
Привет ! форумчане
тоже токарник хочу к станку приделать помогите с установкой

Сообщений в теме: 71
#41
Ссылка на это сообщение #41") OFFLINE
OFFLINE
Aleksandr78
-

- Пользователи+
-

- 43 сообщений
Студент
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 20 Сентябрь 2013 - 08:11
#42
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 20 Сентябрь 2013 - 11:28
Чем помочь-то?Деньгами? 
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#43
OFFLINE
Menu/Exit
-

- Cтарожил
-
- 2 324 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москвы
Отправлено 20 Сентябрь 2013 - 11:44
yaso73, жалко нельзя 10 раз нажать на кнопку "нравиться".
#44
OFFLINE
Aleksandr78
-
- Пользователи+
-
- 43 сообщений
Студент
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 20 Сентябрь 2013 - 12:06
да нет как собрать на чпу 3 координатном
#45
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 20 Сентябрь 2013 - 12:08
убил.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#46
OFFLINE
Aleksandr78
-
- Пользователи+
-
- 43 сообщений
Студент
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 20 Сентябрь 2013 - 14:51
прямо в точку
#47
OFFLINE
ALEKCANDR
-
- Пользователи+
-
- 35 сообщений
Студент
- Пол:Мужчина
-
Из:Кемеровская область РФ
Отправлено 03 Октябрь 2013 - 23:53
Всем здравствуйте!!!
прочитал всю тему,высказывание каждого по этому поводу...НО...Сергей(автор темы)когда говорит...что снимает по 100-200 штук за день...имеет ввиду (он кстати,так и написал) БАЛЯСИНОК т.е. МАЛЕНЬКИХ...100-200 согласен...
А вот когда стандартная 900*40*40(и ходовая) вот,тогда хоть 24 часа без обеда...такое кол-во снять невозможно...
Почему такая уверенность...по примеру Сергея сделал,тоже самое...ДЕНЕГ РЕШИЛ ЗАРАБОТАТЬ...))) ...что то РЕБЯТА...БЕДА какая то...Если сечение 45*45 или 50*50,то уже заготовки дороже и тебе и покупателю,но в плане обработки лучше... ЖЁСТЧЕ...А ВОТ 40*40 тонкая и дрожать начинает...через одну...одна дрожит, другая нет...от прямослойности текстуры,тоже многое зависит..
...что то РЕБЯТА...БЕДА какая то...Если сечение 45*45 или 50*50,то уже заготовки дороже и тебе и покупателю,но в плане обработки лучше... ЖЁСТЧЕ...А ВОТ 40*40 тонкая и дрожать начинает...через одну...одна дрожит, другая нет...от прямослойности текстуры,тоже многое зависит..
И при всем,при этом не забывайте,что обрабатываемая поверхность должна быть без сучков...иначе просто ломает...да и все дела...А ЭТО ГОВОРИТ,ЧТО И ЗАГОТОВКА УЖЕ ДОРОЖЕ.... ЧИСТАЯ
и резец всяка разна уже перезотачивал...и обороты от 1500 до 3000 тысяч менял
если по Z с включеной фрезой...тоже фигня,,,так же дрожит...А С ФАЙЛОМ...как Сергей тоже сказал,заморочек больше,чем по У...
Но не забывайте речь идёт о сечении 900*40*40.....45*45 и 50*50 будет лучше полюбому...А если ещё и длинна меньше,то ВААЩЕ красота получится...
РЕЧЬ ШЛА ПРО СОСНУ,более плотные породы(березу,дуб и т.п.)ёщё не пробывал,но будет лучше и чище...
ЧТО МОЖНО СДЕЛАТЬ В МОЕЙ СИТУАЦИИ...???
чтоб не дрожала балясина 900*40*40(сосна)
ПОСОВЕТУЙТЕ...
ЗАРАНЕЕ БЛАГОДАРЕН...!!!
прочитал всю тему,высказывание каждого по этому поводу...НО...Сергей(автор темы)когда говорит...что снимает по 100-200 штук за день...имеет ввиду (он кстати,так и написал) БАЛЯСИНОК т.е. МАЛЕНЬКИХ...100-200 согласен...
А вот когда стандартная 900*40*40(и ходовая) вот,тогда хоть 24 часа без обеда...такое кол-во снять невозможно...
Почему такая уверенность...по примеру Сергея сделал,тоже самое...ДЕНЕГ РЕШИЛ ЗАРАБОТАТЬ...)))
...что то РЕБЯТА...БЕДА какая то...Если сечение 45*45 или 50*50,то уже заготовки дороже и тебе и покупателю,но в плане обработки лучше... ЖЁСТЧЕ...А ВОТ 40*40 тонкая и дрожать начинает...через одну...одна дрожит, другая нет...от прямослойности текстуры,тоже многое зависит..И при всем,при этом не забывайте,что обрабатываемая поверхность должна быть без сучков...иначе просто ломает...да и все дела...А ЭТО ГОВОРИТ,ЧТО И ЗАГОТОВКА УЖЕ ДОРОЖЕ.... ЧИСТАЯ
и резец всяка разна уже перезотачивал...и обороты от 1500 до 3000 тысяч менял
если по Z с включеной фрезой...тоже фигня,,,так же дрожит...А С ФАЙЛОМ...как Сергей тоже сказал,заморочек больше,чем по У...
Но не забывайте речь идёт о сечении 900*40*40.....45*45 и 50*50 будет лучше полюбому...А если ещё и длинна меньше,то ВААЩЕ красота получится...
РЕЧЬ ШЛА ПРО СОСНУ,более плотные породы(березу,дуб и т.п.)ёщё не пробывал,но будет лучше и чище...
ЧТО МОЖНО СДЕЛАТЬ В МОЕЙ СИТУАЦИИ...???
чтоб не дрожала балясина 900*40*40(сосна)
ПОСОВЕТУЙТЕ...
ЗАРАНЕЕ БЛАГОДАРЕН...!!!
Сообщение отредактировал ALEKCANDR: 03 Октябрь 2013 - 23:40
#48
OFFLINE
DEDAlex
-

- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 04 Октябрь 2013 - 00:18
То, чем и спасаются в таких случаях - ЛЮНЕТОМ.
Тем более, что нужен он только при обработке от параллелепипеда до цилиндра, а далее вибрация уже намного меньше сказывается.
Люнет подвижный, закрепленный на той-же каретке, что и резец, но напротив него (за заготовкой и чуть с запаздыванием, чтоб двигался уже по цилиндру, обработанному резцом. При дальнейшем углублении в заготовку он будет отходить от неё.
Как очень грамотно сконструировали станок чехи писал тут: http://mir-cnc.ru/in...__80#entry53265
Вот прямая ссыль на сайт поставщика: http://stanki.ru/uni...y-sh-1800-cnc-s
Там, правда, применен кольцевой люнет.
Тем более, что нужен он только при обработке от параллелепипеда до цилиндра, а далее вибрация уже намного меньше сказывается.
Люнет подвижный, закрепленный на той-же каретке, что и резец, но напротив него (за заготовкой и чуть с запаздыванием, чтоб двигался уже по цилиндру, обработанному резцом. При дальнейшем углублении в заготовку он будет отходить от неё.
Как очень грамотно сконструировали станок чехи писал тут: http://mir-cnc.ru/in...__80#entry53265
Вот прямая ссыль на сайт поставщика: http://stanki.ru/uni...y-sh-1800-cnc-s
Там, правда, применен кольцевой люнет.
Сообщение отредактировал DEDAlex: 04 Октябрь 2013 - 00:21
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#49
OFFLINE
ALEKCANDR
-
- Пользователи+
-
- 35 сообщений
Студент
- Пол:Мужчина
-
Из:Кемеровская область РФ
Отправлено 04 Октябрь 2013 - 02:50
Благодарен за совет!!!
Что такое люнет для метало-обработки представляю...сам токарь...Но когда идёт фигурный профиль+ квадраты на концах...какая конструкция тогда должна быть у ЛЮНЕТА...там по рекламным фоткам производителя...ничё не пойму...как держит заготовку то,когда она фигурная...по ссылке с выставки уже не открывается...может есть другие фотки или чертежи
#50
OFFLINE
DEDAlex
-
- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 04 Октябрь 2013 - 03:33
Ну, ограничения с люнетом, несомненно, будут. Но и тут можно подумать. (есть не оформившиеся мыслишки...)
А про больше инфы: разве поиск по интернету отменили? Есть имя производителя и название станка...:
http://www.youtube.com/watch?v=6rx6F_pTyQI
http://www.youtube.com/watch?v=YlRiI3iFO44
И еще тут под аккаунтом производителя: http://www.youtube.c.../SahosCZ/videos
На первом видео четко видно принцип и работу их люнета (имеются вкладыши под различные диаметры)
Это же все творчество! А в творчестве нужно мыслить смело и зачастую нестандартно.
А про больше инфы: разве поиск по интернету отменили? Есть имя производителя и название станка...:
http://www.youtube.com/watch?v=6rx6F_pTyQI
http://www.youtube.com/watch?v=YlRiI3iFO44
И еще тут под аккаунтом производителя: http://www.youtube.c.../SahosCZ/videos
На первом видео четко видно принцип и работу их люнета (имеются вкладыши под различные диаметры)
Это же все творчество! А в творчестве нужно мыслить смело и зачастую нестандартно.
Сообщение отредактировал DEDAlex: 04 Октябрь 2013 - 03:36
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#51
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 04 Октябрь 2013 - 09:04
Ну... Тут или жалобу на автора в ООН(чё он,жлоб,люнет не выложил с чертежами,хамство какое!),вместо СПАСИБО,или всё же самому подумать,как люнет сделать.Люнеты токарные(а Вы ещё и токарь) есть разные.И для круглых заготовок и для квадратных и для фасонных.Только чуть-чуть в интернете почитать и всё.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#52
OFFLINE
ALEKCANDR
-
- Пользователи+
-
- 35 сообщений
Студент
- Пол:Мужчина
-
Из:Кемеровская область РФ
Отправлено 04 Октябрь 2013 - 17:06
Благодарен за совет!!!
Но если я назвался токарем...это не говорит о том,что я встречался со всеми конструкциями ЛЮНЕТОВ на свете...
Но если я назвался токарем...это не говорит о том,что я встречался со всеми конструкциями ЛЮНЕТОВ на свете...
#53
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 04 Октябрь 2013 - 17:26
Люнет  . Задняя бабка мне больше нравится (хоть и люблю серьезно помоложе-дурачина).
. Задняя бабка мне больше нравится (хоть и люблю серьезно помоложе-дурачина).
. Задняя бабка мне больше нравится (хоть и люблю серьезно помоложе-дурачина).
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#54
OFFLINE
VP-N
-
- Пользователи+
-
- 17 сообщений
Студент
-
Из:Neryngri
Отправлено 28 Март 2014 - 19:20
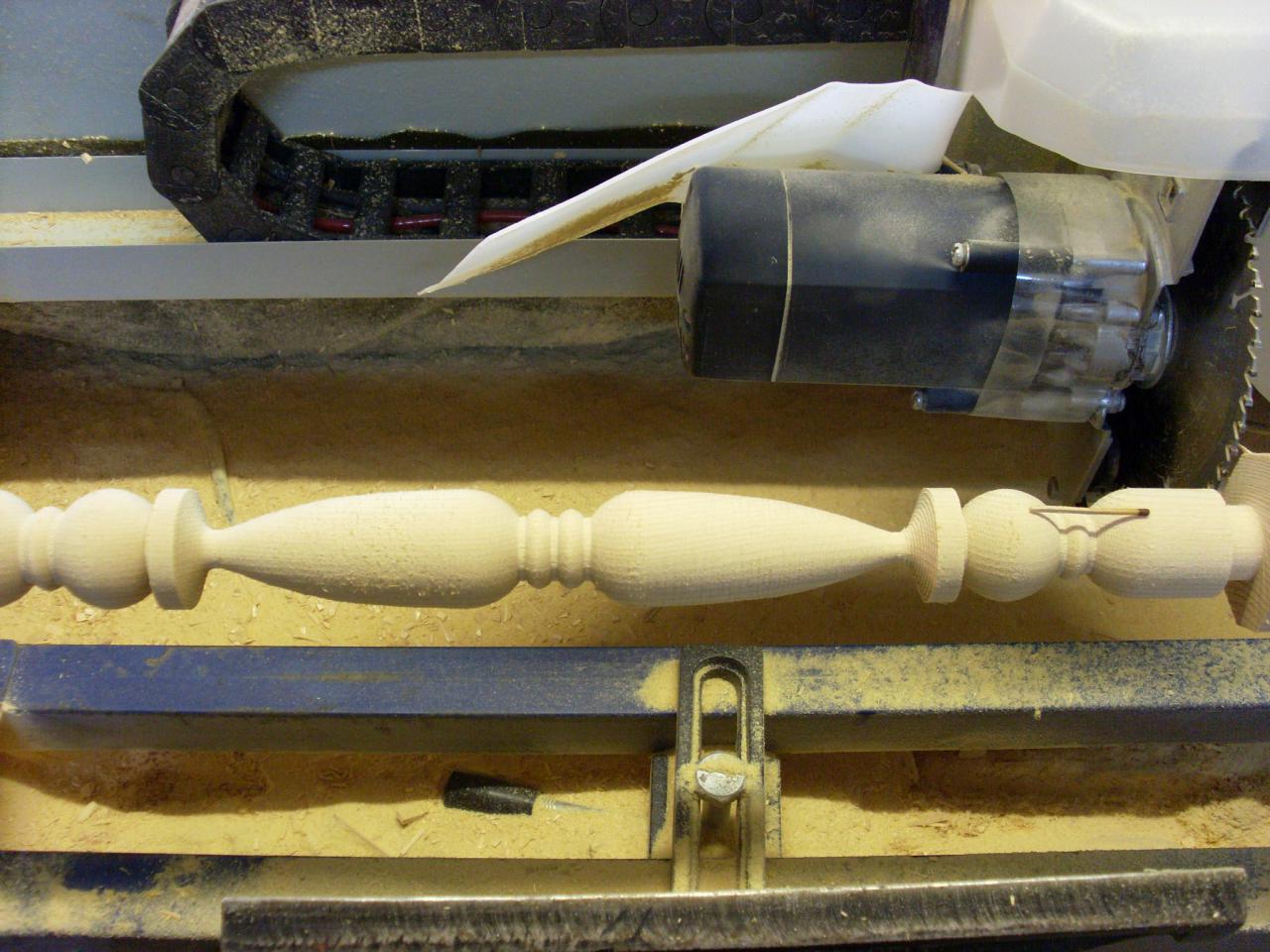
Если кому-нибудь еще интересно, то продолжу тему.
1.Устанавливаем простой ручной токарный станок(типа настольного) на заднюю сторону рабочего стола ЧПУ-фрезера по оси "Х"
2.Устанавливаем с обратной стороны портала на задний свес каретки перемещения шпинделя дисковую пилу(я поставил Смоленскую ДИОЛД ДП-1,3 ) предварительно демонтировав с нее рукоятку.
3.Делаем переключение режима работы шпинделя(отключение шпинделя и установка дополнительного пускателя, управляемого цепью питания шпинделя для включения дисковой пилы и токарного станка от программы управления ЧПУ)
4.Рисуем вектор - половина балясины(длина - вдоль оси "Х", завитушки - большей стороной по направлению оси "- Y"), копируем вектор в направлении оси"Y"(количествопараллельных векторов определит количества проходов, а расстояние между векторами - съем материала за один проход. Проход делаем в обе стороны. Скорость прохода на сухой сосне или лиственнице - 300мм/мин. , глубина 5мм- далее под шкурку.
5.Есть ньюансы.
1.Устанавливаем простой ручной токарный станок(типа настольного) на заднюю сторону рабочего стола ЧПУ-фрезера по оси "Х"
2.Устанавливаем с обратной стороны портала на задний свес каретки перемещения шпинделя дисковую пилу(я поставил Смоленскую ДИОЛД ДП-1,3 ) предварительно демонтировав с нее рукоятку.
3.Делаем переключение режима работы шпинделя(отключение шпинделя и установка дополнительного пускателя, управляемого цепью питания шпинделя для включения дисковой пилы и токарного станка от программы управления ЧПУ)
4.Рисуем вектор - половина балясины(длина - вдоль оси "Х", завитушки - большей стороной по направлению оси "- Y"), копируем вектор в направлении оси"Y"(количествопараллельных векторов определит количества проходов, а расстояние между векторами - съем материала за один проход. Проход делаем в обе стороны. Скорость прохода на сухой сосне или лиственнице - 300мм/мин. , глубина 5мм- далее под шкурку.
5.Есть ньюансы.
Прикрепленные изображения

#55
OFFLINE
SONVLAD
-
- Пользователи+
-
- 495 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Южная Корея ,Ансан
-
Из:CCCP
Отправлено 28 Март 2014 - 20:42
Видео бы посмотреть как точит
пчелку крепить за защиту , опасно
обороты большие ,корпус пластик
нужно дополнительно усиливать крепление
Еще скорее всего будет грется , эта пила не расчитана на долгую работу
пчелку крепить за защиту , опасно
обороты большие ,корпус пластик
нужно дополнительно усиливать крепление
Еще скорее всего будет грется , эта пила не расчитана на долгую работу
Древняя китайская мудрость гласит: «НИ СЫ!», что означает: «Будь безмятежен, словно цветок лотоса у подножия храма истины»
#56
OFFLINE
VP-N
-
- Пользователи+
-
- 17 сообщений
Студент
-
Из:Neryngri
Отправлено 29 Март 2014 - 15:25
На счет видео - не мастак, снять может еще смогу, а вот выложить - вряд ли.
Пила отработала уже часов 350-400. Был контрольный разбор - замена смазки в подшипниках и замена щёток. Пила при нагрузке(по сухой сосне) прекрасно работает и не греется с подачей врезания 5мм за проход(10мм на диаметр) и скоростью 300мм/мин. Но мотор на токарнике более 2-х часов не выдерживает, требуется охлаждение. Но для мелкосерийного и любительского производства вполне достаточно.
По поводу крепления - с другой стороны пила крепиться на металлический кронштейн толщиной 8мм.(позже выложу фото, две фотографии сразу не вставляются.)
Пила отработала уже часов 350-400. Был контрольный разбор - замена смазки в подшипниках и замена щёток. Пила при нагрузке(по сухой сосне) прекрасно работает и не греется с подачей врезания 5мм за проход(10мм на диаметр) и скоростью 300мм/мин. Но мотор на токарнике более 2-х часов не выдерживает, требуется охлаждение. Но для мелкосерийного и любительского производства вполне достаточно.
По поводу крепления - с другой стороны пила крепиться на металлический кронштейн толщиной 8мм.(позже выложу фото, две фотографии сразу не вставляются.)
Прикрепленные изображения
Сообщение отредактировал VP-N: 29 Март 2014 - 15:30
#57
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 29 Март 2014 - 15:34
VP-N, а чего зубья не переточите на полукруг? Доводка хлопот не доставляет?
Сообщение отредактировал lkbyysq: 29 Март 2014 - 15:34
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#58
OFFLINE
VP-N
-
- Пользователи+
-
- 17 сообщений
Студент
-
Из:Neryngri
Отправлено 29 Март 2014 - 15:59
Мысль, конечно, интересная, но заточить диск на перефирии - задача не выполнимая. Я предполагал найти фрезу для обработки металла(со скошенным или круглым зубом).
Сообщение отредактировал VP-N: 29 Март 2014 - 16:12
#59
OFFLINE
VP-N
-
- Пользователи+
-
- 17 сообщений
Студент
-
Из:Neryngri
Отправлено 29 Март 2014 - 18:29
Как обещал - еще одно фото.
Прикрепленные изображения

#60
OFFLINE
sergei007
-
- Опытный
-
- 81 сообщений
Студент
- Пол:Мужчина
- Город:Алматы
Отправлено 31 Март 2014 - 18:09
два в одном хорошо а так лучше фрезер фрезером а токарник токарником одно другому не мешает
Прикрепленные изображения

Темы с аналогичным тегами Очпушивание токарного станка




Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}