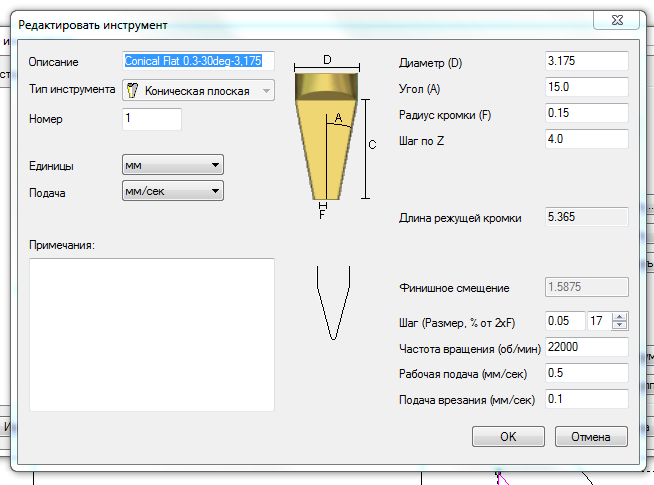
Инструмент вбит верно
Скрин


Абсолем CNC:)


Отправлено 19 Май 2018 - 21:41
Инструмент вбит верно
Скрин
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 20 Май 2018 - 00:23
скрин
Абсолем CNC:)
Отправлено 20 Май 2018 - 01:34
Сообщение отредактировал lkbyysq: 20 Май 2018 - 01:42
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 20 Май 2018 - 02:11
спасибо за участие =)
я с механическим гравером всего месяц работаю, про коррекцию диаметра ничего не знаю. Но если у меня в 2д все хорошо с граверами и фаски получаются красивые (измерять не измерял, поэтому не могу написать, что верные), значит с коррекцией все хорошо?
Ощущение, что хрень именно в 3д режиме, поэтому и думал про постпроцессор (при верной фрезе и корректной программе в арткаме, приборы выдавал неверный профиль, значит сохраненный файл не верен). Про постпроцессоры ничего не знаю и всегда сохранял в g-code mm. Пробовал g-code arc - прибор гравировал ту же хрень в 3д режиме, но по дугам двигался плавней что ли, без рывков.
Какие постпроцессоры готовят корректные файлы для моего прибора (multicat 6090) или с такими вопросами в поддержку?
Сообщение отредактировал автор: 20 Май 2018 - 02:11
Гуру CNC

Отправлено 20 Май 2018 - 02:20
Что мешает провести тесты создав в арткаме новые инструменты с имененными параметрами (радиус кромки у гравера увеличить)?
И еще - один и тот же гравер каждый раз зажимается в цанге по новому, с разным биением. И результат работы будет разным. Это для дешевых цанг справедливо.
Сообщение отредактировал Lodochnik: 20 Май 2018 - 02:24
Абсолем CNC:)
Отправлено 20 Май 2018 - 11:42
Но если у меня в 2д все хорошо с граверами и фаски получаются красивые (измерять не измерял, поэтому не могу написать, что верные), значит с коррекцией все хорошо?
Это значит, что пора изучать синтаксис команд G-кода, и научиться читать УП.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Студент
Отправлено 26 Февраль 2019 - 20:14
Решение проблемы было таким. Выудил из закромов стрелочный индикатор с ценой деления 1мкм и змерил биение на шпинделе (внтренняя посадочная поверхность) оно оказалось около 4мкм, потом промерил биение на инструментах (hartense) в цанге (noname), которая пришла от мультиката. Система показала биентия до 80-90мкм. Танцев с бубном было много, я и фрезы в цанге подворачивал, чтоб понять, что ошибки не суммируются и менял фрезы и пытлся считать итоговое биентие в зависимости от того, насколько у меня фреза торчит и цанги, точнее где я провожу измерение. Математику я отставил, поскольку задача была более жизненная и промерил фрез разных и много, биение обычно было не меньше 40-50мкм. С одной стороны цифры смешные, с другой стороны итоговое биение оказывалось больше, поскольку фреза торчит обычно дальше, ну и когда фреза обкатывает линию в 0,2-0,3мм толщиной, то ее толщина уменьшается более чем на десятку (порой до 2-2,5 десяток доходило).
В паспорте мультиката писали, мол, используйте только качественные цанги, поэтому я и ожидал, что прислали такую. В результе общение мне прислали еще одну аналогичную цангу, которые вместе теперь в ящике и пылятся и послали мягко в гравман.
Там я и купил прецизионную цангу и несколько фрез. Пришло все быстро, упаковано хорошо. Промерил, порадовался - биение суммарное = шпиндель + цанга + фреза = до 19мкм Это решило проблему подъедания линий. По результатам снял кучу фото и видосов, но выкладывать некогда. Часть фоток и видео есть здесь https://yadi.sk/a/Yo_BsMXo4iRzAw
Сообщение отредактировал автор: 26 Февраль 2019 - 20:15
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}