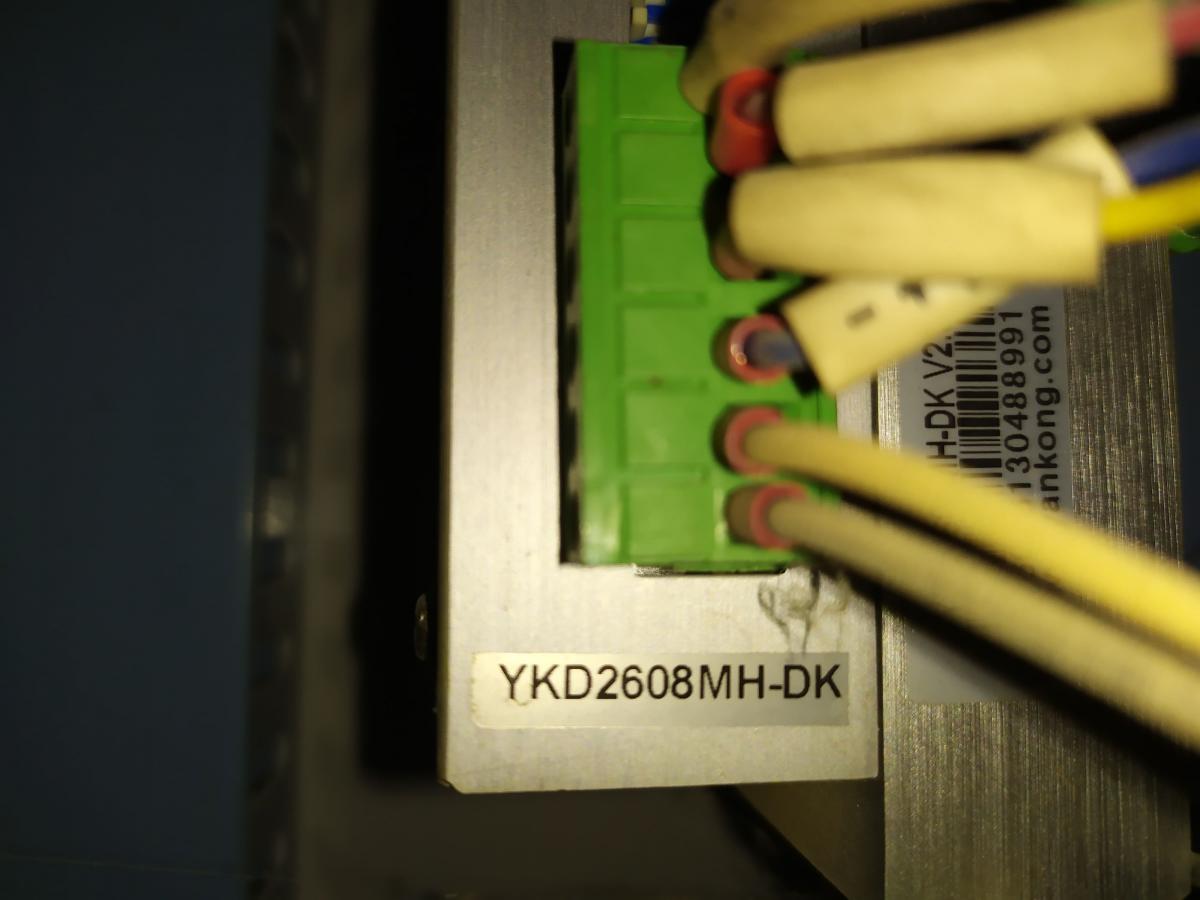
Спасибо что отозвались. Измерил шаг швп на 5мм, по осям точно соответствует. Рабочее поле 650на950. фото представляю. Пусть вас на каждом шагу только хорошее встречает!!!
драйвер ykd2608mh-dk, нашел даташит и глянул что значат переключатели:
1 on
2 on ток шага 5.14А, удержания 4.28А
3 off
4 off
5 on
6 off 8 микрошагов или 1600 импульсов на оборот.
7 on
8 on
9 off
Масштабный коэффициент: 5мм/1600импульсов=0,003125мм/имп
Судя потому, что движок на 5А, могу предположить, что это 85 движок, тогда ускорения можно пробовать с 800 и 1000 соответственно..
Сообщение отредактировал 3D-BiG: 30 Декабрь 2020 - 20:39
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#67
OFFLINE
Байхан
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Дылым
Отправлено 30 Декабрь 2020 - 19:56
Здравствуйте!!!
Очень хороший - мало сказано.
С наступающим Новым Годом, здоровья на целых сто лет.
О результатах дам знать!!!
Спасибо!!!
#68
OFFLINE
Байхан
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Дылым
Отправлено 08 Январь 2021 - 14:23
Здравствуйте!!!Если я правильно понял, поставив эти галочки я смогу регулировать скорость и вращение шпинделя с нсstudio, А нужно ли трогать зет там по умолчанию стоить 500. И еще по поводу УП, можно ли менять скорость и как это делается, ведь там каждая фреза согласно данным по своей карточке? Спасибо!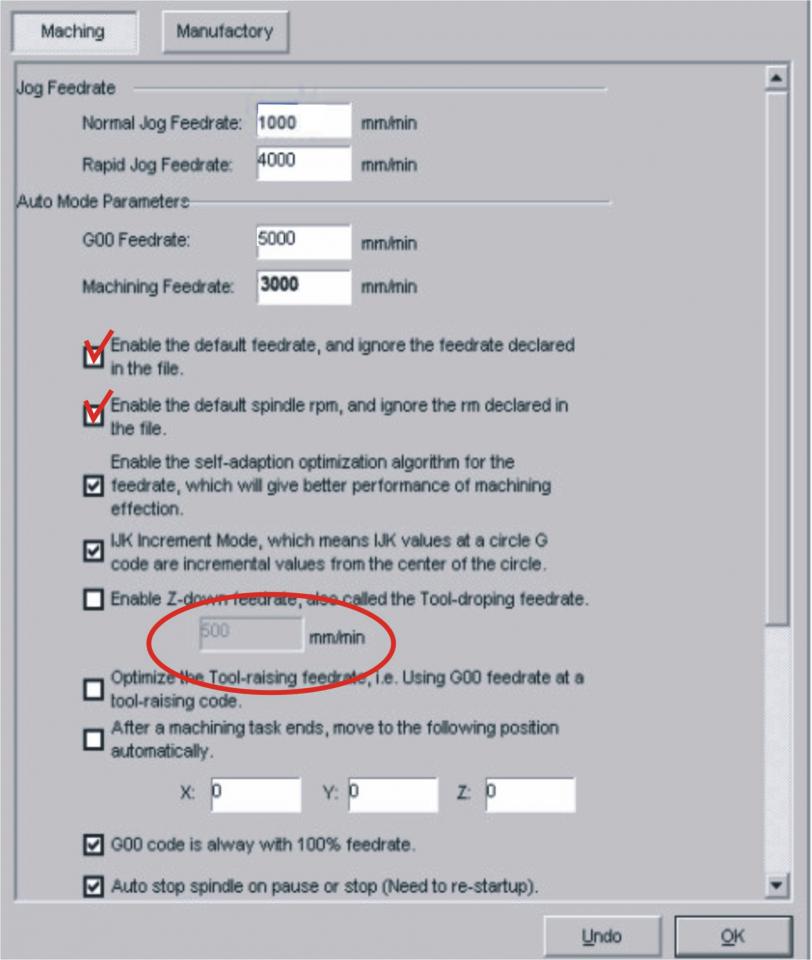
#69
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 08 Январь 2021 - 15:34
Здравствуйте!!!Если я правильно понял, поставив эти галочки я смогу регулировать скорость и вращение шпинделя с нсstudio, А нужно ли трогать зет там по умолчанию стоить 500. И еще по поводу УП, можно ли менять скорость и как это делается, ведь там каждая фреза согласно данным по своей карточке? Спасибо!
Я же вам в личку уже объяснял:
В ручке-регулировке Feedrate, что под меню, можно от заданного значения задавать процентовкой подачу.
Если поставить галочку в пользовательских параметрах Enable the default feedrate, and ignore the feedrate declarate in the file ,то подача будет задаваться не из файла а в станке здесь же в окне Machining, а врезание в материал задавать поставив галочку Enable Z-down feedrate, also called Tool-droping feedrate , и в ставшем здесь активным окне численно задать скорость врезание, но не более скорости подачи...
Вторая галочка это откуда идет частотой вращения шпинделя ручное или из файла, но при этом если технически обеспечено подключением платы коммутации к частотнику и соответствующей настройкой частотника - в этом случае будет дискретное управление частотой вращения...
Найдите ,все-таки, инструкцию на прогу и изучите - там это все подробнейшим образом объяснено...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#70
OFFLINE
Байхан
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Дылым
Отправлено 08 Январь 2021 - 16:15
Я вторую галочку оставлял как вы присылали...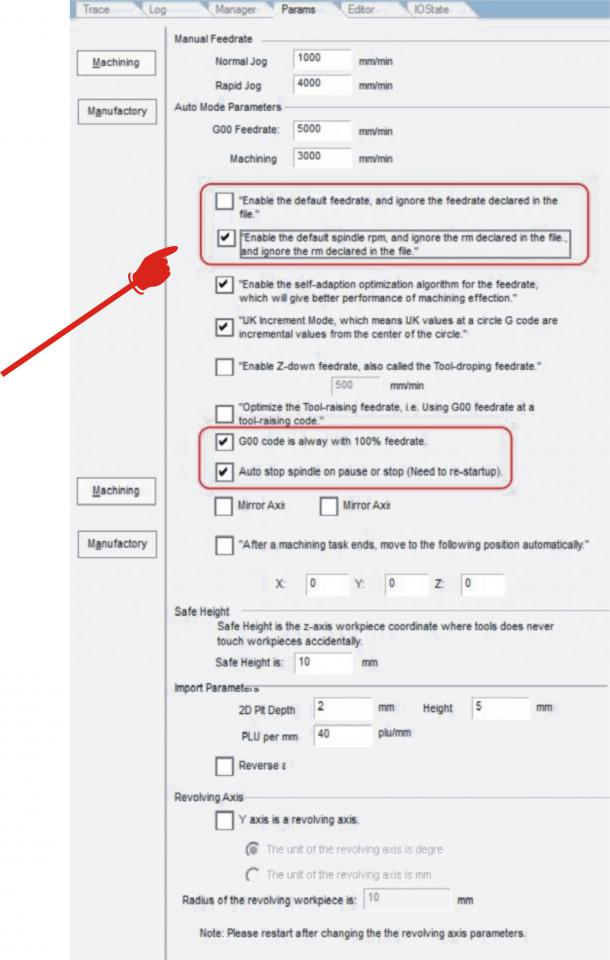
#71
OFFLINE
Байхан
-
- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Дылым
Отправлено 02 Июнь 2021 - 20:18
Здравствуйте спецы. По человечески подскажите смысл этого значения и при каких случаях это значение можно менять?Спасибо!!!
Прикрепленные изображения
#72
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 02 Июнь 2021 - 20:59
Это переключение оси X на круговую обработку (включение оси вращения) и выбор режима обработки:
- градусный
- в мм при заданном радиусе обработки
Можно было в Гугл-переводчике перевести...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#73
OFFLINE
satel
-
- Пользователи+
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Краматорск
Отправлено 03 Ноябрь 2021 - 23:59
Здравствуйте, почему то в моем случае настройка по линейке и калькулятору не работает . Пытаюсь настроить станок 2500 на 1500, зубчатая рейка. По оси Z швп- работает корректно. А вот по Х не могу настроить - если считаю на 100 мм то станок в 100 мм приезжает правильно, дальше начинает уходить. Посчитал на 1400 мм - тоже ерунда- сначала идет постепенное увеличение отклонения на 100 мм примерно - 1миллиметр, к расстоянию 700мм уже примерно -3,5 мм а, потом расхождение начинает уменьшаться и к 1400 станок приезжает в нужную точку. Не пойму в какую сторону копать
#74
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 04 Ноябрь 2021 - 00:18
вестимо рулетка которой меряете скукожилась от похолодания.....
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#75
OFFLINE
satel
-
- Пользователи+
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Краматорск
Отправлено 04 Ноябрь 2021 - 01:58
вестимо рулетка которой меряете скукожилась от похолодания.....
если вы это мне- то очень смешно и главное содержательно
#76
OFFLINE
niksooon
-
- Cтарожил
-
- 2 419 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 04 Ноябрь 2021 - 02:32
Надо понимать намек не понят......
Тогда так- уделите больше внимания своим средствам измерения и методике их использования , ибо циклично набегающие 5мм и их спад на нет на перемещении в 1400мм не поддается какому либо логическому объяснению........Экзотический случай с переменным шагом зубчатой рейки и приводной шестерней на ней диаметром в полметра пока в расчет не берем , а вот услышать какой модуль рейки и ттд на приводную шестерню было-б зело любопытно... 
Сообщение отредактировал niksooon: 04 Ноябрь 2021 - 03:12
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#77
OFFLINE
satel
-
- Пользователи+
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Краматорск
Отправлено 04 Ноябрь 2021 - 04:17
А, в этом смысле. Я делал точки конусной фрезой через каждые 100 мм, мерял рулеткой, ошибка плюс минус 0.5 мм но уж точно не 3.5мм. мерял несколько раз и все время эта цикличность в разных вариациях присутствовала. Стоит зубчатая рейка м1.5, 17 на 17 , конкретно эту ось пока не разбирал, но скорее всего она аналогична оси Y ( хотя это не 100%) сделана- на двигателе шестерня 22 зуба, потом ремень на шестерню 72 зуба, которая на одном валу с шестерней 24 зуба, которая в свою очередь по рейке ходит. На компе стоит ncstudio 5.4.53. Сегодня попробовал от драйвера с оси Y прогнать ситуация не изменилась
#78
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 04 Ноябрь 2021 - 08:23
А, в этом смысле. Я делал точки конусной фрезой через каждые 100 мм, мерял рулеткой, ошибка плюс минус 0.5 мм но уж точно не 3.5мм. мерял несколько раз и все время эта цикличность в разных вариациях присутствовала.
Сама NC-шка цикличности не дает: ну не может быть такого: ни у кого нет этой цикличности, и только у вас такой подарок судьбы....
Исходя из вами представленных данных можно предположить лишь одно:
Случаем эксцентриситета на 72-зубой шестерни нет? А то уж цикличность на уровне соизмеримом 100мм, т.е. кратно перемещению на один оборот бегающей по рейке зубчатому колесу (1.5*Пи*24=113.1мм)....
Лично бы я проверил эксцентиситет большой 72-зубой шестеренки, ибо для таких величинах гуляния, он должен быть значителен...
Сообщение отредактировал 3D-BiG: 04 Ноябрь 2021 - 08:26
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#79
OFFLINE
Dark Knight
-
- Опытный
-
- 1 316 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Сафоново
Отправлено 04 Ноябрь 2021 - 09:04
Здравствуйте, почему то в моем случае настройка по линейке и калькулятору не работает .
Какой из них проводили измерения?

#80
OFFLINE
satel
-
- Пользователи+
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Краматорск
Отправлено 04 Ноябрь 2021 - 12:51
Сама NC-шка цикличности не дает: ну не может быть такого: ни у кого нет этой цикличности, и только у вас такой подарок судьбы....
Исходя из вами представленных данных можно предположить лишь одно:
Случаем эксцентриситета на 72-зубой шестерни нет? А то уж цикличность на уровне соизмеримом 100мм, т.е. кратно перемещению на один оборот бегающей по рейке зубчатому колесу (1.5*Пи*24=113.1мм)....
Лично бы я проверил эксцентиситет большой 72-зубой шестеренки, ибо для таких величинах гуляния, он должен быть значителен...
а растяжение зубчатого ремня не может давать такой эффект? если предположить , что станку лет 5 минимум и если ремень не менялся.
Какой из них проводили измерения?
имеет ли погрешность конкретной рулетки значение в описанном мною случае?
Темы с аналогичным тегами настройка импульсов, настройка NCstudio

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

