
Доброе время суток! Помогите настроит станок 777. При обработке идут вот такие полосы высотой 0.5 - 1мм

Сообщений в теме: 71
#21
 OFFLINE
OFFLINE
KBIgor
-
- Пользователи
-

- 8 сообщений
Абитуриент
-
Из:Краматорск
Отправлено 01 Октябрь 2015 - 23:49



#22
OFFLINE
OlegPeresvet
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Краснодарский край
Отправлено 14 Февраль 2016 - 03:37
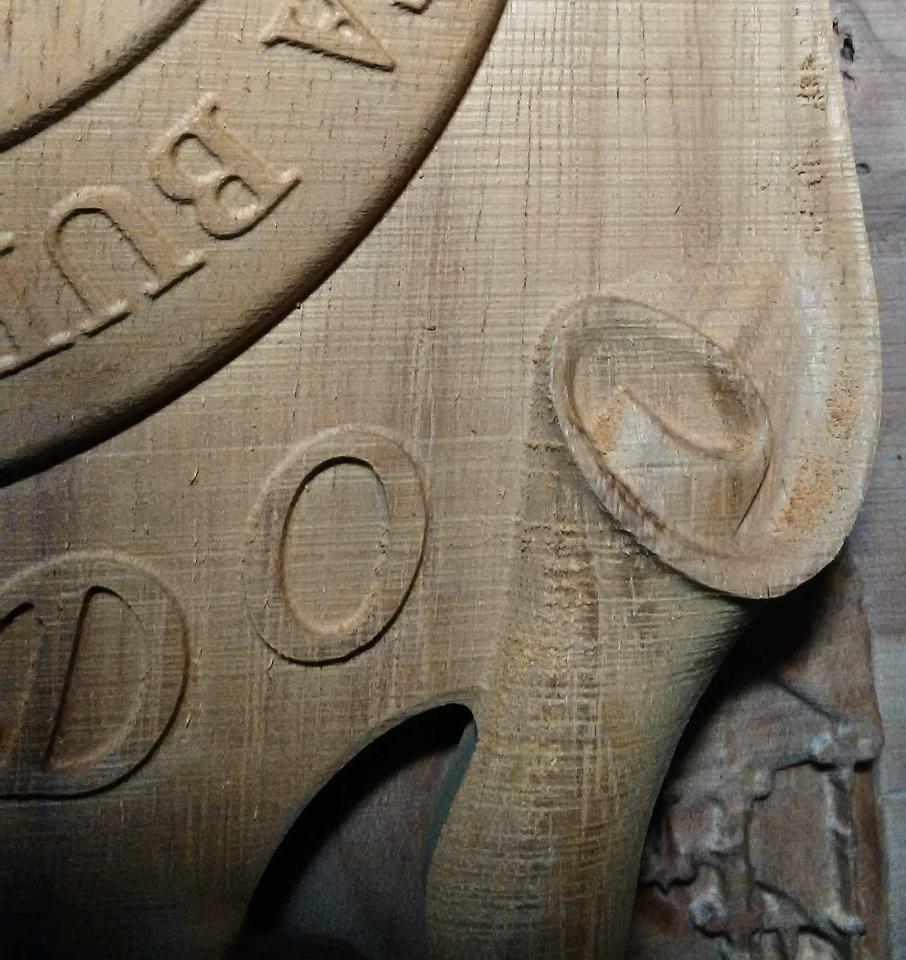
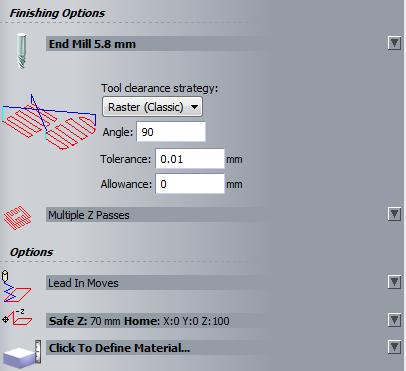
Столкнулся с проблемой того что фреза при работе растром в чистовой обработке оставляет полосы на заготовке особенно на плоских частях. Механик осмотрел весь станок в плоть до того что новый шпиндель поставил но косячность обработки не могу устранить. С виду похоже на то что зэтка пляшет от +- десятой до 0,5мм. Вот сижу думаю может это не механика могз делает а просто не с тем расширением сохраняю УП в АртСаме. Станок работает с пульта А18. Подскажите какое расширение выбрать в Артсаме для этого пульта? Или возможно будут другие мысли. Благодарю за ранее!
Прикрепленные изображения
#23
OFFLINE
kolokop
-

- Пользователи+
-
- 339 сообщений
Магистр CNC
- Пол:Мужчина
- Город:ЛЬВОВ
-
Из:Украина Львов
Отправлено 14 Февраль 2016 - 05:32
Или возможно будут другие мысли.
Возможно это вопрос ТОЧНОСТИ (tolerance). Чем больше цифра, тем больше вольностей позволено фрезе.
#24
OFFLINE
kolokop
-
- Пользователи+
-
- 339 сообщений
Магистр CNC
- Пол:Мужчина
- Город:ЛЬВОВ
-
Из:Украина Львов
Отправлено 14 Февраль 2016 - 17:55
Или возможно будут другие мысли.
Есть ещё вариант, если станок исключаем. При импорте модели STL в Artcam не всё так "гладко", отсюда и все вытекающие.
Если имеется такая возможность, проконтролируйте высоту прохода фрезы в УП, на плоскости с оставленными неровностями. Если в УП высоты проходов идентичны - Artcam реабилитирован.
#25
OFFLINE
OlegPeresvet
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Краснодарский край
Отправлено 14 Февраль 2016 - 19:01
Возможно это вопрос ТОЧНОСТИ (tolerance). Чем больше цифра, тем больше вольностей позволено фрезе.

Пилил при 0,01 и при 0,00 Разрешение максимально возможное в арткаме. Менял угол растра. При 90гр (это года только У летает) выдало идеальную поверхность. Затем поставил 3гр на растре. Итог идеальная поверхность. Уже думал напица с радости но облом. Ставлю следующюю заготовку и полосы вылезли как и раньше. Сосед предлагает выкинуть арткам и перейти на Аспир.
Есть ещё вариант, если станок исключаем. При импорте модели STL в Artcam не всё так "гладко", отсюда и все вытекающие.
Если имеется такая возможность, проконтролируйте высоту прохода фрезы в УП, на плоскости с оставленными неровностями. Если в УП высоты проходов идентичны - Artcam реабилитирован.
Если я пральна вас понял то сделаю следующее. Поставлю новую заготовку. Потом полосатое место выделю вектром и пройдусь по нему второй раз не меняя нули. Если заполосатит снова в тех же местах тогда выки нах арткам и перейду на профессинальный Аспир.
#26
OFFLINE
kolokop
-
- Пользователи+
-
- 339 сообщений
Магистр CNC
- Пол:Мужчина
- Город:ЛЬВОВ
-
Из:Украина Львов
Отправлено 14 Февраль 2016 - 19:39
Если я пральна вас понял
Я имел ввиду визуально проверить числовые значения высоты проходов по Z в УП.
Что же касается Artcam, то после импорта STL надо добряче поработать для достижения желаемого результата.
Потом полосатое место выделю вектром и пройдусь по нему второй раз не меняя нули.
Если эта область будет ровной плоскостью то проблем не возникнет.Подобные нюансы возникают при переходе фрезы с плоскости на неровности рельефа и обратно.
перейду на профессинальный Аспир.
Получить идеальную обработку импортированной в Artcam STLки, если размеры детали достаточно велики практически не представляется возможным, всегда - компромис.
#27
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 14 Февраль 2016 - 19:41
Не торопитесь ни с первым,ни со вторым.Ни напиваться от счастья,ни бить соседу морду за аспайр.
В любом эксперименте важна чистота эксперимента.Иначе теряется смысл.
Берёте одну модель(на которой был сбой) и делаете следующее:
1.Меняете угол растра - смотрите результат.
2.Прогоняете на том же угле растра,что и в пункте 1 несколько раз.
3.Переставляете в другой угол стола - прогоняете несколько раз.
4.Ставите прогу,которая заведомо сбоит - ждёте сбой.
По результатам можно сделать вот такие выводы:
Если проблемы уходят после смены угла растра и не повторяются на одной и той же программе - легко отделались.
Если проблемы уходят после смены угла растра,но повторяются при обработке второй-третьей детали - плохи дела.Это не УП,это либо электрическая,либо механическая часть(либо сочетание этих причин,что,порой,особенно печально).
Правильная диагностика - залог успеха в лечении.

Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#28
OFFLINE
BFG9000
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Барнаул
Отправлено 23 Май 2016 - 12:21
Всем привет.
Дело такое... Остаются полосы после чистовой обработки, в местах перехода фрезы... а может и ошибаюсь.
Как можно такое вылечить?
Материал искусственный камень.
Сообщение отредактировал BFG9000: 23 Май 2016 - 16:51
#29
OFFLINE
sergodze
-

- Пользователи+
-
- 26 сообщений
Студент
- Пол:Мужчина
- Город:Тбилиси
-
Из:Тбилиси
Отправлено 23 Май 2016 - 12:39
это шаг фрезы, лечить можно уменьшением шага но тогда время обработки увеличится а можно прошкурить ))
#30
OFFLINE
BFG9000
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Барнаул
Отправлено 23 Май 2016 - 12:54
Шаг 10%, 0.05 - фреза 0.5. Насколько еще то меньше?))
Оно как ступенькой идет... только на втором фото - углубилась.
#31
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 23 Май 2016 - 13:07
Шаг 10%, 0.05 - фреза 0.5. Насколько еще то меньше?)) Оно как ступенькой идет... только на втором фото - углубилась.
А у Вас станок точно такие размеры может выдать?Может его подклинивает?А может люфтик где-то?
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#32
OFFLINE
BFG9000
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Барнаул
Отправлено 23 Май 2016 - 13:30
А у Вас станок точно такие размеры может выдать?Может его подклинивает?А может люфтик где-то?
Станок от purelogic PLRA3, люфтов вроде нету.
#33
OFFLINE
DEDAlex
-

- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 23 Май 2016 - 13:42
Это что за материал? Пенопласт?
Элементарно может стружка поднаплявляться на кончик и потом этой "наваркой" пропахивать заготовку пока не отвалится...
Или что это? Акриловый камень, парафин...? По фото непонятно
...люфтов вроде нету.
Смелое утверждение для станка от Пурелоджик
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#34
OFFLINE
BFG9000
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Барнаул
Отправлено 23 Май 2016 - 13:51
Это что за материал? Пенопласт? Элементарно может стружка поднаплявляться на кончик и потом этой "наваркой" пропахивать заготовку пока не отвалится... Или что это? Акриловый камень, парафин...? По фото непонятно
В первом сообщении написан материал! Материал искусственный камень. Да, это акриловый камень. Наплывов быть не может.
#35
OFFLINE
DEDAlex
-
- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 23 Май 2016 - 14:25
Ага, пропустил..
По зет смотрите люфт и закусывания.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#36
OFFLINE
belorez
-

- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 23 Май 2016 - 14:39
В местах перехода фрезы почти всегда так. Когда фреза возвращается и продолжает обработку, ступенька остаётся. Я бы стратегию изменил, чтобы фреза обрабатывала эту подкову без подъёмов. Или не парится, а шлифануть.
Сообщение отредактировал belorez: 23 Май 2016 - 14:53
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#37
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 130 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 23 Май 2016 - 14:51
Картинка дефектов характЕрная.
У меня такое бывает, когда отгравировав некий участок, станок переходит к другим делам, а потом возвращается продолжить гравировку дальше. В результате - ступенька по Z. Бывает, что просто какую-нибудь зону гравирует на другой высоте.
Т.к. материал толстый - соглашусь с DEDAlex'ом.
На тонких материалах - следствие вспучивания при гравировке.
У меня такое бывает, когда отгравировав некий участок, станок переходит к другим делам, а потом возвращается продолжить гравировку дальше. В результате - ступенька по Z. Бывает, что просто какую-нибудь зону гравирует на другой высоте.
Т.к. материал толстый - соглашусь с DEDAlex'ом.
На тонких материалах - следствие вспучивания при гравировке.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#38
OFFLINE
vv92
-

- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 23 Май 2016 - 15:32
Да вы чё?! Недолжно быть там ступенек заметных глазу.На реечных по Z Судах не наблюдалось. Станок чудит-хлипкий, чё.
А может на приманку с лишней царапиной лучше ловиться будет?
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#39
OFFLINE
Mackinaw
-
- Пользователи
-
- 4 сообщений
Абитуриент
-
Из:Новоибирск
Отправлено 17 Июнь 2016 - 01:32
Здравствуйте, перелапатил форум, но свою проблему так и не могу идентифицировать. Фрезер Advercut K30MT/1212. Появляются полосы сопровождаемые резким стуком на подобии стука когда подается питание на шаговики при включении. Особенность в том что если запустить программу еще раз рядом то полосы появляются в том же месте. С 2D проблем нет. В чем может быть проблема? Что сделал: обнаружил не затянутую гайку на швпZ, закрутил но ничего не изменилось, подергал провода везде, подтянул контакты, менял скорости-ускорения.
Прикрепленные изображения


Сообщение отредактировал Admin: 17 Июнь 2016 - 10:52
Перемещено
#40
OFFLINE
Андрей Кулагин
-

- Опытный
-
- 1 115 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль
-
Интересы:По профессии я фрезеровщик - универсал 5 разряда
По образованию инженер- механик
Мое хобби ремонт станков ЧПУ -
Из:Ярославля(до Москвы 3,5 часа лету)
Отправлено 17 Июнь 2016 - 10:50
Ослабьте муфту по Z, с силой прижмите шпиндель вниз,- затяните муфту
Проверьте крепление звездочек на валу двигателя Z и на валу ШВП
Жизнь надо прожить так, чтобы Дьявол был доволен, а Бог особых претензий не имел.
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
Темы с аналогичным тегами Полоски при обработке

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}