Сегодня много всего пробовал, разбирал все проверял. Проверил крепление вала на моторе на предмет проскальзывания. Все крепко. Поднял ток на моторах до 1.8А против паспортных 1.5А – пусть работают, все равно железные. Перегреться не должны.
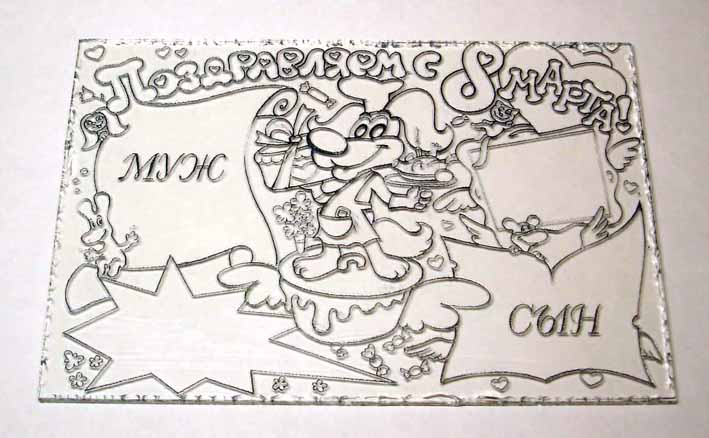
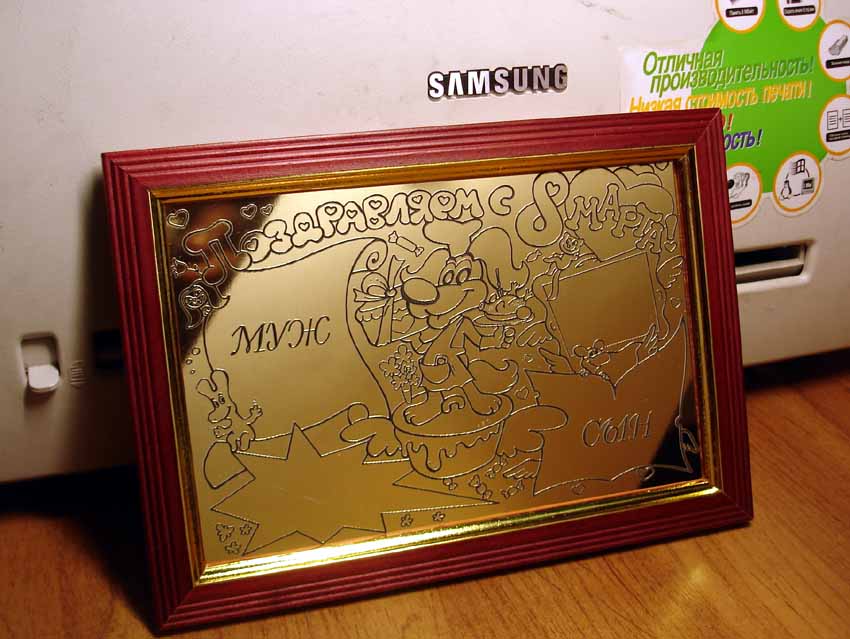
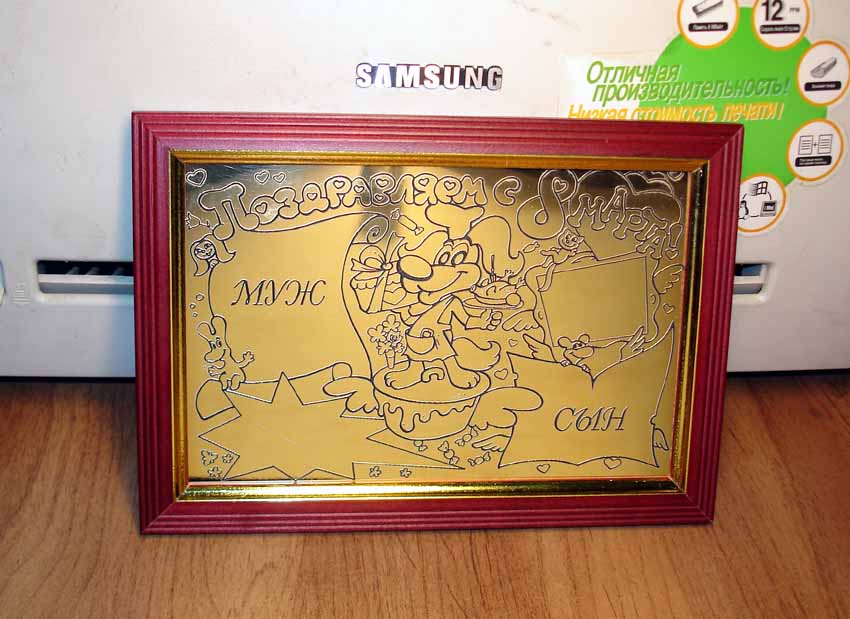
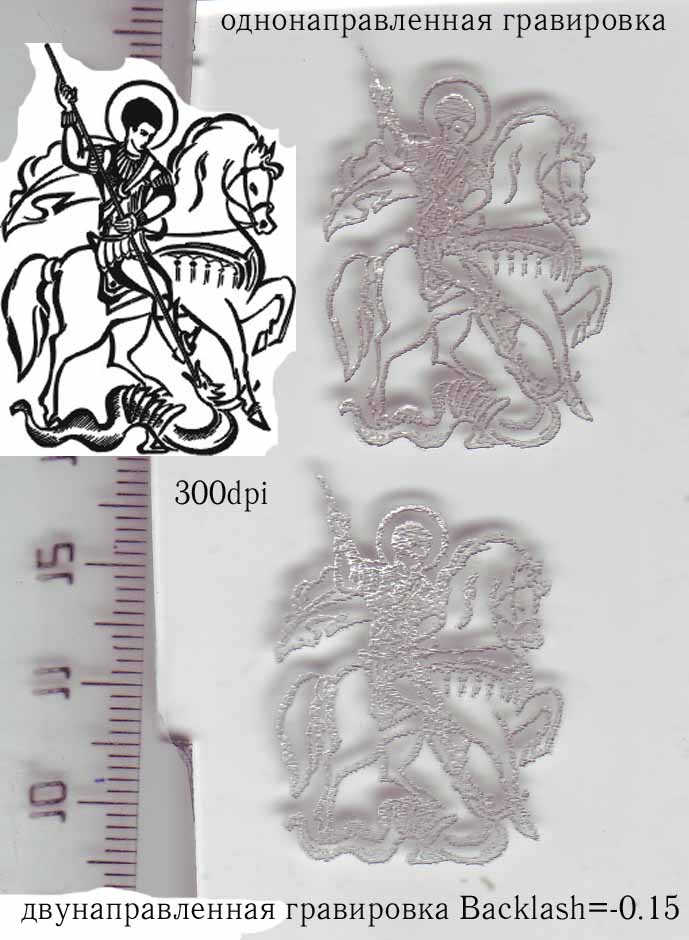
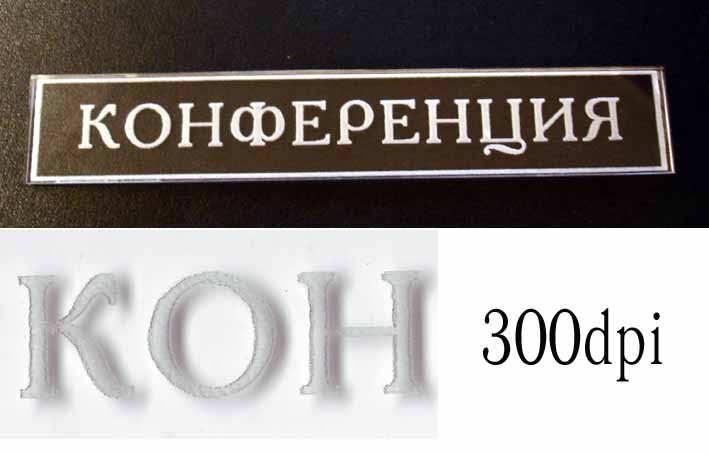
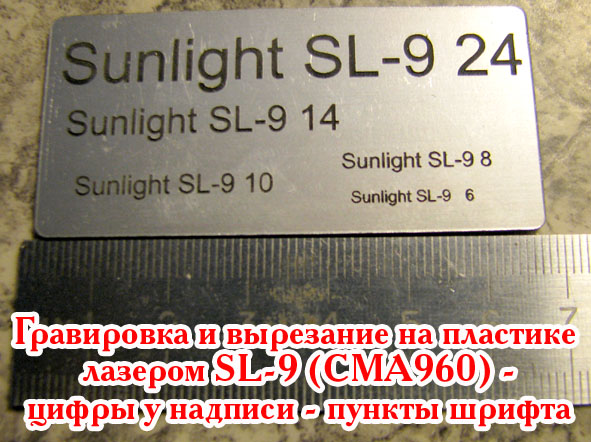
Частично проблему волнистости удалось решить. Все банально до отвращения – подтянул трос. Вычислил проблему на глаз – при смене направления движения по тросу шла волна небольшая. Глупо, конечно, но меня понять можно – сдуру ума затянуть если, то и сломать недолго, т.к. конструкция не сказать, чтобы монументальная. Небольшая волна осталась, но видимо, это уже черты моей конструкции. По видимому, как мне правильно сказали, у меня завышенные требования к лазерной обработке. Смотрел коммерческие изделия разных фирм. Первое впечатление отличное, но если внимательно рассмотреть, то видны те же проблемы. Понятно, что рядовой человек не увидит всех этих ньюансов, но ориентироваться лучше все равно на хороший результат, верно? Вот несколько фотографий. Можете оценить? Меня интересует можно ли это принять за рабочее качество. Крутить-то и настраивать можно до бесконечности. Мне просто не с чем сравнить. Вот если б я стороннему человеку, скажем, такую табличку отдал, то это не выглядело бы уж слишком кустарно? Скидку на самодельность агрегата можно не делать.
Есть продвижения по работе с 2-сторонним пластиком. См. в
соответствующей теме.
Отъюстировал зеркала - резка стала гораздо лучше. Срез оргстекла зеркальный и зубчатость почти не видна.
И еше:
Что-то туплю слегка. Вот, скажем, хочу сделать что-то в 2 приема (резка+гравировка). Кладу материал, подвожу головку. «Ноль» где-то на столе. Режу, головка уезжает в ноль по концевикам. Как теперь попасть гравировкой куда надо? Должен быть какой-то простой способ без извращений.
Прикрепленные изображения