
Большое спасибо, все разобрались

Как подобрать импульс на мм в nc studio
Автор
Ryzhyi
, 09 Май 2011 13:08
настройка импульсов настройка NCstudio
Сообщений в теме: 100
#42
 OFFLINE
OFFLINE
MiG
-

- Продвинутый
-

- 2 019 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 09 Июнь 2015 - 14:44
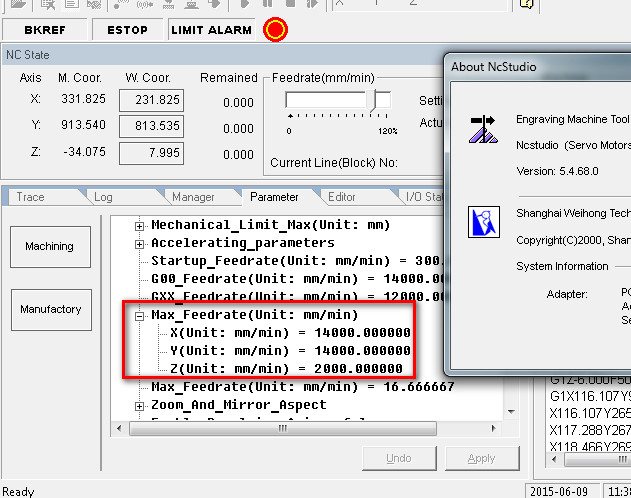
В 5-й версии скорость ограничивается только по Z, для X и Y одна и таже
...в расширенном меню 5-й нц-шки (Ctrl+Alt+Shift+двойной клик на Machining )
можно ограничивать каждую ось отдельно при необходимости.
#43
OFFLINE
vv92
-

- Cтарожил
-
- 9 405 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 09 Июнь 2015 - 15:27
Спасибо, не знал.
Век живи, век учись-дураком останешся.
Сообщение отредактировал vv92: 09 Июнь 2015 - 15:29
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#44
OFFLINE
Александр С.Г.
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Кемерово
Отправлено 20 Сентябрь 2016 - 08:53
Здравствуйте! Возможно не по теме. но ситуация следующая! Приобрели на работу китайский ЧПУ под управлением NC Studio.
На станке есть шильдик с параметрами осей (мм/импульс). Задаю в программу эти значения но станок работает не корректно, задаю станку проехать 10 мм он проезжаем 19 это по осям X и Y. По Z вместо 10 проезжает 20 мм. Увеличил значение параметров вдвое, по оси Z начал нормально перемещаться а по X и У вместо 10 мм перемещается на 9,5. При помощи вычислений рассчитал параметр для осей X, У (он получился 0,011875 мм/импульс) но теперь задаешь станку переместиться на 10 мм он перемещается на 10 мм но в программе пишет что он переместился на 9,999 мм. и с каждым шагом ошибка накапливается.
Для перемещения по X и Y используется косозубая рейка а для Z используется ШВП.
Параметры с шильдика.
X - 0,00625 мм/импульс
Y - 0,00625 мм/импульс
Z - 0,003125 мм/импульс
Сообщение отредактировал Admin: 20 Сентябрь 2016 - 09:52
перемещено
#45
OFFLINE
VertM
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 02 Ноябрь 2016 - 17:23
поясните пожалуйста, я так понял для калибровки пройденного растояния станком по сути работает обычная формула пропорции, тоесть у меня на данный момент при (по х) заданных 300 мм станок проезжает 299, импульс 476, итого 476*300/299=477,5919, забиваю это новое значение и запускаю проверку, станок теперь проезжает 301 мм. где я ошибся?
#46
OFFLINE
2ar
-

- Пользователи+
-
- 1 668 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Сервисное обслуживания станков
-
Из:Новосибирск
Отправлено 02 Ноябрь 2016 - 17:52
Вы чуток пропорцию ошиблись.
300 мм при 476 имп.
299. Х
299*476/300=х
300 мм при 476 имп.
299. Х
299*476/300=х
#47
OFFLINE
VertM
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 03 Ноябрь 2016 - 08:51
Вы чуток пропорцию ошиблись.
300 мм при 476 имп.
299. Х
299*476/300=х
может я отстал от жизни но метод пропорции всегда работал так (крест накрест)
при 476 - 299
х - 300
итого получаем (476*300)/299 = х
#48
OFFLINE
2ar
-
- Пользователи+
-
- 1 668 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Сервисное обслуживания станков
-
Из:Новосибирск
Отправлено 06 Ноябрь 2016 - 09:38
Да не отстали вы. Просто понять надо сколько мм делает ваш станок при 476 импульсах. Я пропорцию составлял основываясь на ваших словах. Прочтите ваше 1 сообщение. Там получается пропорция как я написал.
при (по х) заданных 300 мм станок проезжает 299, импульс 476
#49
OFFLINE
CrispyCloud
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Швеция
Отправлено 20 Январь 2019 - 17:52
Доброго времени суток всем форумчанам!
Пытаюсь вдохнуть жизнь в свое приобретение из поднебесной, чудо "враждебной" техники. Купил около полугода назад, но осваивать взялся только сейчас, походив предварительно по сайтам и почитав информацию о сопутствующих "граблях" при установке и настройках. Можно резюмировать, что граблей от этого меньше не стало, даже больше  !
!
О станке: Аналог/собрат 1325 с размерами 1325 на 2500 управляется NC studio.
Станочек пришел как водится с CD на "народном" китайском (так обозвал сей диалект Гугл), так что выудить что-то толковое не представилось возможным. Заминка с калибровкой (масштабированием).
Размер модели в Арткаме в разы не соответствует тому, что начинает вырезать станок, шаг/импульс не совпадают. Смотрел по разным форумам, кто и как выходит из этой ситуации, и так понимаю, что даже если размеры станка одинаковые, то все зависит от модели шаговых двигателей которые установлены на станке. Отсюда вывод что параметры строго индивидуальны. Пытался выйти из положения метровой слесарной линейкой с делением 0,5мм отмечая количество импульсов пройденное по оси за один метр и потом деля на 1000мм, но для оси Х это было близко к искомому хотя все-же не то, а для оси Y вообще не подходит. Перед началом данных упражнений проставил все оси на ноль(машинный), но изначальное шаговое показание которое забито в станке по умолчанию 0,003125 по всем осям я так полагаю имеет влияние на мой неправильный результат. Правильный ли метод калибровки я применяю и есть ли какой-то универсальный метод для определения шаг/импульс?
Очень многие мучаются с таким вопросом при первоначальной настройке, но вот детального совета нигде я так и не нашел! Было бы хорошо если здешние ГУРУ откликнулись и написали работающий способ. Здесь на форуме есть ответы с указанием шаг/импульс со станка одного из форумчан, но даже если принять его за основу то добавлять или убавлять импульсы можно с месяц.
Заранее спасибо!
Сообщение отредактировал Admin: 20 Январь 2019 - 19:02
Перенесено
#50
OFFLINE
belorez
-

- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 20 Январь 2019 - 18:29
все зависит от модели шаговых двигателей которые установлены на станке
Не от модели шаговых двигателей, а от типа редукции. Какой у Вас привод: зубчатая рейка? Какое перемещение получается за оборот зубчатого колеса? Какое деление микрошага установлено на драйвере? Эти все значения однозначно определяются. Дальше - калькулятор...
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#51
OFFLINE
rebound
-
- Пользователи+
-
- 63 сообщений
Студент
-
Из:Екатеринбург
Отправлено 20 Январь 2019 - 21:19
Попробуй посчитать вот так, Импульс умнож на фактически пройдено и подели на заданно, результат запиши в параметры.
#52
OFFLINE
CrispyCloud
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Швеция
Отправлено 21 Январь 2019 - 17:32
Попробуй посчитать вот так, Импульс умнож на фактически пройдено и подели на заданно, результат запиши в параметры.
Спасибо, совет простой и дельный, сегодня опробую!
Еще раз спасибо!
Не от модели шаговых двигателей, а от типа редукции. Какой у Вас привод: зубчатая рейка? Какое перемещение получается за оборот зубчатого колеса? Какое деление микрошага установлено на драйвере? Эти все значения однозначно определяются. Дальше - калькулятор...
Привод зубчатая рейка, перемещение не замерял, но можно. Как посмотреть деление микрошага?
#53
OFFLINE
vasa29
-
- Опытный
-
- 888 сообщений
Доктор CNC
-
Из:Москва
Отправлено 22 Январь 2019 - 01:32
Как посмотреть деление микрошага?
Найти драйвер и посмотреть положение DIP-переключателей.
#54
OFFLINE
belorez
-
- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 22 Январь 2019 - 03:36
Я своими словами повторю. Большинство шаговых двигателей делают один оборот вала за 200 шагов. На драйвере есть таблица
Которая показывает, в какое положение установить переключатели, чтобы разбить шаг на несколько частей(микрошаг). Самые часто употребляемые деления - 1/16 и 1/32. При делении шага, например, на 32 части, один оборот вала двигателя произойдет за 6400 импульсов. А дальше уже надо считать сколько зубов у зубчатого колеса, на какое линейное расстояние колесо прокатится по рейке.... А может между шаговым двигателем и рейкой есть редуктор? Тогда нужно учесть его редукцию.
Предположим это линейное перемещение измерено и равно а мм, тогда нужный параметр получается для mach по формуле x=6400/a, для NC Studio - x=a/6400.
Сообщение отредактировал belorez: 22 Январь 2019 - 03:37
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#55
OFFLINE
belorez
-
- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 22 Январь 2019 - 14:07
Небольшое но важное уточнение: это линейное перемещение нужно именно вычислить! Для измерений линейкой rebount дал правильный совет.
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#56
OFFLINE
CrispyCloud
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Швеция
Отправлено 24 Январь 2019 - 01:58
Я своими словами повторю. Большинство шаговых двигателей делают один оборот вала за 200 шагов. На драйвере есть таблица
Которая показывает, в какое положение установить переключатели, чтобы разбить шаг на несколько частей(микрошаг). Самые часто употребляемые деления - 1/16 и 1/32. При делении шага, например, на 32 части, один оборот вала двигателя произойдет за 6400 импульсов. А дальше уже надо считать сколько зубов у зубчатого колеса, на какое линейное расстояние колесо прокатится по рейке.... А может между шаговым двигателем и рейкой есть редуктор? Тогда нужно учесть его редукцию.
Предположим это линейное перемещение измерено и равно а мм, тогда нужный параметр получается для mach по формуле x=6400/a, для NC Studio - x=a/6400.

Спасибо большое за подробный ответ. С осью Z будет немного сложнее, т.к. там винтовая передача, но там просто сделаю измерение линейкой, к тому же там ход небольшой около 140 мм, так что думаю погрешность будет незначительная.
#57
OFFLINE
3D-BiG
-

- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 24 Январь 2019 - 07:17
С ШВП проще не бывает, ибо считается в лет и без проблем, ибо = количество на оборот шагового двигателя * режим микрошаговости драйвера двигателя / шаг ШВП... А мерять по Z крайне не люблю, ибо при таких измерниях сломал или согнул с десяток штангельциркулей....
Сообщение отредактировал 3D-BiG: 24 Январь 2019 - 07:19
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#58
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 24 Январь 2019 - 10:06
Эх... мне бы такие проблемы... скоро предстоит настраивать станок,у которого по осям винты,с непонятным шагом.Изношенная трапеция с люфтами. 
Чую,что это будет славная битва...
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#59
OFFLINE
CrispyCloud
-
- Пользователи
-
- 4 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Швеция
Отправлено 25 Январь 2019 - 01:53
 Вопрос о погрешности
Вопрос о погрешности
С ШВП проще не бывает, ибо считается в лет и без проблем, ибо = количество на оборот шагового двигателя * режим микрошаговости драйвера двигателя / шаг ШВП... А мерять по Z крайне не люблю, ибо при таких измерниях сломал или согнул с десяток штангельциркулей....
Отмерил по оси X с линейкой. Зажал в шпиндель конусную фрезу с носиком 0,25 и гонял туда-обратно по линейке подгоняя импульсы пока не стало совпадать, признаю, метод топорный и долгий вероятно, но рабочий! 
Один момент интересует. Пока подставлял цифры, то в третьем столбике Remaining по оси, которую калибровал, выходили погрешности от 0,001 до 0,006 мм, я так понимаю это погрешность, но иногда во время подбора в столбике было 0,000 то-есть погрешность отсутствовала. В итоговой привязке импульс/мм погрешность получилась 0,005 и я заметил некий слабый дополнительный шум, который шаговый двигатель издает при прохождении каких-то цифровых величин, где ему сложно определиться где остановиться. Повлияет ли это на работу станка или самого шагового мотора (преждевременный износ) если оставить все так, ведь совпадением импульс/мм я теперь доволен полностью.
Естественно пробовал двигать и в ту и в другую сторону, чтобы получить 0,000, но в тех величинах где погрешность 0,002 уже начинает виднеться несоответствие заданно/пройдено.
#60
OFFLINE
Байхан
-

- Пользователи+
-
- 52 сообщений
Студент
- Пол:Мужчина
-
Из:Дылым
Отправлено 27 Ноябрь 2020 - 15:39
Здравствуйте мастера!!! прошу очень помощи, я пенсионер по инвалидности, подрабатывал на станке ltt 6595 прога ncstudio 5.4.49, но случилось что пришлось виндовс переустановить и теперь нет людей в этих краях кто может настроить станок и программу. если у кого имеется пошаговая инструкция или кто как может помогите настроить. спасибо и здоровья вам. bek_221@mail.ru
Темы с аналогичным тегами настройка импульсов, настройка NCstudio

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

