
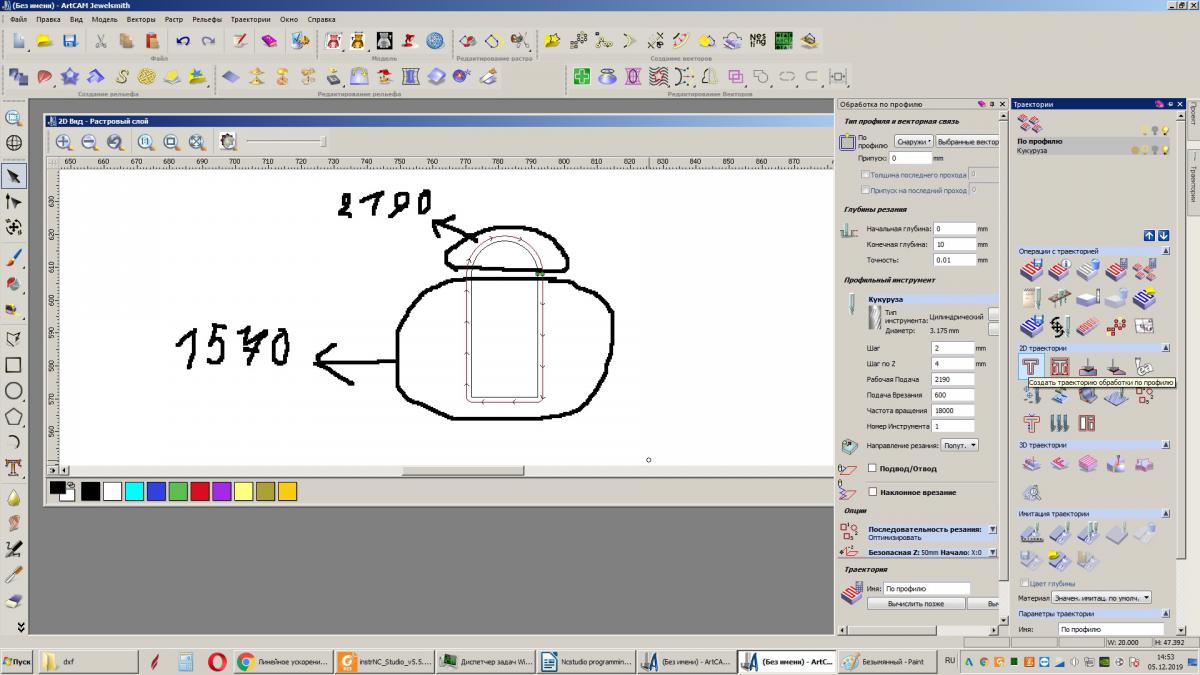
Здравствуйте. подскажите пожалуйста какой параметр отвечает за ускорение на линейных резах и кривых. все настройки облазил. нет ни чего похожего. проблемма собственно в том что на прямых отрезках станок замедляется ( скорость в уп 2190 по факту на прямых 1570 или около того) а при движении по двум и более осям едет с заданной скоростью.

Линейное ускорение перепутано с многоосевым. NCstudio 8.215
Автор
Колхозник
, 04 Дек 2019 20:29
Настройка ускорений
Сообщений в теме: 54
#1
 OFFLINE
OFFLINE
Колхозник
-
- Пользователи+
-

- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 04 Декабрь 2019 - 20:29
#2
OFFLINE
Колхозник
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 05 Декабрь 2019 - 15:59
В общем вопрос как заставить станок на прямых отрезках двигаться с заданной в уп скоростью а на окружностях замедляться.
Сообщение отредактировал Колхозник: 05 Декабрь 2019 - 16:02
#3
OFFLINE
Admin
-

- Главные администраторы
-
- 1 795 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
#4
OFFLINE
lkbyysq
-

- Cтарожил
-
- 9 904 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 05 Декабрь 2019 - 16:31
Нет ответа, ибо вопрос поставлен ну совсем не грамотно.Здравствуйте. подскажите пожалуйста какой параметр отвечает за ускорение на линейных резах и кривых. все настройки облазил. нет ни чего похожего. проблемма собственно в том что на прямых отрезках станок замедляется ( скорость в уп 2190 по факту на прямых 1570 или около того) а при движении по двум и более осям едет с заданной скоростью
Написать УП с разными скоростями на прямых и криволинейных участках. За это отвечает параметр F в командах G1,G2,G3.В общем вопрос как заставить станок на прямых отрезках двигаться с заданной в уп скоростью а на окружностях замедляться.
УП пишет CAM, опираясь на постпроцессор к конкретному ЧПУ или даже к связке станок-ЧПУ.
Конкретно в Арткаме это сделать можно.
Сообщение отредактировал lkbyysq: 05 Декабрь 2019 - 16:37
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#5
OFFLINE
Колхозник
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 05 Декабрь 2019 - 18:03
Подскажите как это реализовать. вот пример уп.
где в восьмой версии NC эти галочки "Enable the self-adaptation optimization algorithm"
где в восьмой версии NC эти галочки "Enable the self-adaptation optimization algorithm"
Прикрепленные изображения
#6
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 904 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 05 Декабрь 2019 - 18:12
Создайте копию используемого постпроцессора и измените его в текстовом редакторе, задав правила преобразования прямых и дуг. Правила написания постпроцессора для Арткама в сети есть.
Однако судя по тому, как Вы формулируете задачи, для себя полезнее будет Вам сформулировать проблему, которую Вы хотите решить задавая разные скорости для прямых и криволинейных участков.
Однако судя по тому, как Вы формулируете задачи, для себя полезнее будет Вам сформулировать проблему, которую Вы хотите решить задавая разные скорости для прямых и криволинейных участков.
Есть они там, восьмёрки только под рукой нету.где в восьмой версии NC эти галочки "Enable the self-adaptation optimization algorithm"
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#7
OFFLINE
vv92
-

- Cтарожил
-
- 9 362 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 05 Декабрь 2019 - 18:14
Же-код миллиметровый, без круговых интерполяций. А в восьмой эНЦешке есть блок настроек ускорений и ускорения-ускорений, я их за стартовую скорость понимаю, может и ошибаюсь. С детства интегралы с производными путаю.
Тут в базе инструкций, вроде и к восьмерке выложили, на англицком.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#8
OFFLINE
Колхозник
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 05 Декабрь 2019 - 19:58
вы думаете я бы тему создал если бы нашел ответы на свои вопросы в инструкциях и на форуме. на на счет кода станок себя так ведет не зависимо от того G00 или G02 ему скормили.
Вы хотите решить задавая разные скорости для прямых и криволинейных участков.
суть в том что львиную долю в уп это как раз прямые отрезки. мало того что скорость производства страдает из-за этого, так еще и фрезы перегреваются и ломаются из-за низкой скорости. если я расчитываю 0.12 подачи на зуб то при замедлении подача становится 0.06-08. да и не правильно это даже по логике. он на кривых наоборот замедлятся должен.
в восьмой эНЦешке есть блок настроек ускорений и ускорения-ускорений
это которые "Connection Acceleration" и "Прямое* Acceleration" (не помню как пишется.) с ними игрался тоже. сейчас 400 на 1000. не в этом проблемма.
Сообщение отредактировал Колхозник: 05 Декабрь 2019 - 19:54
#9
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 904 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 05 Декабрь 2019 - 21:43
Вы таки хотите сказать, что проблема в том, что при одном и том же заданном в УП параметре скорости, реальная скорость перемещения по дуге выше, чем скорость по прямой?
Вот подтвердите или скорректируйте описание мною Вашей проблемы.
Вот подтвердите или скорректируйте описание мною Вашей проблемы.
Сообщение отредактировал lkbyysq: 05 Декабрь 2019 - 21:47
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#10
OFFLINE
zhora_tmb
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:тамбов
Отправлено 06 Декабрь 2019 - 02:16
не в этом проблемма
ну по логике как раз в этом проблема должна быть. попробуйте не 1000, а 4000 поставить. и сравнить.
Connection Acceleration" и "Прямое* Acceleration" (не помню как пишется.) с ними игрался тоже. сейчас 400 на 1000
стопЭ. так наоборот же должно быть. linear 400 а connection 1000
#11
OFFLINE
3D-BiG
-

- Модератор
-
- 14 555 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Декабрь 2019 - 10:50
Линейное обычно ниже кругового, для примера приведу параметры тормозучего камнеешки, где вполне конкретно прописаны модуль параметров ускорения:
раздел Speed/Acc
N4052 LinearAcceleration 600mm/s^2 Линейное ускорение станка - подбирается так, что-бы на всех рабочих режимах станок НЕ терял шаги ( не было пробуксовки с потерей координат)
N4053 G00Acceleration 800mm/s^2
N4054 ConectionAcceleration 800mm/s^2 Ускорение соединения
N4055 RateOffAcceleration 10000mm/s^3 темп изменения ускорений
Версия софтины была PCIMC6-8.520.0-RUS-6B_std.
Шайтан грыз гранит нормально без аномальных разгонов...
Сообщение отредактировал 3D-BiG: 06 Декабрь 2019 - 10:51
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#12
OFFLINE
Колхозник
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 06 Декабрь 2019 - 13:11
ну по логике как раз в этом проблема должна быть. попробуйте не 1000, а 4000 поставить. и сравнить.
стопЭ. так наоборот же должно быть. linear 400 а connection 1000
совершенно верно. моя ошибка. перепутал в сообщении местами. linear-400 conn-1000
N4052 LinearAcceleration 600mm/s^2 Линейное ускорение станка - подбирается так, что-бы на всех рабочих режимах станок НЕ терял шаги ( не было пробуксовки с потерей координат) N4053 G00Acceleration 800mm/s^2 N4054 ConectionAcceleration 800mm/s^2 Ускорение соединения N4055 RateOffAcceleration 10000mm/s^3 темп изменения ускорений
я так понимаю что все-же эти параметры подбираются под конкретные шд и с учетом устройства привода. у меня станок на рейках. пропуск шагов есть по х особенно заметно. то есть советуете увеличить линейное и уменьшить соединение rate тоже 10000 стоит. где-то на форуме видел такую инфу что уск. соед. должно быть в 1.5-2 раза больше линейного. ах да логично. у вас как раз 1.5 а у меня 2.5. спасибо. буду экспериментировать.
Сообщение отредактировал Колхозник: 06 Декабрь 2019 - 14:34
#13
OFFLINE
Колхозник
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 06 Декабрь 2019 - 14:38
Линейное обычно ниже кругового
Это вы про ускорение. тут я с вами совершенно согласен. но проблема не в ускорении. не правильно я тему назвал. проблема в скоростях. станок на прямых участка ЗАМЕДЛЯЕТСЯ! когда должен резать с заданной скорость а на кривых ускорение выше по скольку перемещение происходит в двух или трех осях а скорость должна быть ниже. как пример - пишу упхи с плавным заходом в заготовку. допустим длинна захода 20мм и плавное опускание по Z на 4мм. тут как ни крути по логике станок должен акуратненько не спеша проходит этот участок а дальше уже работать как прописано. или я не прав? а у меня он блин этот заход в заготовку пилит со скоростью 2190 ( прописанной в инструменте) а дальше со скоростью 1570. ну не так это должно работать по моему!!!
Вы таки хотите сказать, что проблема в том, что при одном и том же заданном в УП параметре скорости, реальная скорость перемещения по дуге выше, чем скорость по прямой?
Вот подтвердите или скорректируйте описание мною Вашей проблемы.
совершенно верно. , реальная скорость перемещения по дуге выше, чем скорость по прямой
проблемма собственно в том что на прямых отрезках станок замедляется ( скорость в уп 2190 по факту на прямых 1570 или около того) а при движении по двум и более осям едет с заданной скоростью.
Сообщение отредактировал Колхозник: 06 Декабрь 2019 - 14:40
#14
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 904 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 06 Декабрь 2019 - 14:51
совершенно верно. , реальная скорость перемещения по дуге выше, чем скорость по прямой
Понятно. Далее.
Интерполяция какая применяется в УП? Линейная или круговая (дуги описываются отрезками G1 или использованы для дуг команды G2,G3)?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#15
OFFLINE
zhora_tmb
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:тамбов
Отправлено 06 Декабрь 2019 - 15:02
как пример - пишу упхи с плавным заходом в заготовку. допустим длинна захода 20мм и плавное опускание по Z на 4мм
не плохо бы фрагмент уп увидеть. просто чудес не бывает.
#16
OFFLINE
Колхозник
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 06 Декабрь 2019 - 15:15
Линейная или круговая (
не важно. и так и так пробовал. изначально линейной пользовались. я круговую опробовал.
не плохо бы фрагмент уп увидеть
Скрытый текст
Скрытый текст
хоть так, хоть так. поведение станка не меняется.
P.S. я все это уже писал.
Сообщение отредактировал Колхозник: 06 Декабрь 2019 - 15:29
#17
OFFLINE
niksooon
-
- Cтарожил
-
- 2 314 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 06 Декабрь 2019 - 15:33
а нет-ли в NC такой фичи- что скорость рабочей подачи Х У задается в самой NC игнорируя параметр F заданный в УП....?
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#18
OFFLINE
Колхозник
-
- Пользователи+
-
- 21 сообщений
Студент
- Пол:Мужчина
-
Из:Обнинск
Отправлено 06 Декабрь 2019 - 15:42
а нет-ли в NC такой фичи- что скорость рабочей подачи Х У задается в самой NC игнорируя параметр F заданный в УП....?
есть но мне этот вариант не подходит. да и это не решение проблемы а костыль.
#19
OFFLINE
niksooon
-
- Cтарожил
-
- 2 314 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Кашира
Отправлено 06 Декабрь 2019 - 15:45
так я с намеком на то ,что как-бы этот "костыль" непреднамеренно включен оказался..............
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
#20
OFFLINE
3D-BiG
-
- Модератор
-
- 14 555 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Декабрь 2019 - 15:53
я так понимаю что все-же эти параметры подбираются под конкретные шд и с учетом устройства привода.
Да, и еще под конкретные передвигаемые массы, а также под конкретный рабочий диапазон станка, а то можно поиграться что важнее: максимальная скорость или ускорение, т.е. если не гнаться за максимальными скоростями, то можно получить некоторый гешефт для ускорений...
у меня станок на рейках. пропуск шагов есть по х особенно заметно. то есть советуете увеличить линейное и уменьшить соединение rate тоже 10000 стоит. где-то на форуме видел такую инфу что уск. соед. должно быть в 1.5-2 раза больше линейного. ах да логично. у вас как раз 1.5 а у меня 2.5. спасибо. буду экспериментировать.
Я ничего не предлагаю, ибо не вижу вашего станка и не знаю ни его моментов инерции ни движков, ни их питания, ни редукторов, а привел эти параметры этого камнеешки, ибо с собой на ноутике не было ни одного отчета для других станков на подобной электронике, а то на сервачных станках с киловатными серваками и когда все остальное было бы нормально, все смотрелось приблизительно так:
N4052 LinearAcceleration 2000mm/s^2
N4053 G00Acceleration 2000mm/s^2
N4054 ConectionAcceleration 2500mm/s^2
N4055 RateOffAcceleration 80 000 000mm/s^3
При этом это не догма, а ориентир, от которого обычно пляшу при настройках...
Это вы про ускорение. тут я с вами совершенно согласен. но проблема не в ускорении. не правильно я тему назвал. проблема в скоростях. станок на прямых участка ЗАМЕДЛЯЕТСЯ! когда должен резать с заданной скорость а на кривых ускорение выше по скольку перемещение происходит в двух или трех осях а скорость должна быть ниже. как пример - пишу упхи с плавным заходом в заготовку. допустим длинна захода 20мм и плавное опускание по Z на 4мм. тут как ни крути по логике станок должен акуратненько не спеша проходит этот участок а дальше уже работать как прописано. или я не прав? а у меня он блин этот заход в заготовку пилит со скоростью 2190 ( прописанной в инструменте) а дальше со скоростью 1570. ну не так это должно работать по моему!!!
Правильно настроенный станок должен идти с указанным или командой F скоростью, ( или по заданой в NCStudio скорости ,если стоит игнорирование чтения команд F), независимо от того, прямой участок или криволинейка, и замедляться только в том случае, если поддержание заданной скорости не позволяется ограничением соответствующих ускорений, так что на плавных дугах как и на длинных прямолинейках должна быть честная F, а на смене направления или резких дугах - замедление до уровня, ограниченного ускорениями...
а нет-ли в NC такой фичи- что скорость рабочей подачи Х У задается в самой NC игнорируя параметр F заданный в УП....?
Есть:
N4034 False (True/False) если False, то скорость подач берется из файла...
Сообщение отредактировал 3D-BiG: 06 Декабрь 2019 - 15:54
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Темы с аналогичным тегами Настройка ускорений


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}