
Соединим два мнения - "Так-то да, но нет" © !

Автоматическая (централизованная) система смазки на ЧПУ станках
Автор
SONVLAD
, 30 Апр 2011 08:55
смазка
Сообщений в теме: 108
#41
 система смазки на ЧПУ станкахСсылка на это сообщение #41") OFFLINE
OFFLINE
Lodochnik
-

- Cтарожил
-

- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 29 Февраль 2016 - 00:00
С уважением, Олег.
#42
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Февраль 2016 - 00:03
Какой питатель ( " клапан " ) на этой картинке - дроссельный или импульсный ?
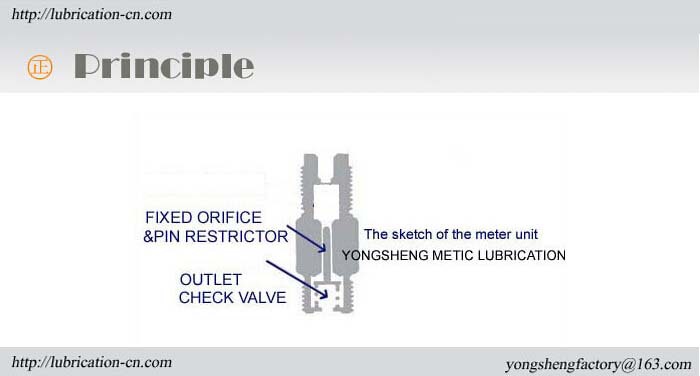
Налицо только дроссель (restrictor - ограничитель) и клапан (valve).
orifice - отверстие, проход
pin - штырь
На штыре тупо нарезана резьба - получаем длинную тонкую канавку.
Сообщение отредактировал lkbyysq: 29 Февраль 2016 - 00:08
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#43
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 29 Февраль 2016 - 00:08
Сдаюсь. 
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
 согласен с вами .
согласен с вами .
#45
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Февраль 2016 - 00:20
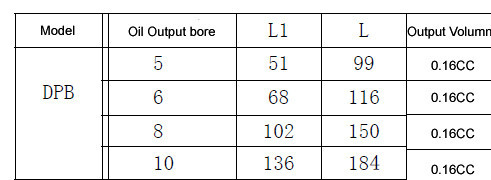
На 3 картинке сообщ.31 на всех выбито 16, что , имхо , соответствует 0,16 cc/cyc
Судя по всему да http://ru.aliexpress...2425283152.html
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#46
OFFLINE
DSP1
-

- Пользователи+
-
- 178 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:МО
Отправлено 29 Февраль 2016 - 00:31
lkbyysq, а вы не посоветуете , какой тип питателей выбрать - имп. или др. ?
Чпушу старый станок на направляющих скольжения , будет одна гидростанция на 40 Атм масло И20А .
Понижу давление , поставлю клапан с таймером .
#47
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 29 Февраль 2016 - 00:35
Дроссель.Я так думаю... Там масла много не бывает и дозировать не фик...
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#48
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Февраль 2016 - 00:37
Не помогу, увы.
Я разбирался с этим поставщиком. Тыщ на десять выписал всяких хреней. В результате получил дроссельные без клапанов (сам дурак). Теперь раз в месяц прокачиваю систему, т.е. реально смазываю раз в месяц. Благо металлообработка. По факту узлы не высыхают.
Без индивидуальных клапанов нельзя брать ни в коем случае. По закону сообщающихся сосудов масло перетекает в самую нижнюю открытую дырку.
Считаю, что мне достаточно было бы дроссельных с клапаном. Нажимал бы ручку раз в день.
Кстати, теперь понимаю, что на винты надо брать с сечением в четыре раза больше, чем на каретки.
Сообщение отредактировал lkbyysq: 29 Февраль 2016 - 00:39
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#49
OFFLINE
DSP1
-
- Пользователи+
-
- 178 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:МО
Отправлено 29 Февраль 2016 - 00:44
Там масла много не бывает и дозировать не фик...
Я тоже так думаю , только смущает равномерность раздачи .
Дроссельные дают по принципу " бери , сколько хочешь " , а импульсные - "бери все , что дают " .
А точек смазки много , и трубки разной длины ...
Я хочу завтра-послезавтра в Москве прицениться , а уж потом поворачиваться на восток .
Сообщение отредактировал DSP1: 29 Февраль 2016 - 00:46
#50
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Февраль 2016 - 01:05
Дроссельные дают по принципу " бери , сколько хочешь "
Нет.
Берем ручной насос, нажали. Насос запихивает порцию масла в систему. Если в системе 30 одинаковых дроссельных питателей, то через каждый питатель пройдет 1/30 порции.
Если питатели не одинаковые, имеют различные сечения, то требуется расчет. Объем камеры насоса делим на сумму производительности всех питателей, получаем время питания от насоса и умножаем на производительность каждого питателя в течении времени питания.
Ну а порционные на время работы насоса не завязаны. Объем определяется самим питателем.
А точек смазки много , и трубки разной длины ...
Длина трубок не влияет на сопротивление системы, диаметр у них несоизмеримо больше диаметра проходных отверстий питателей.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#51
OFFLINE
DSP1
-
- Пользователи+
-
- 178 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:МО
Отправлено 29 Февраль 2016 - 23:12
Если в системе 30 одинаковых дроссельных питателей, то через каждый питатель пройдет 1/30 порции.
Я думал , что поток через дроссели зависит от сопротивления на выходе , которое в случае направляющих
скольжения может быть существенно разным ?
#52
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Февраль 2016 - 23:27
По поводу направляющих скольжения могу только порассуждать.
Википедия
Скрытый текст
Судя по всему для направляющих скольжения требуется постоянная подача масла под давлением. Думаю, что там требуются даже не дроссельные питатели, а просто разветвители и редукторы давления.
Сообщение отредактировал lkbyysq: 29 Февраль 2016 - 23:28
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#53
OFFLINE
DSP1
-
- Пользователи+
-
- 178 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:МО
Отправлено 29 Февраль 2016 - 23:44
постоянная подача масла под давлением
Да , это был бы самый надежный вариант . Но я не уверен , что смогу полноценно собрать масло в обратку
на уже имеющемся железе .
Сегодня справился по ценам в Москве  .
.
Хвост на трубку D4 обойдется ок. 130руб. , уголок -150руб. , питатель-260руб. , коллектор -600руб.
#54
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 02 Март 2016 - 00:45
Так-то не особо жутко.Но количество,думаю,внесёт интригу в цену.
Да , это был бы самый надежный вариант . Но я не уверен , что смогу полноценно собрать масло в обратку на уже имеющемся железе .
Собственно, имею вопрос:
Дозированная подача "пшиками" и постоянная прокачка.И там и там расход.И там и там либо потеря,либо обратка.В любом случае невосполнимые потери есть.В чём тогда подвох?В цене потерь?Так цена оборудования,какбэээ... подразумевает... Опять же сбои в пшиках,или человеческий фактор - задрали чугун... Если прокачка постоянная,то датчик "масло тютю - станок стоп".Или потери масла это основная экономическая составляющая в проекте и его(масла) экономия - решающий фактор?
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#55
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 02 Март 2016 - 01:54
Масло есть расходник. Обратное масло собирается, отстаивается в сосуде с магнитами прим 3 недели, сливается с осадка (условного), фильтруется и назад в станок. Потери прим 15-20% за цикл.
Если не можете собрать - то все масло есть расходник.
Если не можете собрать - то все масло есть расходник.
#56
OFFLINE
DSP1
-
- Пользователи+
-
- 178 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:МО
Отправлено 02 Март 2016 - 14:10
Да не из жадности я его собирать хочу , масло это  .
.
В цене потерь?
Не в цене , а в их последствиях . Меньше масла - меньше лужи .
Станок портального типа , с подвижным столом - течь будет капитально .
Хочется и желобки наклонные пристроить , и защитную гофру поставить , а места мало .
Поддон под станок уже не запихнуть - 3 тонны нечем вывесить .
#57
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 04 Март 2016 - 09:28
Собственно и борьба с лужами не особо хлопотна.Опилки деревянные ещё никто не отменял на пол сыпать(как вариант уборки). Лишь бы направляющие не подрать.При правильной смазке чугуняки практически вечные(условно,конечно),а вот при неправильной сшоркать можно быстро.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#58
OFFLINE
Igor_V
-

- Опытный
-
- 383 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Санкт-Петербург
- Интересы:Стрельба, полеты на коптерах FPV.
-
Из:Санкт-Петербург
Отправлено 04 Март 2016 - 23:35
В связи с постройкой станка (надеюсь чуть лучшего чем китайский  ) эта тема для меня очень актуальна.
) эта тема для меня очень актуальна.
Есть вопрос: почему не делать как на советских станках, сож и масло собирается в один поддон и потом проходя через сепаратор разделяется?
Сам планирую сделать так:
Контур с постоянной циркуляцией масла на котором установлен делитель потока на 5 питателей, на каждом установлен эл.магнитный клапан после которого установлен коллектор на нужное количество выходов (обратные клапаны в этом случае не нужны так как есть постоянный подпор масла в основной магистрали), который открывается с заданным таймингом (можно реализовать отдельно на том же Овне или Сименсе Лого для примера) или из Г-кода. Один контур на смазку 8 линейных подшипников осей Х и Y (одинаковые 35 типа размер), второй контур на смазку 4 линейных подшипников оси З (одинаковые 30 типа размер), третий контур смазка ШВП осей Х и Y (одинаковые 32 типа размер), четвертый контур смазка ШВП оси З (25 типа размер), пятый контур резерв. Считаю что наверно достигну наиболее оптимальной смазки.
ЗЫ Контролер позволяет без проблем, К-флоп с К-аналогом и платой опторазвязки дискретов на 30 входов выходов.
Не перегибаю палку? или может не догибаю ? или просто балбес и на основе ошибочных данных придумал бред?
Сообщение отредактировал Igor_V: 04 Март 2016 - 23:43
#59
OFFLINE
DSP1
-
- Пользователи+
-
- 178 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:МО
Отправлено 07 Март 2016 - 02:08
обратные клапаны в этом случае не нужны
А завоздушивать не будет при разной высоте точек смазки ?
У нас на одном советском старичке 250х250 стоят импульсные питатели на 0, 05 куб.см ,
штук шесть - восемь на ось . Таймер можно установить в пределах 2 - 5 часов / 1 цикл .
Сообщение отредактировал DSP1: 07 Март 2016 - 02:09
#60
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 07 Март 2016 - 03:14
Будет завоздушивать однозначно. Как только коллектор отключается от магистрали, масло из всех трубок, кроме как ведущей к самой нижней точке, будет уходить в эту самую нижнюю точку смазки. С приходом следующего импульса какое-то время трубки будут наполняться, но только пока длится этот импульс. А за ночь масло вытечет через нижнюю точку смазки из всего контура коллектора полностью. Сообщающиеся сосуды не обманешь.
Не надо изобретать велосипед. Без обратных клапанов можно делать только если давление в системе есть всегда. Т.е. насос работает всегда, а коллекторы никогда не отключаются от подпитки.
Не надо изобретать велосипед. Без обратных клапанов можно делать только если давление в системе есть всегда. Т.е. насос работает всегда, а коллекторы никогда не отключаются от подпитки.
Сообщение отредактировал lkbyysq: 07 Март 2016 - 03:17
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Темы с аналогичным тегами смазка



Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}