Доброго времени суток.
Прошу помощи.
Станок 3-х осевой, вместо Х стоит поворотная ось.
Суть проблемы: развернул в ArtCam 2008 pro SP3 3D модель по формуле (2* 3.14* R). Длина окружности получилась 836 мм.
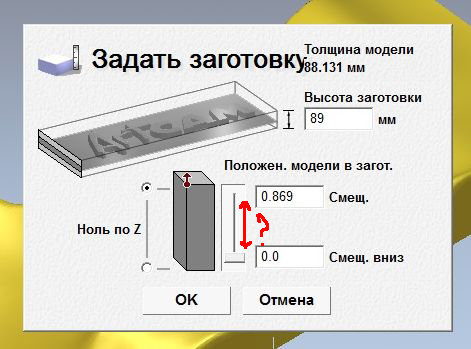
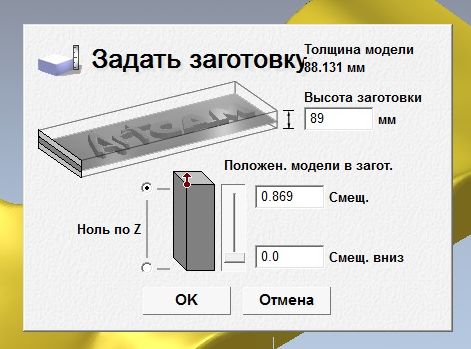
Задаю заготовку:
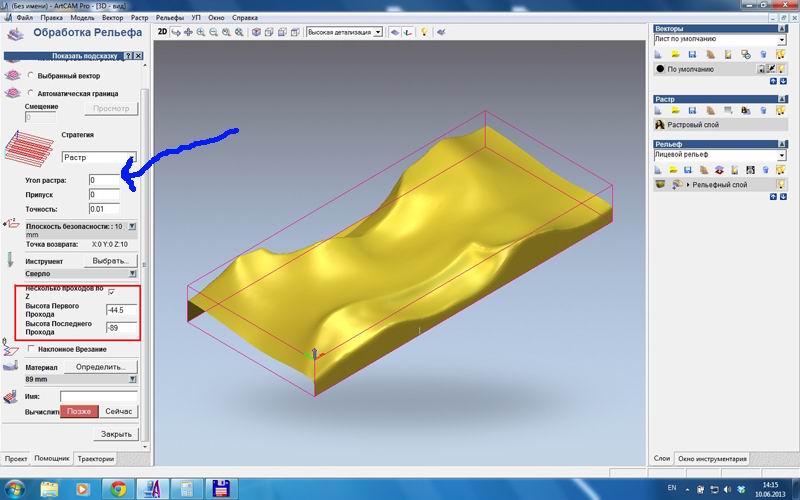
создаю чистовую обработку в 2 прохода: (обрабатываю пенопласт)
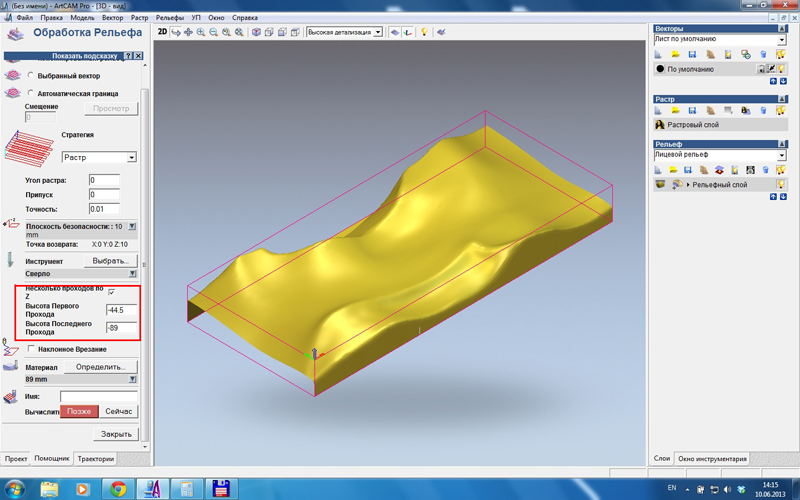
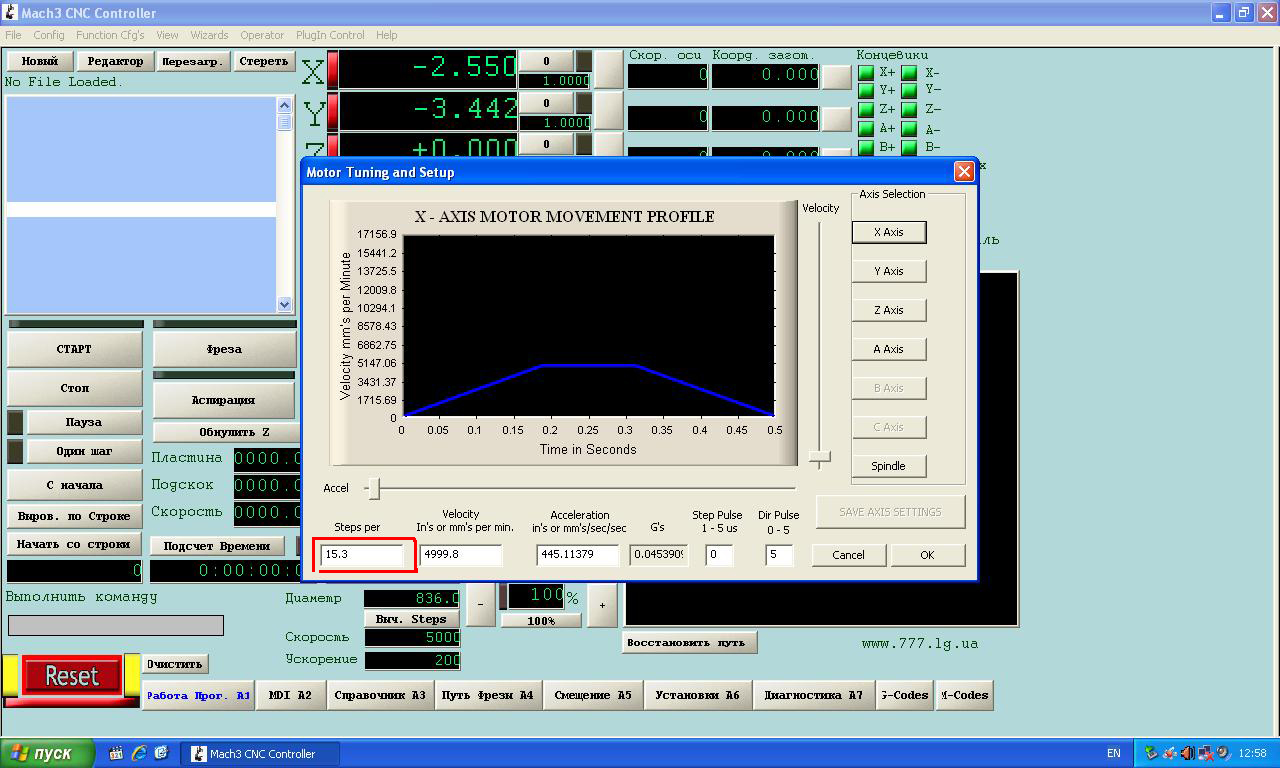
фрезеруется первый проход -44,5 мм, доходит до половины модели и начинает с каждым шагом углубляться по 5 мм.В свойствах фрезы макс. глубина резания стоит 45 мм. а углубляется в итоге на все 80 мм. Видно на модели, где остались участки для второго прохода в виде цилиндра, так вот этот цилиндр к концу модели постепенно начинает превращаться в конус, от этого и вырастает глубина. У меня есть подозрение, что неправильно настроен motor tuning. Ставлю метку на заготовке, проворачиваю на 360 градусов, что бы достичь своей длины окружности 836 мм. При этом меняю steps per:
Длину окружности приходится для каждой модели подгонять разную, так как она индивидуальна.
Вот на заготовке видно, что первый проход далеко не так пошел, как указано в УП

передача стоит ременная, двигатель вот такой


Визуально пройденный участок модели выглядит нормально, но немного тоньше на 30-40 мм.
Возможно неправильно выставлена длина окружности в steps per (836 мм), от этого и идет смещение, но при полном обороте заготовки, Mach3 показывает X = 836 мм, помогите решить проблему.
Сообщение отредактировал ambiant: 10 Июнь 2013 - 18:35