
Отпочковалось две темы:
При сверлении тонких отверстий горит оргстекло
Нанесение надписи по готовому изделию

Сообщений в теме: 65
#41
 OFFLINE
OFFLINE
Admin
-

- Главные администраторы
-

- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 18 Апрель 2010 - 22:22
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#42
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 03 Май 2010 - 17:23
Решил немного потренироваться. Взял готовый клипард "Лошадь" 25*25 мм. Обыкновенный рельеф. Создал траекторию с коническим гравёром 20 градусов на 0,1 мм. При имитации в АртКама получилась вполне приличная лошадка. Генерировал УП в Мач3, запустил станок по кусочку дуба. Изображение получилось как бы недорезанное по высоте, нет мелочей, не пропилились нижнии ноги. Менял несколько раз УП, и с фрезой всё проверил и с толщиной заготовки. Такое ощущение что станок не дорезает. В УП скорость подачи генерируется 1500, может мой станок просто физически не успевает отрабатывать? Как это проверить? И согласовать УП и фактическое движение фрезы.?????
#43
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 03 Май 2010 - 18:44
Вот результат с этой недорезанной лошадью




#44
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 03 Май 2010 - 19:49
Поколдовал с настройками. Пока не получается, нужен совет. В настройках Мач3 скорости поставил 200 по X и Y, по Z 400. Скорость программы ограничил 200, а было 1500. Соответственно по осям стояло всего 120. Видимо шёл пропуск шагов по зед. Как же всё же проверить и всё согласовать?
#45
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 03 Май 2010 - 21:40
Похоже не успевает перемещаться по Z. Надо как то настраивать, а как не знаю.
#46
OFFLINE
valery_k
-

- Опытный
-
- 599 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:СПб.
Отправлено 04 Май 2010 - 00:33
Похоже не успевает перемещаться по Z. Надо как то настраивать, а как не знаю.
Любое дерево не является материалом, на котором можно получить высокое разрешение.
Очень мелкие элементы.
Латунь, бронза , магний, пластики, модельные воски, использовать предпочтительней.
Если идет пропуск шагов можно уменьшить скорость.
Motor Tuning ------- Velocity.
Если идут пропуски по Z, значит по Z и надо уменьшать скорость.
Можно увеличить ток на движки, в контроллере, но там надо внимательно смотреть.
Возможно, стоит не оправданно большое деление шага, в связи с чем большая потеря момента.
На этих движках в комплекте с этим станком деление, должно быть 2, 4 не больше.
#47
OFFLINE
halkru
-

- Опытный
-
- 558 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Хабаровск
-
Из:СССР
Отправлено 04 Май 2010 - 07:10
В Mach установите задержку между сигналами Dir и Step
#48
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 04 Май 2010 - 09:39
Если идет пропуск шагов можно уменьшить скорость.
Motor Tuning ------- Velocity.
Если идут пропуски по Z, значит по Z и надо уменьшать скорость.
Можно увеличить ток на движки, в контроллере, но там надо внимательно смотреть.
Возможно, стоит не оправданно большое деление шага, в связи с чем большая потеря момента.
На этих движках в комплекте с этим станком деление, должно быть 2, 4 не больше.
Валера привет. А это как? Мы тогда начали разбираться в Motor Tuning, но на том и остановились. Я сам попытался увеличивать в первом окошке с 1200 до 2200, тут же движки взвыли. Просто когда выполняется программа, то так быстро бегут строки, что ощущение как будто команда проходит, а вот механически по Z не успевает отрабатывать. Ведь режу по мпирали и круг по x y режится ровно и если большая скорость, то и быстро.
Здравствуйте. А можно поподробнее, где это и как? и на что влияет?В Mach установите задержку между сигналами Dir и Step
Я нашёл где Dir и Step, а вот какие параметры поставить для пробы? Сейчас стоят 17 и 13 соответственно. Как изменить для пробы? и менять по всем осям или только в Z?
#49
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 04 Май 2010 - 21:21
Продолжаю пытаться настроится, но пока ни как. На оси Z стояло количество импульсов на оборот 800, увеличил до 1200, стал бегать резвее, но это видимо потолок, при дальнейшем увеличении движки как бы взвывают и останавливаются. Так же по Z поднял ускорение до макксимала около 550. Скорость по всем осям 400. Всё так же не понимаю про...... установите задержку между сигналами Dir и Step.....
Что это? и как они влияют. Пока стоят как заводские 17 и 13. Тупое изменение одного из параметров на 1-цу, видимых результатов не дало.
Что это? и как они влияют. Пока стоят как заводские 17 и 13. Тупое изменение одного из параметров на 1-цу, видимых результатов не дало.
#50
OFFLINE
valery_k
-
- Опытный
-
- 599 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:СПб.
Отправлено 04 Май 2010 - 21:49
В первом окошке значения менять нельзя.
Оно устанавливается раз и навсегда.
Первое окошко Steps per это количество импульсов на оборот( в твоем случае).
Это значение жестко привязано к шагу винта. Так как в твоем станке винты на всех координатах одинаковые (шаг винта) то и значение в первом окошке на каждой оси одинаковое. Еще это значение зависит от деления шага контроллера двигателя если на контроллере выставлено разное деление по каждой оси то значение в первом окошке будет разным.
Если значения в первом окошке выставлены правильно, то перемещение по координате будет правильным. То есть, выставляешь значение в первом окошке, задаешь перемещение по этой координате, к примеру на десять мм. Координата должна переместится, именно на десять мм. Если значение в первом окошке не правильное, то координате переместится не правильно. После перемещения путь надо замерить, к примеру штангелем.
Скорость во втором окошке.
А вообще мне это значительно Проше сказать чем написать.
DIR и SPEP в данном случае роли не играют.
Оно устанавливается раз и навсегда.
Первое окошко Steps per это количество импульсов на оборот( в твоем случае).
Это значение жестко привязано к шагу винта. Так как в твоем станке винты на всех координатах одинаковые (шаг винта) то и значение в первом окошке на каждой оси одинаковое. Еще это значение зависит от деления шага контроллера двигателя если на контроллере выставлено разное деление по каждой оси то значение в первом окошке будет разным.
Если значения в первом окошке выставлены правильно, то перемещение по координате будет правильным. То есть, выставляешь значение в первом окошке, задаешь перемещение по этой координате, к примеру на десять мм. Координата должна переместится, именно на десять мм. Если значение в первом окошке не правильное, то координате переместится не правильно. После перемещения путь надо замерить, к примеру штангелем.
Скорость во втором окошке.
А вообще мне это значительно Проше сказать чем написать.
DIR и SPEP в данном случае роли не играют.
Сообщение отредактировал valery_k: 05 Май 2010 - 02:35
#51
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 05 Май 2010 - 01:15
Валер.... тогда не совсем понятно, почему производитель станка в программе прописал по Х и У 1200 импульсов на оборот, а по Z всего 800. Надо будет проверить измерить расстояние. Сегодня попробовал проточить на оргстекле. В принципе видно, но есть наверно органичения по самому станку или надо ещё как то колдовать. Не прорезаны нижние ноги, которые поднимаются над поверхностью на совсем уж малую высоту. Короче буду продолжать эксперименты.
#52
OFFLINE
valery_k
-
- Опытный
-
- 599 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:СПб.
Отправлено 05 Май 2010 - 02:34
Профи прошу не беспокоится.
Объясняю по простому.
Терминология может не соответствовать.
Шаговым, двигатель называется так, по тому, что вращение вала совершается шагами, фиксированными положениями вала. При подачи на обмотку одного импульса вал провернется на один шаг.
В твоем двигателе 200фиксированных положений вала.
Каждый шаг 1.8град. (это заложено в нем конструкцией)
Полный оборот вала 360град.
360/1.8=200
И так полный шаг 1,8гр.
Шаг резьбы у тебя 1мм.
В Mache у тебя у тебя все мерятся миллиметрами( в настройках Config – Select Nativ Units) Проверь, правильно ли у тебя установлен этот параметр.
Мы уже знаем, что в первом окошке Motor Tuning устанавливается количество импульсов необходимое для того, чтобы координата переместилась на 1 мм. (так как в Mache у тебя все мерятся миллиметрами)
Исходя из выше изложенного предлагаю решить задачу,
Какое количество импульсов должно быть установлено в первом окошке Motor Tuning
Для того, что бы координата переместилась на 1мм.??
А также найти решение для варианта с шагом резьбы 5мм.??
Затем двинемся дальше.
Объясняю по простому.
Терминология может не соответствовать.
Шаговым, двигатель называется так, по тому, что вращение вала совершается шагами, фиксированными положениями вала. При подачи на обмотку одного импульса вал провернется на один шаг.
В твоем двигателе 200фиксированных положений вала.
Каждый шаг 1.8град. (это заложено в нем конструкцией)
Полный оборот вала 360град.
360/1.8=200
И так полный шаг 1,8гр.
Шаг резьбы у тебя 1мм.
В Mache у тебя у тебя все мерятся миллиметрами( в настройках Config – Select Nativ Units) Проверь, правильно ли у тебя установлен этот параметр.
Мы уже знаем, что в первом окошке Motor Tuning устанавливается количество импульсов необходимое для того, чтобы координата переместилась на 1 мм. (так как в Mache у тебя все мерятся миллиметрами)
Исходя из выше изложенного предлагаю решить задачу,
Какое количество импульсов должно быть установлено в первом окошке Motor Tuning
Для того, что бы координата переместилась на 1мм.??
А также найти решение для варианта с шагом резьбы 5мм.??
Затем двинемся дальше.
#53
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 05 Май 2010 - 09:00
Валера, доброе утро.
Ну теоретически задача решается вроде бы просто.
На полный оборот вала нам надо 200 импульсов и пройдём 1мм ходом каретки.
При шаге 5 мм нам надо 40 импульсов.
Но на практике Config – Select Nativ Units проверил, установлены мм. В настройках по Х и У 1 мм проходим только при установленных 1200 ( т.е. в 6-ть раз больше) Причём сначала по валу зед стояло 800 импульсов, сейчас переставил тоже на 1200, проверить точные перемещения по зед пока не могу там лимба нет вообще, надо что то проточить и промерить.
Ну теоретически задача решается вроде бы просто.
На полный оборот вала нам надо 200 импульсов и пройдём 1мм ходом каретки.
При шаге 5 мм нам надо 40 импульсов.
Но на практике Config – Select Nativ Units проверил, установлены мм. В настройках по Х и У 1 мм проходим только при установленных 1200 ( т.е. в 6-ть раз больше) Причём сначала по валу зед стояло 800 импульсов, сейчас переставил тоже на 1200, проверить точные перемещения по зед пока не могу там лимба нет вообще, надо что то проточить и промерить.
#54
OFFLINE
valery_k
-
- Опытный
-
- 599 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:СПб.
Отправлено 05 Май 2010 - 13:09
В продолжении темы.
Для того чтобы сделать вращение двигателя более плавным и убрать некоторые нехорошие явления, которые возникают при полном шаге, а также увеличить разрешение,
контроллер шагового двигателя спроектирован так, что он может делить полный шаг двигателя. Это значение деления как правило может выставляется на плате контроллера и как правило имеет значения 2, 4, 6,8,16, итд.
В результате количество шагов на оборот увеличивается и становится 400, 800, 1200,1600, 3200 и тд.
При этом, так как у тебя при полном обороте смешение координаты 1мм (шаг винта 1мм)
Нетрудно посчитать, что разрешение будет следующим.
Без деления шага 1мм/200=0.005мм
С делением шага 1/400=0, 0025мм
1/800=0.00125мм
1/1200=0.0008мм.
и т.д.
Из этих данных видно, что даже без деления шага разрешение по координате составляет,
0.005мм, что вполне достаточно.
Надо заметить, что при делении шага двигателя уменьшается момент двигателя. Что в твоем станке критично, тат как движки не очень мощные.
Из всего выше изложенного, мы видим что на твоем контроллере установлено деление шага на 6 на двух осях и на одной на 4.
Обобщая все можно сказать следующее
Значение в первом окне жестко привязано к конкретному винту(шагу винта) и к значению деления шага устанавливаемому на контроллере.
В этой ситуации, я бы установил на контроллере деление шага на 2 по всем координатам.
И вбил соответствующую цифру, количества импульсов, в настройках Мач.
Далее Двигатель может терять шаги при увеличении скорости, так как при увеличении скорости двигатель также теряет момент.
Подбирается экспериментально значение скорости во втором окошке настроек.
И еще, как правило на плате контроллера можно менять значение тока отдаваемое двигателю.
Если это значение увеличить момент увеличится.
Надо смотреть при этом как греются двигатели.
Эти двигатели могут нагреваться до 80ти градусов, это нормально для продолжительного режима работы, выше нежелательно.
ВСЕ ПЕРЕКЛЮЧЕНИЯ НА ПЛАТЕ КОНТРОЛЛЕРА ВЫПОЛНЯТЬ СТРОГО ПРИ ОТКЛЮЧЕННОМ ПИТАНИИ.
Для того чтобы сделать вращение двигателя более плавным и убрать некоторые нехорошие явления, которые возникают при полном шаге, а также увеличить разрешение,
контроллер шагового двигателя спроектирован так, что он может делить полный шаг двигателя. Это значение деления как правило может выставляется на плате контроллера и как правило имеет значения 2, 4, 6,8,16, итд.
В результате количество шагов на оборот увеличивается и становится 400, 800, 1200,1600, 3200 и тд.
При этом, так как у тебя при полном обороте смешение координаты 1мм (шаг винта 1мм)
Нетрудно посчитать, что разрешение будет следующим.
Без деления шага 1мм/200=0.005мм
С делением шага 1/400=0, 0025мм
1/800=0.00125мм
1/1200=0.0008мм.
и т.д.
Из этих данных видно, что даже без деления шага разрешение по координате составляет,
0.005мм, что вполне достаточно.
Надо заметить, что при делении шага двигателя уменьшается момент двигателя. Что в твоем станке критично, тат как движки не очень мощные.
Из всего выше изложенного, мы видим что на твоем контроллере установлено деление шага на 6 на двух осях и на одной на 4.
Обобщая все можно сказать следующее
Значение в первом окне жестко привязано к конкретному винту(шагу винта) и к значению деления шага устанавливаемому на контроллере.
В этой ситуации, я бы установил на контроллере деление шага на 2 по всем координатам.
И вбил соответствующую цифру, количества импульсов, в настройках Мач.
Далее Двигатель может терять шаги при увеличении скорости, так как при увеличении скорости двигатель также теряет момент.
Подбирается экспериментально значение скорости во втором окошке настроек.
И еще, как правило на плате контроллера можно менять значение тока отдаваемое двигателю.
Если это значение увеличить момент увеличится.
Надо смотреть при этом как греются двигатели.
Эти двигатели могут нагреваться до 80ти градусов, это нормально для продолжительного режима работы, выше нежелательно.
ВСЕ ПЕРЕКЛЮЧЕНИЯ НА ПЛАТЕ КОНТРОЛЛЕРА ВЫПОЛНЯТЬ СТРОГО ПРИ ОТКЛЮЧЕННОМ ПИТАНИИ.
Сообщение отредактировал valery_k: 05 Май 2010 - 13:18
#55
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 05 Май 2010 - 22:43
Ну теперь самый тупой вопрос. Где эта плата контроллера? У меня идёт в комплекте ящик управления, в него входит кабель от компа и из него идет на двигатель. Как я понял надо лезть во внутрь. Там что чисто механически можно что то переключить?



Вот раскрутил и отфоткал. На первом фото видна слева вверху единственная перемычка которую можно переставлять... но куда? И кстати все перемычки по всем трём каналам стоят одинаково.
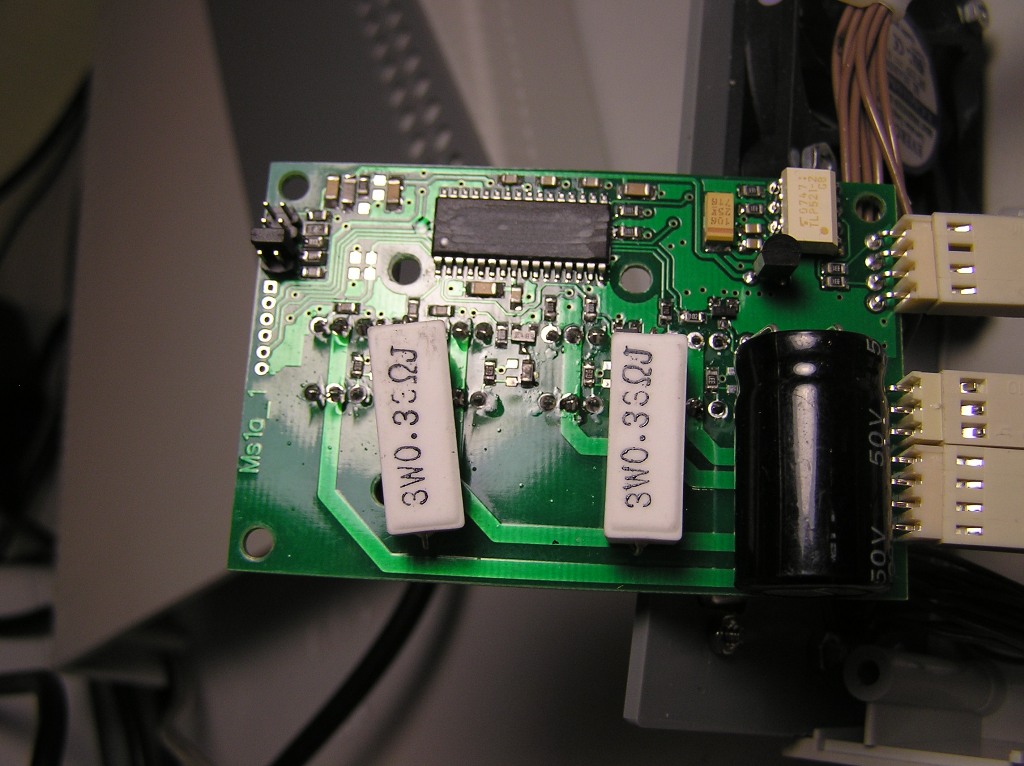
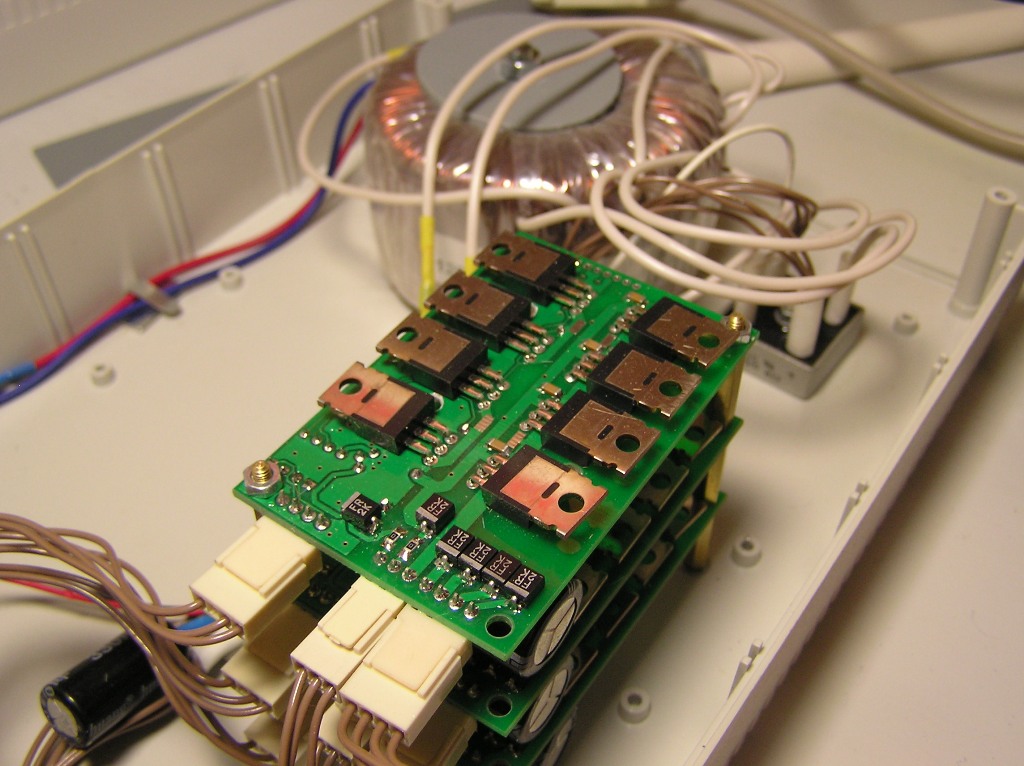
Вот раскрутил и отфоткал. На первом фото видна слева вверху единственная перемычка которую можно переставлять... но куда? И кстати все перемычки по всем трём каналам стоят одинаково.
#56
OFFLINE
valery_k
-
- Опытный
-
- 599 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:СПб.
Отправлено 05 Май 2010 - 23:56
Сразу можно сделать вывод, все три контроллера настроены одинаково.
То есть в первом окошке должна стоять одна цифра во всех координатах.
Это однозначно.
Если у тебя при 1200 ось перемещается верно, то по всем осям должна стоять 1200.
Недели две назад, общался с ДИЛЛЕРОМ по продаже станком.
Вообще не черта не знает.
По этому верить ДИЛЛЕРАМ не всегда можно.
Я не обобщаю.
Какая маркировка на микросхеме??
То есть в первом окошке должна стоять одна цифра во всех координатах.
Это однозначно.
Если у тебя при 1200 ось перемещается верно, то по всем осям должна стоять 1200.
Недели две назад, общался с ДИЛЛЕРОМ по продаже станком.
Вообще не черта не знает.
По этому верить ДИЛЛЕРАМ не всегда можно.
Я не обобщаю.
Какая маркировка на микросхеме??
Сообщение отредактировал valery_k: 06 Май 2010 - 00:10
#57
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 06 Май 2010 - 08:56
Валер, ты не поверишь, но на микросхеме затёртая маркировка... срезана скальпелем или чем то ещё. Причём на всех трёх, сейчас специально раскрутил до конца этажерку.
Ну... чё делать будем? Эти перемычки? Это переключатели или фиг его знает?
Ну... чё делать будем? Эти перемычки? Это переключатели или фиг его знает?
#58
OFFLINE
valery_k
-
- Опытный
-
- 599 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:СПб.
Отправлено 06 Май 2010 - 10:46
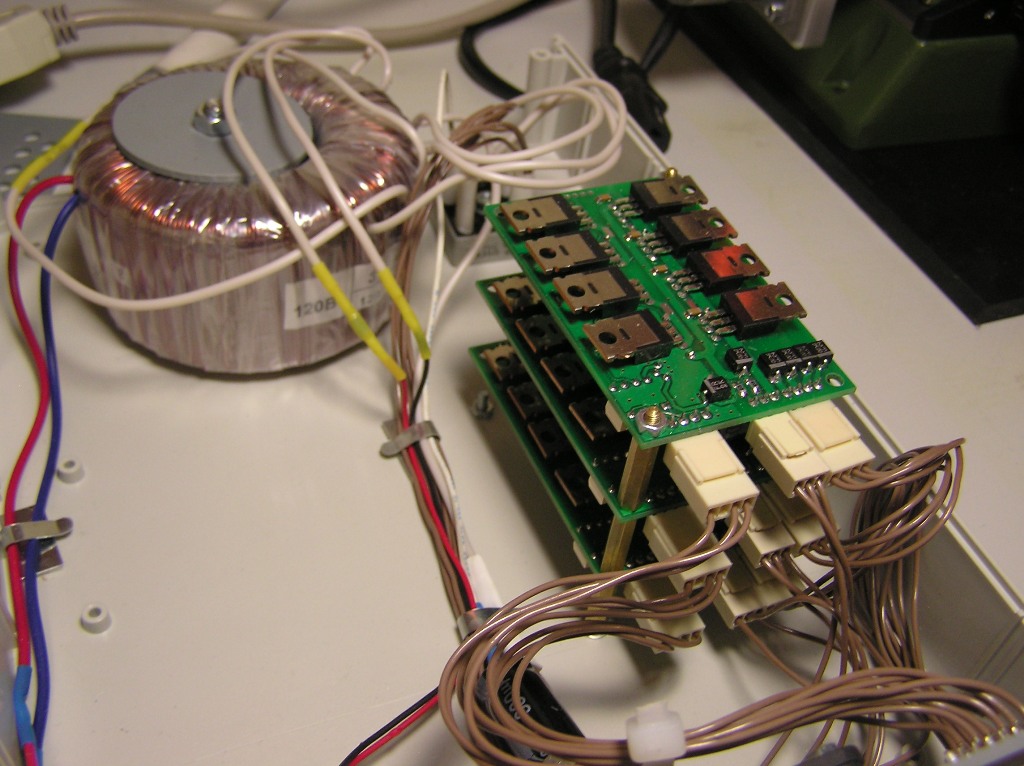
Да это переключатели, и скорее всего шага.
Но мы не знаем с какой стороны идет последовательность.
Для начала надо проверить координату Z.
Установить в Маче одинаковое значение импульсов на все координаты.
Дать в ручном режиме перемещение по Z на 20мм и посмотреть правильно она переместилась?
Но мы не знаем с какой стороны идет последовательность.
Для начала надо проверить координату Z.
Установить в Маче одинаковое значение импульсов на все координаты.
Дать в ручном режиме перемещение по Z на 20мм и посмотреть правильно она переместилась?
#59
OFFLINE
Сан_Саныч
-
- Пользователи+
-
- 59 сообщений
Студент
-
Из:Волгоград
Отправлено 06 Май 2010 - 12:49
Валер, думаю вечером попробовать так..... у нас четыре позиции перемычки. Стоим как бы в третьей, если коэффициенты 2,4,6,8... то предполагаю, что надо поставить все перемычки в положение 2.... т.е. у нас сейчас от перемычки с одной стороны две пары пустых, с другой одна пара, так вот смещу в крайнее положение в сторону туда где две свободных позиции. Поставлю в окошке 400 и посмотрим куда переместимся.
#60
OFFLINE
Александр_
-
- Опытный
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Воронеж
Отправлено 06 Май 2010 - 15:37
Я как-то упустил мысль - продавец-то где? Техподдержки никакой?
Темы с аналогичным тегами Proxxon
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

