
Прошу прощения, если я повторяю чей то вопрос или не в ту тему... ткните носом, буду благодарен и да я пользовался поиском, но не помогло, возможно не так формулировал запрос. Проблема в следующем - нужно вырезать некую деталь, в арткаме создаю обработка по профилю, но в итоге происходит следующее (фото) - в месте где заходит фреза на круг. Что не так я делаю?

В месте где заходит фреза образуется зарез
Автор
adasb
, 10 Сен 2019 14:06
зарезы Обработка по профилю
Сообщений в теме: 41
#1
 OFFLINE
OFFLINE
adasb
-
- Пользователи+
-

- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 14:06
Доброго времени суток!
Прошу прощения, если я повторяю чей то вопрос или не в ту тему... ткните носом, буду благодарен и да я пользовался поиском, но не помогло, возможно не так формулировал запрос. Проблема в следующем - нужно вырезать некую деталь, в арткаме создаю обработка по профилю, но в итоге происходит следующее (фото) - в месте где заходит фреза на круг. Что не так я делаю?
Прошу прощения, если я повторяю чей то вопрос или не в ту тему... ткните носом, буду благодарен и да я пользовался поиском, но не помогло, возможно не так формулировал запрос. Проблема в следующем - нужно вырезать некую деталь, в арткаме создаю обработка по профилю, но в итоге происходит следующее (фото) - в месте где заходит фреза на круг. Что не так я делаю?

#2
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 10 Сентябрь 2019 - 16:48
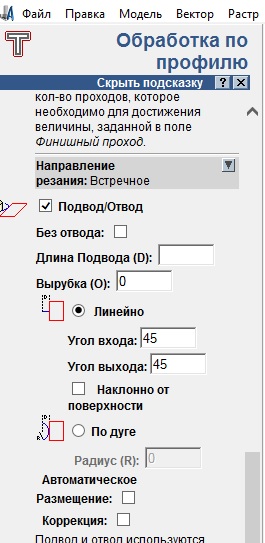
Для устранения таких артефактов в арткаме есть подводы/отводы.
С уважением, Олег.
#3
OFFLINE
adasb
-
- Пользователи+
-
- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 17:11
На Ваш взгляд какие параметры надо внести? Работаю концевой 8мм
Прикрепленные изображения
#4
OFFLINE
Влад Корнеев
-
- Пользователи
-
- 1 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Брянск
Отправлено 10 Сентябрь 2019 - 17:51
Ставьте угол 90 на заход и выход, длину миллиметра 2
#5
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 10 Сентябрь 2019 - 18:17
На Ваш взгляд
Мне дуга больше нравится
С уважением, Олег.
#6
OFFLINE
3D-BiG
-

- Модератор
-
- 14 575 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 10 Сентябрь 2019 - 19:27
Вернее всего фрезу отжимает, для проверки сделайте обход в противоположную сторону и дефект переместится на другую сторону... Подвод облегчит ситуацию, что и описали выше...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#7
OFFLINE
adasb
-
- Пользователи+
-
- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 20:44
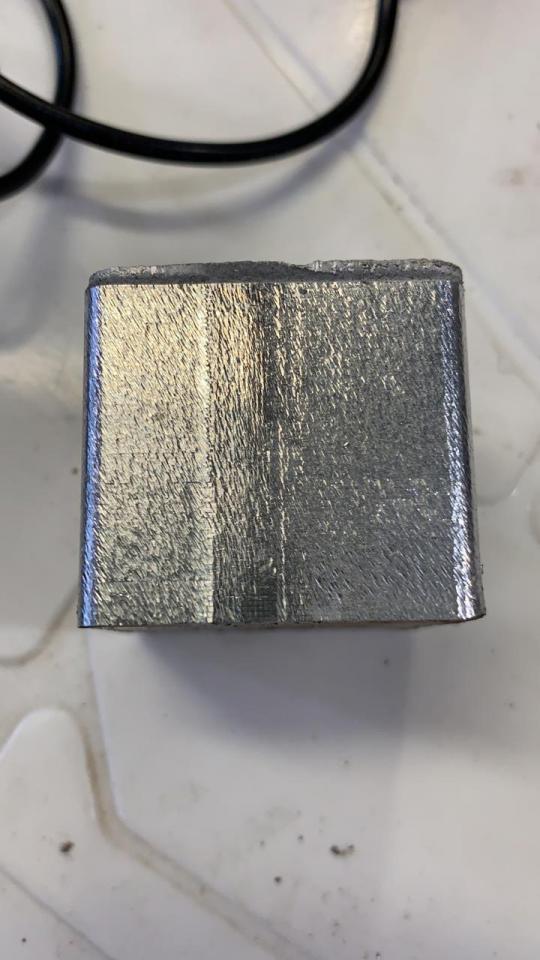
сделал отвод/подвод с параметрами как писал Влад. Вышло следующее (фото). Еще кстати мне все недает покоя - шероховатости. Это нормально?
Вернее всего фрезу отжимает,
Если данный факт подтвердится? Какое решение для исправления?
Прикрепленные изображения
#8
OFFLINE
3D-BiG
-
- Модератор
-
- 14 575 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 10 Сентябрь 2019 - 20:45
Если данный факт подтвердится? Какое решение для исправления?
Взять более жесткий станок....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#9
OFFLINE
adasb
-
- Пользователи+
-
- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 21:01
#10
OFFLINE
lkbyysq
-

- Cтарожил
-
- 9 938 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 10 Сентябрь 2019 - 21:14
мне все недает покоя - шероховатости. Это нормально?
Это вибрация фрезы (визг) на высоких оборотах. Возьмите фрезу потолще, обороты сделайте пониже. Подачу на зуб сделайте по таблице производителя фрезы.
Визга при работе быть не должно!
Но.
У Вас станок дохлый, не тянет. Именно поэтому вы поднимаете обороты. А он еще и гнется, поэтому и запиливает при остановке и погружении.
А значит -
Взять более жесткий станок....
Например такой? - https://ruijie.ru/pr...-kamnyu-rj9015/
Покажите сначала чем сами богаты.
Сообщение отредактировал lkbyysq: 10 Сентябрь 2019 - 21:11
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#11
OFFLINE
adasb
-
- Пользователи+
-
- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 21:22
им и богаты. Шпиндель 4.5 кВтПокажите сначала чем сами богаты.
#12
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 938 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 10 Сентябрь 2019 - 21:45
им и богаты.
Значит думать о том, что станок дохлый и гнется пока не будем.
Однозначно снижайте обороты, поднимайте подачу. Фреза у Вас не в режиме работает.
Еще очень часто берут фрезы с очень длинной рабочей частью (более трех диаметров). Они и гнутся, и звенят, и ломкие конечно.
Сообщение отредактировал lkbyysq: 10 Сентябрь 2019 - 21:47
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#13
OFFLINE
тот еще наладчик
-

- Пользователи+
-
- 683 сообщений
Доктор CNC
-
Из:екатеринбург
Отправлено 10 Сентябрь 2019 - 21:52
им и богаты. Шпиндель 4.5 кВт
Как давно он у вас трудится ?
#14
OFFLINE
3D-BiG
-
- Модератор
-
- 14 575 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 10 Сентябрь 2019 - 22:01
им и богаты. Шпиндель 4.5 кВт
А люфты смотрели, а то обычно каменюшные станки быстро начинают люфтить...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#15
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 938 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 10 Сентябрь 2019 - 22:14
Люфт-не-люфт, а фреза не в режиме по-любому.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#16
OFFLINE
adasb
-
- Пользователи+
-
- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 22:29
Люфты все исправили, были небольшие. По фрезе соглсен, но никак не подберу режим, но меня уж очень на малых скоростях пугает звук.
А есть некое среднее значение, от которого можно оттолкнутся? Скорость шпинделя в об, подвод, врезка мм/сек?
Люфт-не-люфт, а фреза не в режиме по-любому.
А есть некое среднее значение, от которого можно оттолкнутся? Скорость шпинделя в об, подвод, врезка мм/сек?
#17
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 10 Сентябрь 2019 - 22:38
недает покоя - шероховатости. Это нормально?
Это не поддается описанию приличными словами. Какая фреза используется?
С уважением, Олег.
#18
OFFLINE
adasb
-
- Пользователи+
-
- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 22:43
Конц 8ка 3х заходная, производитель неизвестен
Лидер е143
Лидер е143
#19
OFFLINE
lkbyysq
-
- Cтарожил
-
- 9 938 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 10 Сентябрь 2019 - 22:46
Люминь тоже нонейм?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#20
OFFLINE
adasb
-
- Пользователи+
-
- 13 сообщений
Студент
- Пол:Мужчина
-
Из:moscow
Отправлено 10 Сентябрь 2019 - 22:49
Амг 6 вроде, купил на лист ру, помоему так они назывются
Темы с аналогичным тегами зарезы, Обработка по профилю


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}