
ну и какой параметр? вы меня неправильно поняли видимо. у вас в программе непонятно зачем указаны g21,80 и 40 кстати. или вы про параметр со значением 530? так это ноль по заготовке, как ни меняй - моя проблема не в этом. я не понял о каком параметре идет речь

NC Studio V10 4axis
Автор
andrey-kalin
, 14 Ноя 2013 19:56
постпроцессор Ncstudio программа под ось вращения
Сообщений в теме: 279
#161
 OFFLINE
OFFLINE
Fidel19
-

- Пользователи+
-

- 92 сообщений
Студент
-
Из:Shymknt
Отправлено 16 Сентябрь 2017 - 00:52
#162
OFFLINE
courage
-

- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 16 Сентябрь 2017 - 03:54
ну и какой параметр? вы меня неправильно поняли видимо. у вас в программе непонятно зачем указаны g21,80 и 40 кстати. или вы про параметр со значением 530? так это ноль по заготовке, как ни меняй - моя проблема не в этом. я не понял о каком параметре идет речь
Вы свою программу сюда загрузите для того чтобы посмотреть.
В каком ПО вы готовите программу.
Поправка на длину при повороте шпинделя считается не так как при вертикальной фрезеровке.
Как у вас длина инструмента вносится в Ncstudio в параметрах инструмента? Как координата измеренного на датчике инструмента (-359.60 к примеру) или же как разница длин между инструментами?
Расчет координаты точки поворота выполняется постпроцессором.
Если у вас в программе просто G43 то это неверно для такой обработки.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#163
OFFLINE
альфа стиль
-

- Опытный
-
- 902 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 16 Сентябрь 2017 - 10:43
Здесь люди уже наверно и не помнят, как я описывал свою проблему, что у меня кончик фрезерует в одном месте (практически в одной точке), а ось шпинделя описывает дугу. Много сил и нервов потратили они, чтобы вдолбить мне, что не учтен параметр от кончика до оси шпинделя. Точнее была учтена только небольшая высота инструмента, прописанная в САМ программе. Потом переделав постпроцессор (найдя в нем параметр изменения (добавления) высоты) при выводе УП на НЦ координаты сразу изменились. Только они сразу ушли из зоны обработки станка. Вот почему к нулю по Z стола прибавляется этот добавочный параметр. в моем случае это 308 мм 45 мм -высота инструмента из САМ и 263 расчетный размер из ПП. а 530 это высота на которой безопасно ходит ось шпинделя. А на G вы внимания не обращайте. у меня ведь работает. я не замарачиваюсь)))).
Сообщение отредактировал рондо стиль: 16 Сентябрь 2017 - 10:44
#164
OFFLINE
Fidel19
-
- Пользователи+
-
- 92 сообщений
Студент
-
Из:Shymknt
Отправлено 16 Сентябрь 2017 - 18:12
Вы свою программу сюда загрузите для того чтобы посмотреть.
В каком ПО вы готовите программу.
Поправка на длину при повороте шпинделя считается не так как при вертикальной фрезеровке.
Как у вас длина инструмента вносится в Ncstudio в параметрах инструмента? Как координата измеренного на датчике инструмента (-359.60 к примеру) или же как разница длин между инструментами?
Расчет координаты точки поворота выполняется постпроцессором.
Если у вас в программе просто G43 то это неверно для такой обработки.
В Рино делаю УП.
Вот я и не понимаю какой параметр нужен для учета длины фрезы, пробовал 32022 (length (tool)) и 32024 (The wear extent of
length (tool))
А вот расчет с помощью постпроцессора уже что то подходящее, у меня действительно стоит только t1 g43 h1.
В Рино есть редактор постпроцессора как вы знаете, подскажете где искать?
Здесь люди уже наверно и не помнят, как я описывал свою проблему, что у меня кончик фрезерует в одном месте (практически в одной точке), а ось шпинделя описывает дугу. Много сил и нервов потратили они, чтобы вдолбить мне, что не учтен параметр от кончика до оси шпинделя. Точнее была учтена только небольшая высота инструмента, прописанная в САМ программе. Потом переделав постпроцессор (найдя в нем параметр изменения (добавления) высоты) при выводе УП на НЦ координаты сразу изменились. Только они сразу ушли из зоны обработки станка. Вот почему к нулю по Z стола прибавляется этот добавочный параметр. в моем случае это 308 мм 45 мм -высота инструмента из САМ и 263 расчетный размер из ПП. а 530 это высота на которой безопасно ходит ось шпинделя. А на G вы внимания не обращайте. у меня ведь работает. я не замарачиваюсь)))).
то есть вы про первую строку из вашего УП? % (308(263)) - это оно? У вас наверное калибратор есть для фрез, без него непонятно как измерять длину от центра вращения шпинделя по оси А до кончика фрезы
#165
OFFLINE
альфа стиль
-
- Опытный
-
- 902 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 16 Сентябрь 2017 - 20:41
% (308(263)) это не то !!! У меня много Постпроцессоров переделанных от Alphacam, это только обозначение того ПП который я использую для радиусной фрезеровки. Чтобы видеть , какой из них. НЦ то, что в скобках не видит. И всякие N(1)...N(6) тоже не видит. это мои пометки для внутреннего пользования. Мой станок не особо продвинутый, все фрезы, используемые в рад. фрезеровании выставляются на одну длину, калибруются FixCali. На сколько точно выставил, такая точность и будет. А размер 308 получился оптимально выставив фрезу, и померив расстояние от оси до кончика. Потом отнял высоту фрезы, всегда постоянное значение(у меня 45 мм, тоже сам выбрал, но и постоянно использую этот размер) и осталось 263, которые вставил в специально отведенное для этого место в ПП. Да и с этим можно не замарачиваться, а просто в САМ программе выставить длину инструмента 308 мм, а в ПП -ноль. И все, я и так делал.То же самое.
два минуса!
#166
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 17 Сентябрь 2017 - 01:29
В Рино делаю УП.
Вот я и не понимаю какой параметр нужен для учета длины фрезы, пробовал 32022 (length (tool)) и 32024 (The wear extent of
length (tool))
А вот расчет с помощью постпроцессора уже что то подходящее, у меня действительно стоит только t1 g43 h1.
В Рино есть редактор постпроцессора как вы знаете, подскажете где искать?
то есть вы про первую строку из вашего УП? % (308(263)) - это оно? У вас наверное калибратор есть для фрез, без него непонятно как измерять длину от центра вращения шпинделя по оси А до кончика фрезы
Давайте максимально точно отвечу на ваш вопрос.
1)В Ncstudio которая у вас на станке нет многоосевых функций поддерживаемых системой управления, расчет на кончике фрезы не производится.
Это делается при помощи программы, а именно в RhinoCam вы в постпроцессоре и настройках задаете параметры инструментов, расстояние от центра оси вращения шпинделя до кончика фрезы, чтобы рино корректно просчитал вам положение осей при повороте шпинделя, потому что выполняя наклон надо еще и высоту по z изменять и координату X. Представьте что по дуге у вас едет треугольник, и в каждой точке одна сторона будет постоянной (это как раз расстояние от центра оси вращения до кончика инструмента), а две другие будут изменяться. Такие расчеты делаются либо в ПО системы управления, либо в CAM-системе. В вашем случае можно только в CAM-системе это сделать.
2)Параметры Ncstudio о которых вы пишете позволяют задать разницу вылета фрезы из патрона, соответственно при фрезеровке по плоскости можно использовать эти параметры и автоматически после смены инструмента производить коррекцию на его длину через G43.
Если же выполняется наклон, то по хорошему надо измерить инструмент еще и положив шпиндель на бок (повернув на 90 градусов).
Когда этого нет в автомате и в параметрах стойки - вам необходимо вручную измерять вылет каждого инструмента и вносить его в Рино, а длину от центра оси вращения до торца гайки с цангой измерить один раз и внести в постпроцессор.
3)Постпроцессор у вас видимо взять просто подходящий. Так вы на 4 оси программы сделать не сможете. Если и рино ломаный, то техподдержка вам также не поможет. Либо надо доделывать его своими силами, либо обращаться к специалистам которые смогут вам его доправить как надо и объяснить куда и какие настройки вводить чтобы получить фрезеровку с поворотом шпинделя с учетом вылета инструмента.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#167
OFFLINE
Fidel19
-
- Пользователи+
-
- 92 сообщений
Студент
-
Из:Shymknt
Отправлено 17 Сентябрь 2017 - 04:08
В Рино есть такой параметр, Axial Offset называется. Видимо о нем говорит Рондо (голубой - созданная траектория, оранжевый - оригинальные векторы):
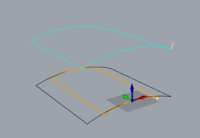
Указано значение 200 мм. Видимо после создания УП нужно отнимать от всех координат Z эти самые 200 мм. Либо сделать offset на 200 мм и спустить его в ноль по высоте (черный вектор)
Указано значение 200 мм. Видимо после создания УП нужно отнимать от всех координат Z эти самые 200 мм. Либо сделать offset на 200 мм и спустить его в ноль по высоте (черный вектор)
#168
OFFLINE
альфа стиль
-
- Опытный
-
- 902 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 17 Сентябрь 2017 - 12:23
Самый точный замер расстояния от кончика до оси я делал уложив шпиндель на 90 и -90 градусов и профрезеровав стоящую посредине заготовочку. Замерил ее толщину, вычел из расстояния между Х и Х1 и разделил на 2. К сожалению этот размер надо поддерживать для фсех фрез, участвующих в конкретном! фрезеровании. У меня разница пределах до 0.5 мм. Это не критично в обработке мдф. Эти параметры всегда можно посмотреть в параметрах НЦ. Правда у меня 30 позиций для смены инструмента( 8 слотов реальных, и плюс 22 виртуальных). Мне их courage ставил на НЦ. Можно после калибровки на FixCali эти десятки с сотками подкорректировать в САМ программе , отняв/прибавив их (в моем случае к 45 мм). Но я этого не делаю. Последнее время склоняюсь к тому, что прорисую фрезы размером 308 мм и при радиусной обработке буду использовать только их. К сожалению не знаком с другими САМами, кроме Alphacam. Не знаю где и как в них что то подкручивать))).
Еще одно замечание: померьте угол, когда положите шпиндель на 90 градусов. я год резал с настроенным наладчиком расчетным углом. пришлось недавно в НЦ править импульс по А. Даже 0.1 градуса на кончике дает существенный сдвиг по XZ. Также правил импульс по Z. Не поднимал винт шпиндель на прописанную высоту. А этот момент ОЧЕНЬ сильно влияет на радиусную обработку. Изменение импульсов на, 0.0000... дает результат. только поаккуратнее, без фанатизма)))
Сообщение отредактировал рондо стиль: 17 Сентябрь 2017 - 12:48
#169
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 17 Сентябрь 2017 - 14:11
В Рино есть такой параметр, Axial Offset называется. Видимо о нем говорит Рондо (голубой - созданная траектория, оранжевый - оригинальные векторы):
Указано значение 200 мм. Видимо после создания УП нужно отнимать от всех координат Z эти самые 200 мм. Либо сделать offset на 200 мм и спустить его в ноль по высоте (черный вектор)
Траектория чего?
Если конца фрезы относительно оригинальных векторов, то это не то что нужно.
Вы попробуйте сделать поверхность с радиусом, на ней начертить вот такой даже просто контур, задать УП и меняя этот параметр выводить новые и запускать по воздуху, и смотреть что изменится. Если параметр есть, то его изменение позволит вам максимально приблизится к обработке именно заданного вами в программе контура.
Сперва бы конечно измерить расстояние от центра оси вращения до торца шпинделя.
В рино есть механизмы для многоосевой обработки, но настраивать надо, а так как мы ни версию не знаем, ни настройки даже примерно не видим, ни их описание, да еще и в теме по Ncstudio то думаю мало тут найдётся товарищей которые могут ответить без дополнительной информации на ваши вопросы. Если хочется себе в первую очередь помочь, вы распишите что и как как можно подробнее, телепаты у нас занятые очень люди, лечат дорогих пациентов по всей России, много сил уходит на это дело 
Мне при все желании надо поставить себе такую же версию Рино, начертить контур любой на криволинейной плоскости, посидеть над постпроцессором и разобраться с тем какой параметр за что отвечает, а затем уже дать ответ.
Делать я этого конечно не буду )))))
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#170
OFFLINE
Fidel19
-
- Пользователи+
-
- 92 сообщений
Студент
-
Из:Shymknt
Отправлено 17 Сентябрь 2017 - 23:18
Я разобрался, у меня изначально была идея такого ручного смещения траектории на учет центра оси А, но думал это примитивно как-то и в нсстудио предусмотрен такой гемор. Но вы меня убедили, спасибо.Траектория чего?
#171
OFFLINE
Avtechcnc
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
- Город:Одесса
-
Из:Одесса
Отправлено 21 Сентябрь 2017 - 12:53
Ребят помогите кто может объяснит пошагово как гастроить автосмену инструмента для 4-х осей и ленейной касеты инструментов!
#172
OFFLINE
PatriKKey
-

- Cтарожил
-
- 914 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Лабинск, КК
- Интересы:Холдем, преферанс (на деньги). Охота на копытных
-
Из:Лабинск
Отправлено 21 Сентябрь 2017 - 15:33
Всем обладателям V10 привет.
Кратко опишу проблему с датчиком дом на оси А. датчик омрон npn при включенном питании и не загруженной NCStudio работает нормально-поднес железяку горит красным глазом и на датчике и на плате опторазвязки. запустил нцшку и усё диоды уже горят не так ярко и уверенно. Питание стабильно +24 а на сигнальном конце напряжение плавает. (датчик\провода менял).
физически проявляется это так-ось А может обнулиться раз,два,...десять. А на одиннадцатый как залупится.....
если есть мысли помогите кто может)))а главное хочет)))
#173
OFFLINE
альфа стиль
-
- Опытный
-
- 902 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Челябинск
Отправлено 21 Сентябрь 2017 - 18:42
Всем обладателям V10 привет.
Кратко опишу проблему с датчиком дом на оси А. датчик омрон npn при включенном питании и не загруженной NCStudio работает нормально-поднес железяку горит красным глазом и на датчике и на плате опторазвязки. запустил нцшку и усё диоды уже горят не так ярко и уверенно. Питание стабильно +24 а на сигнальном конце напряжение плавает. (датчик\провода менял).
физически проявляется это так-ось А может обнулиться раз,два,...десять. А на одиннадцатый как залупится.....
если есть мысли помогите кто может)))а главное хочет)))
Я разок, при настройке отодвинул датчик чуток дальше от поворотной плиты. Так шпиндель на себя начал все подряд наматывать. Вернул датчик как можно ближе к железке. Может у вас расстояние на тонкой грани? Запылился глазок, и на тебе...
Сообщение отредактировал рондо стиль: 21 Сентябрь 2017 - 18:42
#174
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 23 Сентябрь 2017 - 11:11
Ребят помогите кто может объяснит пошагово как гастроить автосмену инструмента для 4-х осей и ленейной касеты инструментов!
Объяснять пошагово невозможно, потому что конфигурации станков сильно разные. Надо подключаться и делать.
Если у вас не совсем дрова и вы немного понимаете из чего станок состоит то настройка занимает 1 час времени, если этого нет то дня три.
Почему невозможно:
-надо знать как сделан магазин
-надо проверить расположение нулевой точки
-надо проверить размеры рабочей области
-надо понять какие датчики заведены на плату ввода-вывода
-в какую сторону вращается в плюс ось вращения и как называется
-какой дистрибутив Ncstudio установлен и откуда его взяли, возможно установить с поддержкой автосмены и настроить полностью заново.
после всего еще может оказаться что у вас из шпинделя только 1 из 4 датчиков заведен и вы начнете кронштейны для инструмента ломать при отсутствии давления, под которое не заведен датчик.
Всем обладателям V10 привет.
Кратко опишу проблему с датчиком дом на оси А. датчик омрон npn при включенном питании и не загруженной NCStudio работает нормально-поднес железяку горит красным глазом и на датчике и на плате опторазвязки. запустил нцшку и усё диоды уже горят не так ярко и уверенно. Питание стабильно +24 а на сигнальном конце напряжение плавает. (датчик\провода менял).
физически проявляется это так-ось А может обнулиться раз,два,...десять. А на одиннадцатый как залупится.....
если есть мысли помогите кто может)))а главное хочет)))
Главная ошибка - определять правильную работу датчика по морганию диода. У датчика есть характеристика напряжения которую он даёт.
В npn сигнальный к нулю подтягивает, соответственно там должно быть что-то вроде 0.1-0.3 В. Лучше тестером проверить.
На терминальной плате надежный контакт(перемычка из провода) между входом S и +24 В?
В самой Ncstudio в окне Diag-Ioport датчик при приложении железки всегда срабатывает нормально?
Если сильно напряжение плавает, может виновато подключение датчика, контакты проводов на китайской пайке (изоленте) или сами провода.
Как именно он не срабатывает? Проезжает плита со шпинделем мимо датчика и начинает наматывать кабели все на себя? )
у Омрона если это в желтом корпусе квадратный расстояние срабатывания до 5 мм, уверенно 1-2 мм.
Если менять,то проще autonics поставить корейский, они с дифференциальной схемой и на фрезерных станках у меня отказов не было этих датчиков.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#175
OFFLINE
Avtechcnc
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
- Город:Одесса
-
Из:Одесса
Отправлено 23 Сентябрь 2017 - 14:44
Почему невозможно:
-надо знать как сделан магазин
-надо проверить расположение нулевой точки
-надо проверить размеры рабочей области
-надо понять какие датчики заведены на плату ввода-вывода
-в какую сторону вращается в плюс ось вращения и как называется
-какой дистрибутив Ncstudio установлен и откуда его взяли, возможно установить с поддержкой автосмены и настроить полностью заново.
1. Линейный магазин инструментов!
Установлена вдоль оси у на координатах от 10 до 610 мм.
2. Ноль находиться в левом ближнем углу стола.
3. Рабочая область y-3000 x-2000 z-400
4. Ось вращения положительные координаты по часовой стрелке называется ось А!
5. NcStudio v10.520.0!
Пришла вместе с платой из Китая!
#176
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 25 Сентябрь 2017 - 20:26
1. Линейный магазин инструментов!
Установлена вдоль оси у на координатах от 10 до 610 мм.
2. Ноль находиться в левом ближнем углу стола.
3. Рабочая область y-3000 x-2000 z-400
4. Ось вращения положительные координаты по часовой стрелке называется ось А!
5. NcStudio v10.520.0!
Пришла вместе с платой из Китая!
-Как расположены оси на станке? Y это продольная ось или поперечная (вдоль портала).
-Ось вращения это токарная ось или поворот шпинделя.
-Приведите скриншоты раздела Tool в меню Parameter, можно в виде ссылки на облачный диск.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#177
OFFLINE
Avtechcnc
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
- Город:Одесса
-
Из:Одесса
Отправлено 01 Октябрь 2017 - 20:29
-Как расположены оси на станке? Y это продольная ось или поперечная (вдоль портала).
-Ось вращения это токарная ось или поворот шпинделя.
-Приведите скриншоты раздела Tool в меню Parameter, можно в виде ссылки на облачный диск.
Ось У продольная
Ось вращения это поворот шпинделя
#178
OFFLINE
courage
-
- Пользователи+
-
- 544 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Новосибирск, Россия
-
Из:Новосибирск
Отправлено 02 Октябрь 2017 - 13:11
Ось У продольная
Ось вращения это поворот шпинделя
У вас самая новая версия системы управления.
Ось вращения еще и B (кстати просил же скриншоты).
Можете связаться со мной через ЛС или скайп, помогу настроить смену инструмента, там процесс на неделю примерно постепенной работы (если не хочется сразу плиту шпинделя угробить например).
Либо можем через форум настраивать, примерно за месяц пошагово сделаем, только тогда просьба вместо фото экрана делать скриншоты (screenshot - снимок экрана встроенными средствами системы или сторонними программами).
Также фотоаппарат подкрутить, потому что разобрать на фотографиях что-то довольно тяжело.
От вас сейчас нужно видео того как двигаются оси станка, к примеру жмете Y+ показываете куда едет станок и говорите Y+, и чтобы на видео было видно где магазин инструмента стоит и как расположен, а то додумать можно случайно и настройками неверными сломать держатель.
Качество видео - FullHD, никаких камер старой нокии, бесполезно будет тогда помогать.
Почему так сложно?
Потому что у вас подключены датчики и в новой версии по другому обзываются параметры положения станка перед установкой инструмента в магазин и после доставания из магазина, также движение на смену надо регулировать, скорость перемещения, проверку подъёма кожуха стружкоотсоса.
Может оно все работает, а может вообще ничего не работает, производители не всегда утруждают себя настройкой, у некоторых вон вообще с линейной автосменой настройки под барабан и ломают держатели, а их ждать потом месяц если не больше.
Опыт прямопропорционален количеству испорченного оборудования.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
Сертифицированный инженер по обслуживанию источников механизированной резки и система автоматизации Hypertherm.
Представитель и инженер сервисной и техподдержки компании Weihong (Ncstudio, NK105, NK260, NK300) на территории России.
#179
OFFLINE
SPARKLE
-
- Пользователи
-
- 3 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Україна
Отправлено 28 Ноябрь 2017 - 19:33
Здраствуйте, недавна приехали станки из китая, возникли некоторыэ проблеми. до етого работал на станках Українського производителя и прывык к тому што ось Х по длинне станка ( к томуже все уп нужно переделевать) можна ли поменять Х и Y местами?
в каком формате сохранять уп. для NC Studio V10 4axis для поворотной оси?
и еще один вопрос. в артками 2008 делаю программу для поворотной оси программу в формате 3 axis rotary для нс студио 8 получается все хорошо если же делаю все так же в артками 2012 то все смещается в верх над ноль и даже не доходит до заготовки (ньоль у меня самая высокая точка заготовки)
#180
OFFLINE
Admin
-

- Главные администраторы
-
- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 28 Ноябрь 2017 - 20:56
можна ли поменять Х и Y местами?
можна)
Но судя по вопросам вам сперва сюда и научиться пользоваться поиском.
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Темы с аналогичным тегами постпроцессор Ncstudio, программа под ось вращения
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

