Ну да, дискретное управление аж семью частотами удобней линейного с пульта инвертора, чё.
Я онанизьм уважаю.


Гуру CNC


Отправлено 26 Сентябрь 2016 - 00:01
Ну да, дискретное управление аж семью частотами удобней линейного с пульта инвертора, чё.
Я онанизьм уважаю.
Реаниматор CNC

Отправлено 26 Сентябрь 2016 - 00:52
Ну да, дискретное управление аж семью частотами удобней линейного с пульта инвертора, чё.
Ну хочет так человек. Мне что, переубеждать его? Может быть, ему именно так удобнее.
Собственно, вариант, когда скорость вращения шпинделя выбирается автоматически, ближайшая к той, что прописана в коде УП, имеет точно такое же право на жизнь, что и "закат солнца вручную"...
Абитуриент

Отправлено 26 Сентябрь 2016 - 11:03
Ну да, дискретное управление аж семью частотами удобней линейного с пульта инвертора, чё.
Сначала немного офтопа.. Подача и обороты читаемые из УП или настраиваемые с пульта нужны исключительно для оператора. Чтобы свести функции оператора к минимуму, поставил деталь, нажал кнопку на пульте - поехали.
УП программы готовит другой человек, то есть я.
Теперь что касается станка. Ступил я товарищи.. Дело в том, что станок настраивал наладчик оборудования от фирмы которая этот станок нам продала. Ну и собственно в части электроники и правильности подключения у меня сомнений как то не было.
А сегодня стал проверять и увидел, что к плате RichAuto A11 подключен кабель с пятью проводами: S0, S1, S2, и два спаянных на GND.
То есть к S3 не подключено вообще ничего.
Отсюда и шаг оборотов в 100, через ячейку. Как всё это подключено к инвертору пока не смотрел но думаю там тоже что-то напутано.
Теперь вопрос к специалистам. (Т.к. я не наладчик и всё это для меня впервой)
Как теперь правильно связать плату RichAuto и инвертер. Просто кабелем с шестью проводами соединить соответствующие клеммы? Надо ли проверить какие либо тумблеры на платах?
Благодарю заранее)
Сообщение отредактировал kvorb: 26 Сентябрь 2016 - 11:43
Реаниматор CNC
Отправлено 26 Сентябрь 2016 - 11:54
Просто кабелем с шестью проводами соединить соответствующие клеммы?
Да. S0 - к клемме инвертора, отвечающей за пуск шпинделя, S1..S3 - к клеммам, отвечающим за выбор скорости. Проверить в настройках инвертора функциональное назначение этих клемм. И все будет работать.
Если что-то непонятно - спрашивайте...
Сообщение отредактировал T-Rex: 26 Сентябрь 2016 - 12:08
Абитуриент
Отправлено 12 Октябрь 2016 - 17:06
Наконец то дошли руки до инвертора.
Как было подключено наладчиком
Пульт - инвертор
GND - S1 (F1 - 1)
GND - DCM
S0 - S3 (F3 - 12)
S1 - S4 (F4 - 13)
S2 - S5 (F5 - 14)
S3 - (не подключен)
Тумблер на инверторе в положении PNP.
Отсюда и четыре повторяющиеся скорости, потому что при включенном шпинделе (с пульта) на S3 инвертора всегда 1.
На индикаторе инвертора всегда горит RUN и FWD. Если я правильно понимаю, то шпиндель всегда включён, просто когда он не крутится - он стоит на нулевой скорости (в ячейке F4.29 стоит 000.0).
Пробовал подключить как положено
S1..S3 - к клеммам, отвечающим за выбор скорости
При этом все скорости меняются правильно, но шпиндель крутится всегда.
Ну и собственно вопрос, куда подключить S0 от пульта, чтобы шпиндель полноценно отключался? За что отвечает контакт DCM инвертора? И почему включён FWD, если он подключен к GND пульта?
Реаниматор CNC
Отправлено 12 Октябрь 2016 - 21:54
Тумблер на инверторе в положении PNP.
Первая ошибка... Все коммутационные платы, хоть у пультов, хоть у NCstudio, сделаны под логику NPN.
За что отвечает контакт DCM инвертора?
"Discrete Common" - общий провод для всех дискретных входов. В режиме NPN замыкание какого-либо входа на DCM создает на нем (входе) активный уровень. У вас сейчас вход S1, которому назначена функция "Run Forward", постоянно на него замкнут...
Ну и собственно вопрос, куда подключить S0 от пульта, чтобы шпиндель полноценно отключался?
Как описано выше, пультовой S0 - к клемме инвертора, отвечающей за пуск шпинделя (у вас это вход S1), S1..S3 - к клеммам, отвечающим за выбор скорости (входы S3..S5). Вход S2 ("вращение назад") никуда не подключайте, клемму DCM - к клемме GND пультовой платы. Тумблер в положение NPN. И все должно работать...
Абитуриент
Отправлено 13 Октябрь 2016 - 11:22
T-Rex, благодарю за дельные советы!  Помогли упорядочить мысли)
Помогли упорядочить мысли)
Подключил всё как описано выше. Все скорости работают, шпиндель полноценно включается и выключается.
Абитуриент
Отправлено 05 Март 2017 - 20:51
Магистр CNC

Отправлено 03 Май 2017 - 09:11
Добрый день Подскажите как настроить инвертор Для регулировки скорости с панели , Сейчас регулирую скорость с пульта A11 при нажатие кнопки OFF/ON Z+Z-
Один знакомый говорит опустить на WR
И поменять настройки F0.01 ---C 1 на 0
F0.03---- с 4 на 1
все делаю как сказал шпиндель не крутится
Сообщение отредактировал andrey-kalin: 03 Май 2017 - 09:41
Студент

Отправлено 02 Август 2017 - 11:49
Благодарю уважаемый гуру. Оказывается нужно задавать значения в процентах от ограниченной частоты в параметре F0.04.
как поменять эту ограниченную частоту???
у меня ограниченная частота 150 Гц....
частотник FuLing DZB200B002.2L2DK
2.2 кВт
Таблица фиксированных скоростей лежит в блоке параметров с F4.29 по F4.36.
в этих параметрах нету цыфры 150.... Кто подскажет где снять эту ограниченную частоту?
Гуру CNC
Отправлено 02 Август 2017 - 13:33
Не нужно в этот блок лезть. Обычно важные параметры в нулевом и (или) первом.
Гуру CNC

Отправлено 02 Август 2017 - 15:33
как поменять эту ограниченную частоту???
у меня ограниченная частота 150 Гц....
частотник FuLing DZB200B002.2L2DK
2.2 кВт
Таблица фиксированных скоростей лежит в блоке параметров с F4.29 по F4.36.
в этих параметрах нету цыфры 150.... Кто подскажет где снять эту ограниченную частоту?
Ответ перед вами. Вписать в F0.04 нужное значение в герцах.
Студент
Отправлено 02 Август 2017 - 23:23
ставлютуда 600 - это максимально....
и выдает всего 300.. но это тоже максимально и всего по бегунку 20 000 оборотов
если передвинуть на 24000 то , остается также 300 Гц...
какаято фигня
Студент
Отправлено 03 Август 2017 - 00:01
ооо
проводки перепутались местами...крайние...
надо же было их сделать одного цвета....
вообщем всё наладилось
Абитуриент
Отправлено 10 Август 2017 - 13:05
Доброго времени суток, уважаемые форумчане. Помогите, пожалуйста.
Вводные: Инвертор: Fuling Inverter DZB 300B003.7L4A
Шпиндель мощностью 3,0 кВт, 24000 об/мин, 400 Гц, 380В, 7А.
Дело в том, что купили бу станок фрезерный с ЧПУ. Шпиндель уходил в ошибку на инверторе E006. Поменяли подшипники, заменили катушку. Надо теперь обкатать шпиндель и сделать автотюнинг инвертора, чтобы значения F 1.06-F1.10 стали актуальными. Вбили в соответствующие ячейки параметры шпинделя (частота вращения, силу тока, напряжение и прочее). В ячейке F1.11 выставляем в значение 1, на табло инвертора появляется надпись «-TUN-», но сам шпиндель не вращается. Если просто запустить сам шпиндель с инвертора, то он вращается, работает.
Посоветуйте, пожалуйста, на что стоит обратить внимание, чтобы автотюнинг инвертора заработал.
Еще один вопрос: я изначальные параметры в ячейках F 1.06-F1.10 переписал, но т.к. у шпинделя менялись подшипники и обмотка, то будет же не правильным оставлять те же самые значения? И что произойдет, если я оставлю те же значения и буду работать на станке? Спасибо
П.С.: значения ячеек с инвертора:
Сообщение отредактировал Sava217: 10 Август 2017 - 13:09
Реаниматор CNC
Отправлено 10 Август 2017 - 22:07
В ячейке F1.11 выставляем в значение 1, на табло инвертора появляется надпись «-TUN-», но сам шпиндель не вращается.
А дальше, когда "-TUN-" увидели, мануал советует кнопку "RUN" нажать, чтобы запустить процесс "самообучения". Индикация должна смениться на "TUN-0", а затем, после запуска мотора на вращение, на "TUN-1". Если все благополучно измерит, то напишет "-END-" и автоматически запишет 0 в ячейку F1.11. Либо "STOP" нажать, если хотите прервать этот процесс.
Параметры с F1.06 по 1.10 при успешном измерении перезапишутся автоматически. Если бы меняли только подшипники - то их можно было бы оставить прежними. Но, поскольку обмотку перематывали, они могут измениться.
Альтернатива - переключите в F0.00 режим управления с SVC на V/F (при отказе от векторного режима F1.06-F1.10 теряют смысл). Если на совсем низких скоростях вращения не работаете, никакой разницы не заметите.
Абитуриент
Отправлено 10 Август 2017 - 23:05
Уважаемый, T-Rex, огромное спасибо за то что указали в какую сторону смотреть! Завтра обязательно попробую нажать кнопку "RUN" на частотнике. Не нажимал, т.к. до этого делал автотюнинг на более мощном Fuling Inverter DZB 300B007.5L4СМ с 4,5 кВт шпинделем. Так там как выставляешь в ячейке F 1.11 в значение 1 шпиндель сразу же начинает вращаться и на частотнике выходит -TUN-, а в конце -END-. Никаких "Ранов" нажимать не требовалось.
Альтернатива - переключите в F0.00 режим управления с SVC на V/F (при отказе от векторного режима F1.06-F1.10 теряют смысл). Если на совсем низких скоростях вращения не работаете, никакой разницы не заметите.
по поводу векторного режима в ячейке F 0.00 у меня стоит значение 1 (см под спойлером значения ячеек). Посмотрел в мануале - это и есть V/F control. Мы обчно фрезеруем на 15 000, т.е. можно НЕ векторный смело использовать?
Спасибо заранее за комментарий.
Сообщение отредактировал Sava217: 10 Август 2017 - 23:09
Реаниматор CNC
Отправлено 12 Август 2017 - 10:29
по поводу векторного режима в ячейке F 0.00 у меня стоит значение 1 (см под спойлером значения ячеек). Посмотрел в мануале - это и есть V/F control. Мы обчно фрезеруем на 15 000, т.е. можно НЕ векторный смело использовать?
Во-первых, вы его уже используете.
Во-вторых, на такой скорости вращения (выходной частоте) ваш Фулинг так или иначе, без спроса и предупреждения, перешел бы из векторного режима в V/F (обычное явление для всех ширпотребных частотников, когда на "векторные" расчеты быстродействия миропроцессора не хватает).
В третьих, главная польза от векторного режима - меньшие потери крутящего момента при низких частотах (которые у вас не используются). Был бы это тяжелый фрезерный "металлогрыз" - тогда могли бы профит поиметь от векторного управления.
В общем, можете спокойно наплевать на значения в параметрах 1.06-1.10. Они у вас сейчас ни на что не влияют. И, кстати, "self-learning" на двигателе специального назначения (шпиндельном, с номинальной частотой 300-400 Гц) может вообще не пройти, либо намерять "цену на дрова" - его алгоритм на общепромышленные 50-герцовые моторы заточен.
Абитуриент
Отправлено 12 Август 2017 - 16:39
Вообщем, получилось сделать у меня автотюнинг. Как и советовал уважаемый T-Rex, нажал на "RUN" и шпиндель закрутился, завертелся. В тот момент когда я делал автотюнинг к шпинделю не было подключено водяное охлаждение и на 3 минуте шпиндель нагрелся (руку мог держать на нем, но на грани), я начал переживать и нажал "STOP", но частотник не реагировал и продолжал дальше "автотюнить", пришлось вырубать через автоматы. Подрубили водяное охлаждение, погоняли антифриз пока не остынет шпиндель, и запустили заново автотюнинг. На этот раз прошло все ровно и на 5ой минуте на частотнике загорелся -END-. Значения поменялись на следующие :
F 1.06 - 00.819 (
F 1.07 - 31.344
F 1.08 - 000.01 (было 019.64)
F 1.09 - 000.01 (было 0189.6)
F 1.10 - 003.68
T-Rex, еще раз спасибо за комментарии
Абитуриент
Отправлено 04 Июнь 2018 - 12:59
Здравствуйте, уважаемые форумчане! Прошу помощи в настройке связки "инвертор-плата".
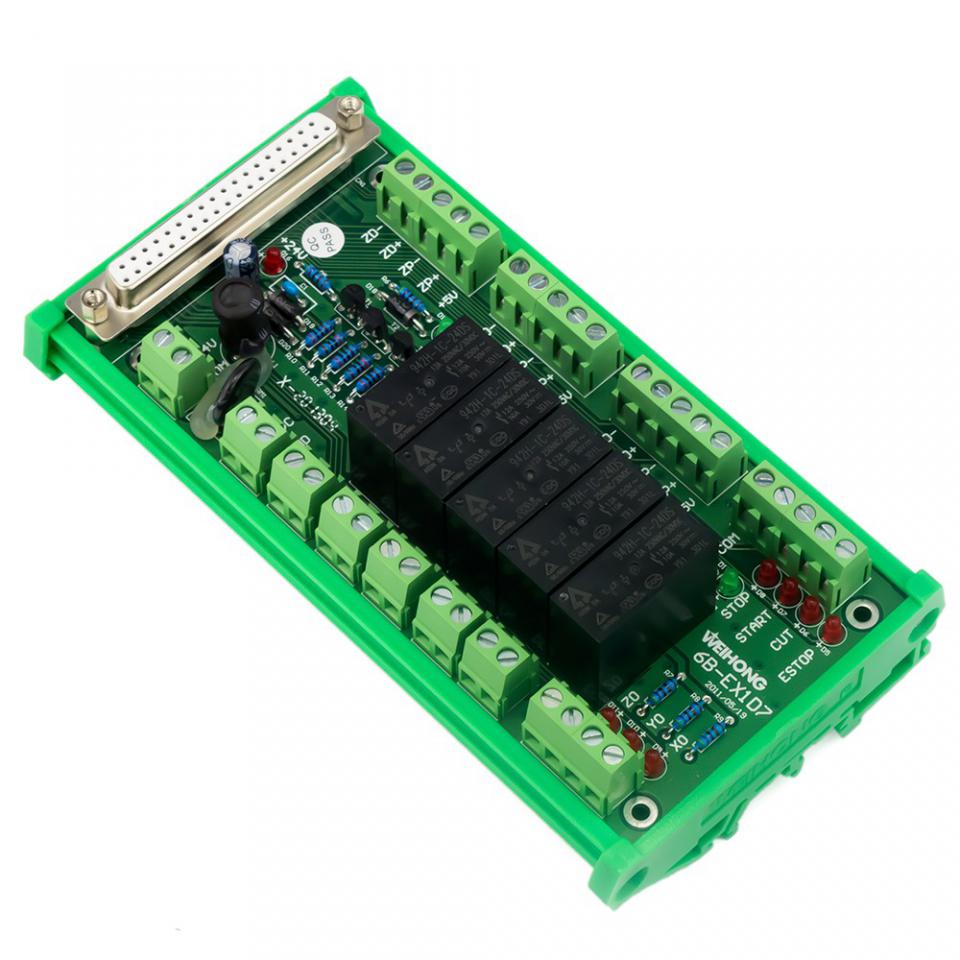
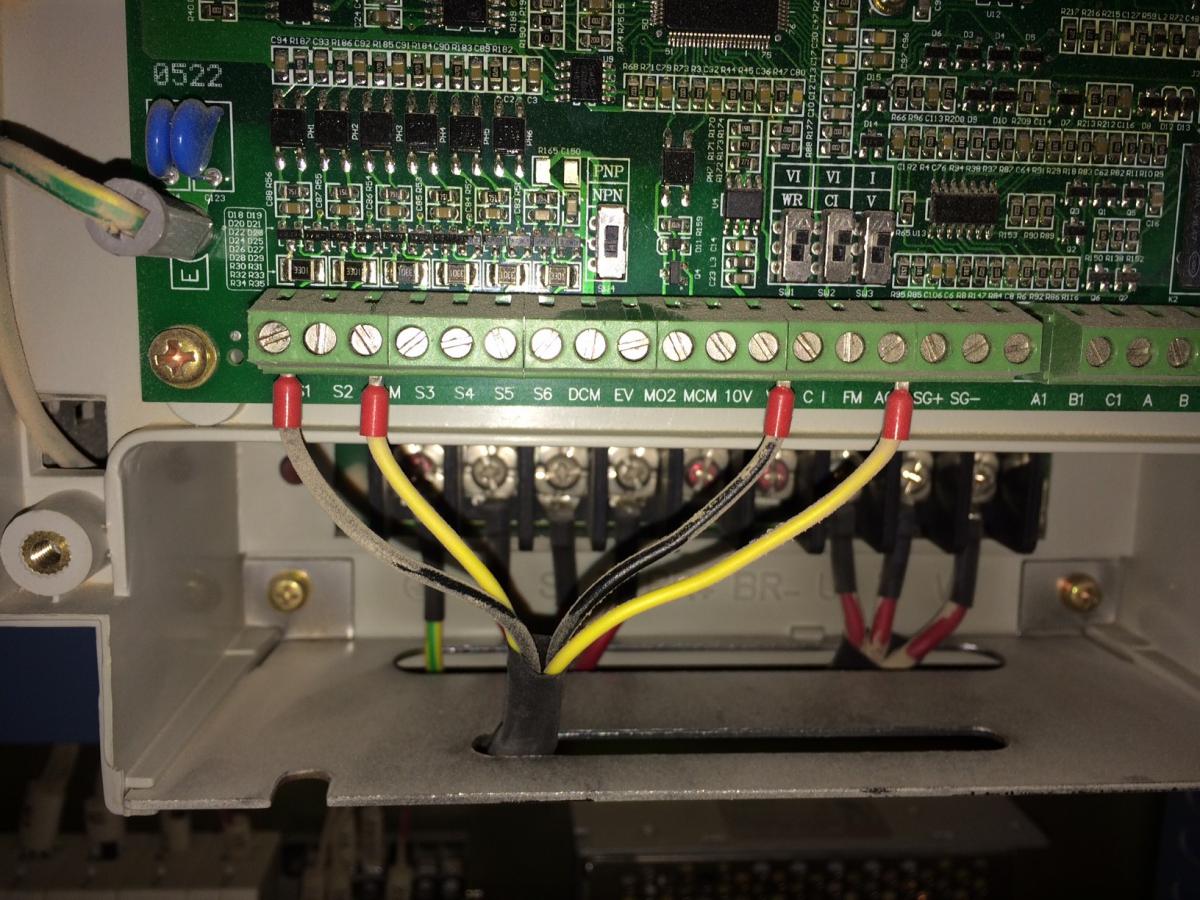
Предыстория: Есть станок на NCStudio, шпиндель с водяным охлаждением 7,5 кВт. плата weihong 6b-ex1d7Инвертор - dzb300b007.5l4cm. Пусконаладку делали года 2 назад, к слову делал ее пусконаладчик продавца, то-ли не захотели заморачиваться, то-ли просто не смогли, но инвертор настроили так, что менять скорость вращения можно только с панели инвертора, на команды из NCStidio шпиндель не реагирует. из инвертора к плате идет четырехжильный кабель (есть на фото). Подскажите, пожалуйста, что это за соединение такое (тут на форуме я подобное не нашел) и можно ли настроить управление скоростью из программы?


0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC

