Здравствуйте! Все мы начинали с простого, но согласитесь, большая разница биться один на один с темже АртКамом или получить помощь. Это неоценимо и без вас не разобратся! Суть "проблемы" в следующем: подготовливаю УП для задачи 2Д раскроя ПВХ 10мм, а с NC-stydio отправляю на станок. Он шоволится по всем координатам, но вместо заданных 10 мм (с учётом обнуления ZYX в NC) углубляется только на 4 мм!!!
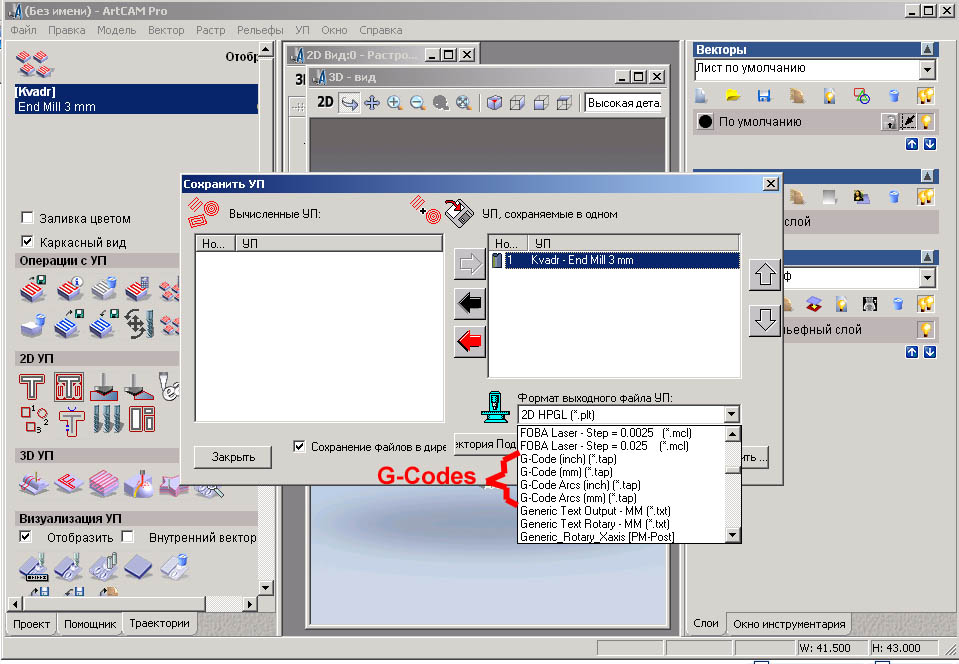
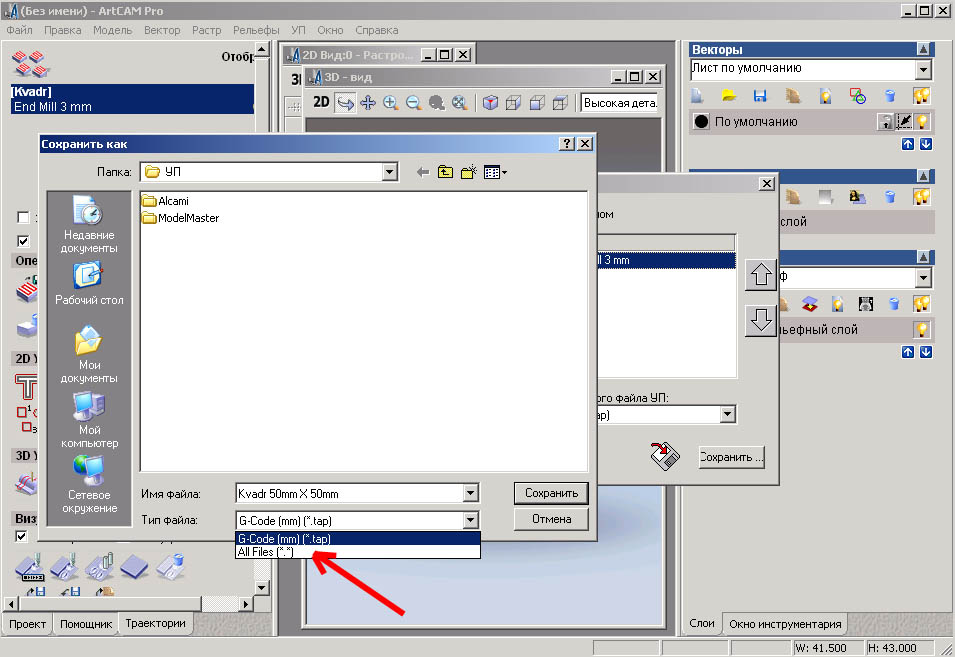
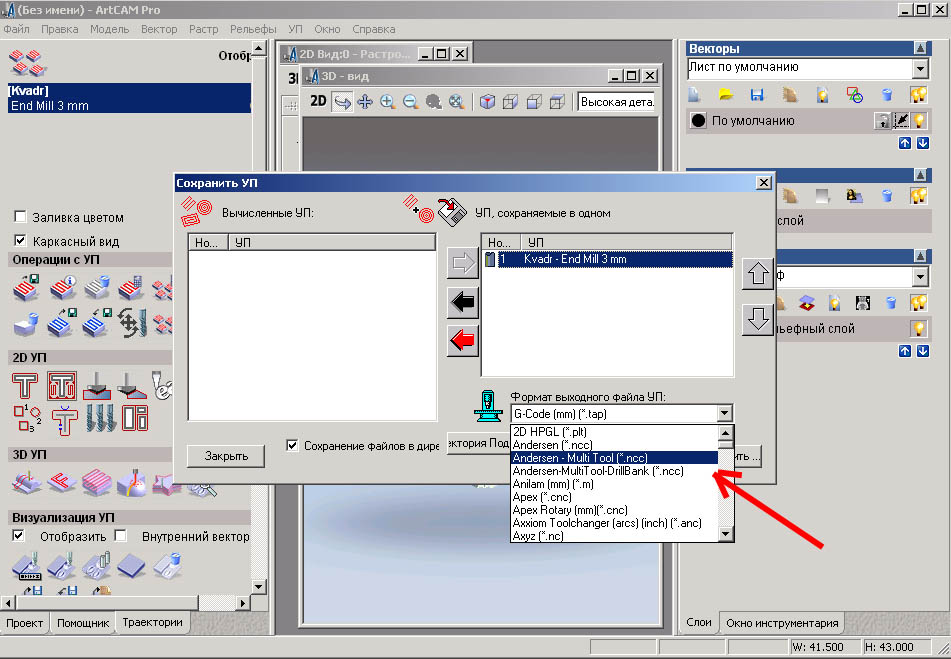
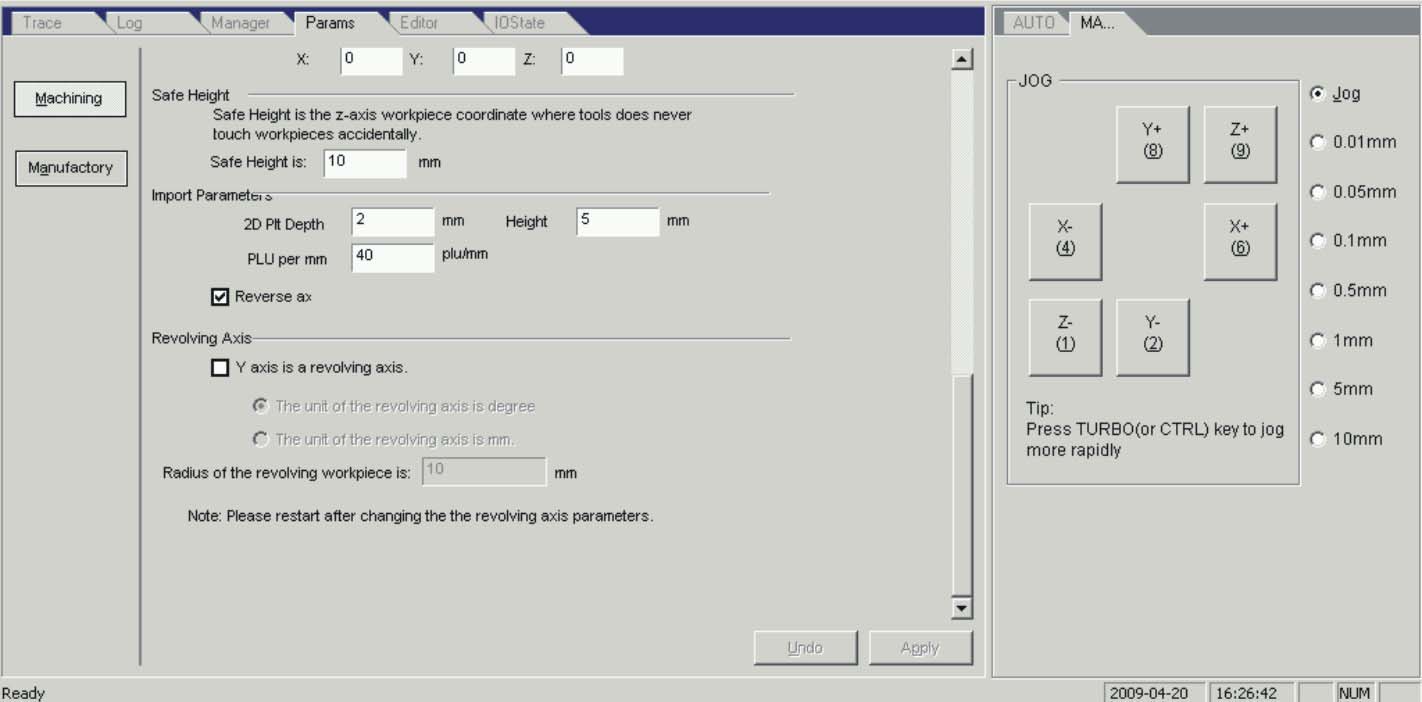
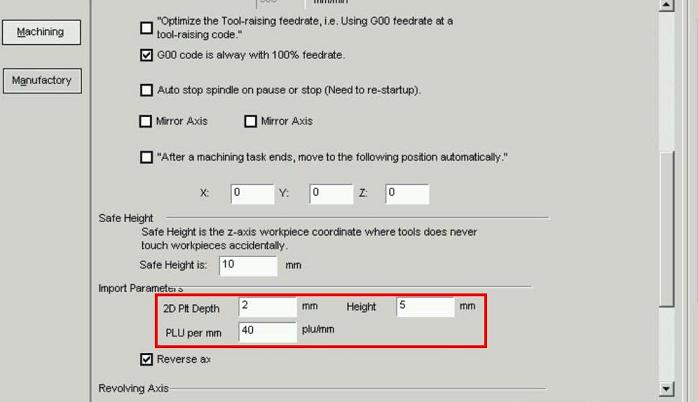
А с указанием на припуски проходит всёравно один раз. Вот пример настроек и действий: в траекториях - обработка по профилю, далее по порядку начальный проход 5 мм, финишный 10 мм, проф инстр., не указываю припуски на финиш, напрвление встречное, имя УП, кнопка "сейчас", вижу контур. Далее в траектории сохраняю УП в формате 2D HPGL (.plt) и отправляю обнулив координаты после подвода фрезы 3.125 мм к заготовке. И только если в NC указать в Z +7 мм (в окне координат) , то фреза ныряет на 10-11 мм и при переходе на внутренние элементы невысоввываясь до 0 премещается ниже верхней точки (портя на 2-3 мм пластик по верху). И в учебнике только информация о функционале и так не хватает пошаговой инфы! 
Похожие темы:
Сбились настройки пульта, вместо 10mm режет больше 33мм
Станок делает рисунок меньшего размера чем заложен в программе
Отфрезерованный барельеф выходит больше чем размер заданный в программе
На станке сбиты координаты! (режет больше чем нужно)