
Всем привет!Я все про свою проблему (станоу прыгнул по z),вытащил кабель идущий к мотору z из кабельканала обследовал он очень хорошего качества,и без повреждений .И прыжок был на одном и том же месте на рельефе ,делал новую уп тоже самое.Потом взял сделал из стл этот же рельеф сделал уп и всё пошло нормально.Значит все дело было в программе.

Сообщений в теме: 375
#241
 OFFLINE
OFFLINE
IMPERATOR_P
-
- Пользователи+
-

- 91 сообщений
Студент
- Пол:Мужчина
-
Из:Астана,Казахстан
Отправлено 27 Июль 2014 - 10:34
#242
OFFLINE
mondi
-

- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 27 Июль 2014 - 15:33
всем привет.проблема вот в чем;;после выполнение уп станок нормально возвращается на место,выключается и вдруг шпиндель уходит вниз по Z. и это не в каждой операции.станок VICTOR VR1325B.
#243
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 27 Июль 2014 - 16:24
всем привет.проблема вот в чем;;после выполнение уп станок нормально возвращается на место,выключается и вдруг шпиндель уходит вниз по Z. и это не в каждой операции.станок VICTOR VR1325B.
После сообщения господина IMPERATOR_P сразу хочется спросить: "А Вы уверены, что такое поведение на прописано в УП?".
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#244
OFFLINE
mondi
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 27 Июль 2014 - 21:59
После сообщения господина IMPERATOR_P сразу хочется спросить: "А Вы уверены, что такое поведение на прописано в УП?".
нет. я испробовал разные уп,созданные на разных компах с промежутком времени в 2года,
#245
OFFLINE
Roma
-

- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 27 Июль 2014 - 22:19
нет. я испробовал разные уп,созданные на разных компах с промежутком времени в 2года,
Чтоб не гадать, покажите форуму последние 10-15 строк УП с проблемой.
Хотя бы из УП, что на видео.
#246
OFFLINE
mondi
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 29 Июль 2014 - 19:56
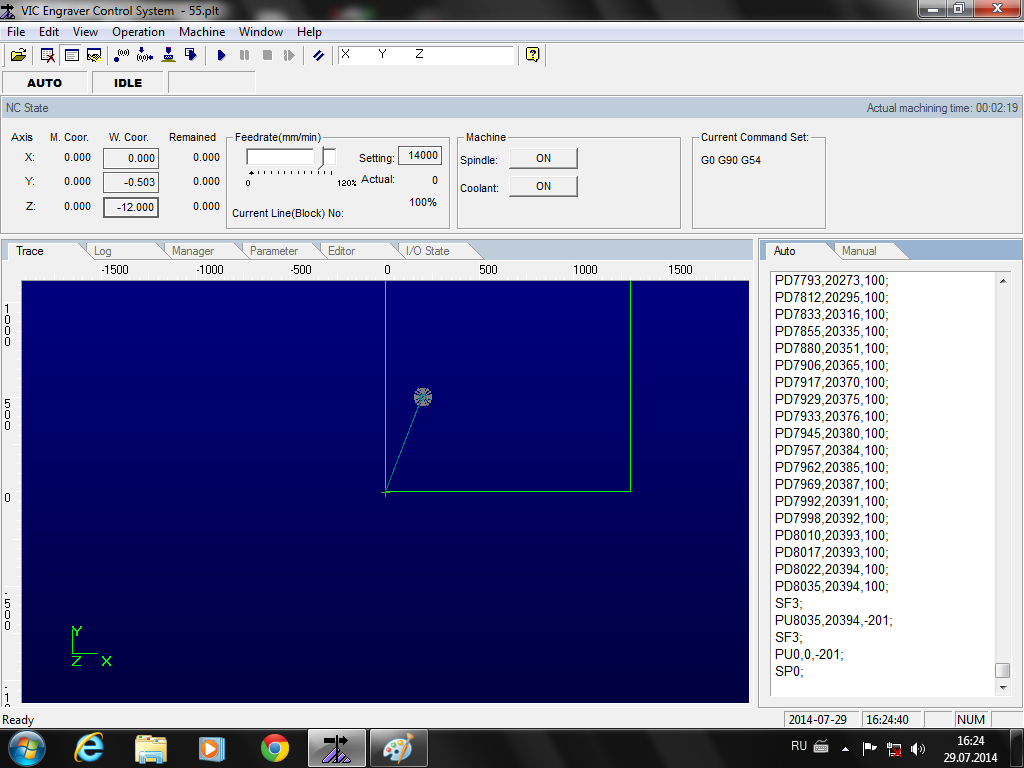
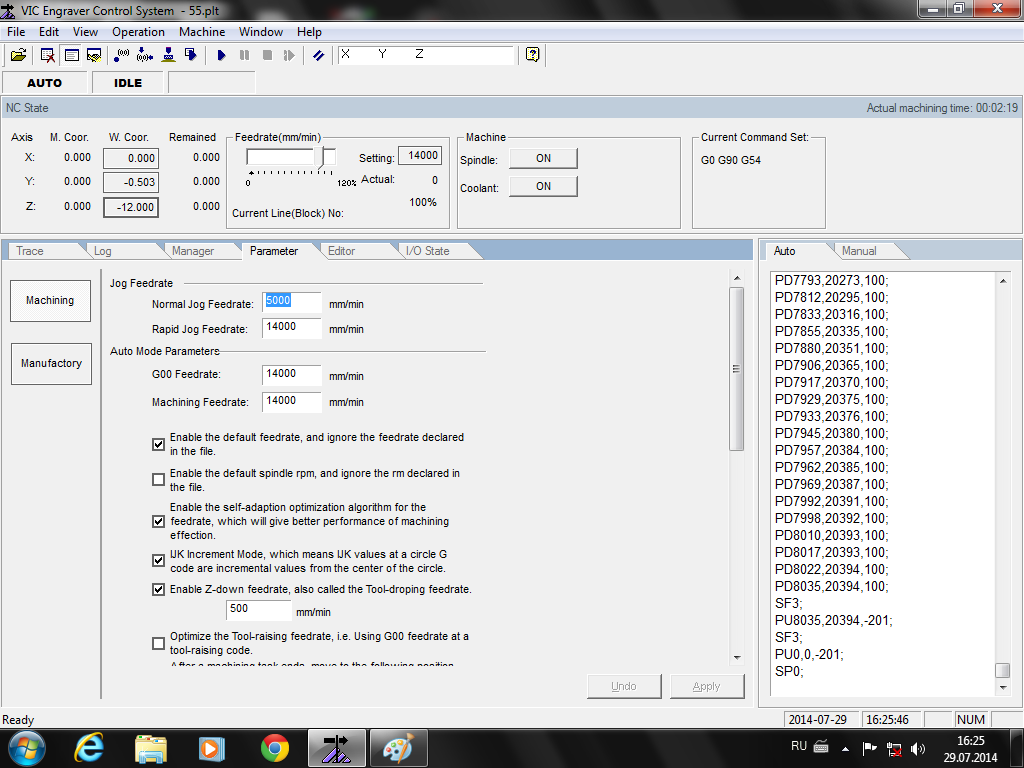
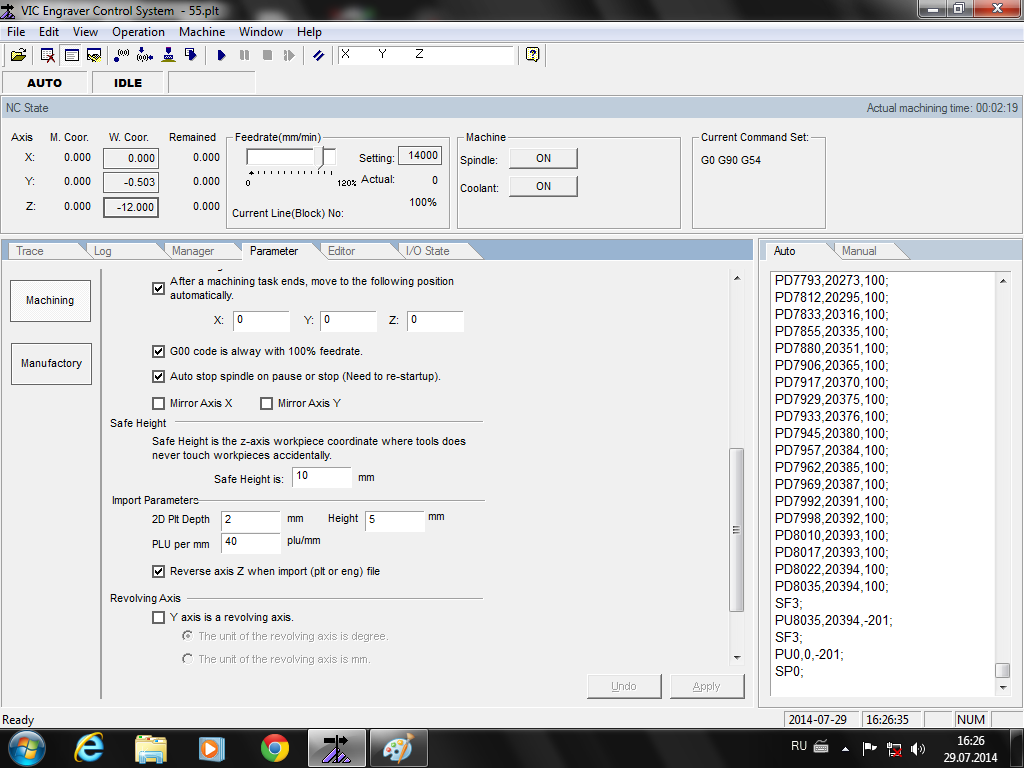
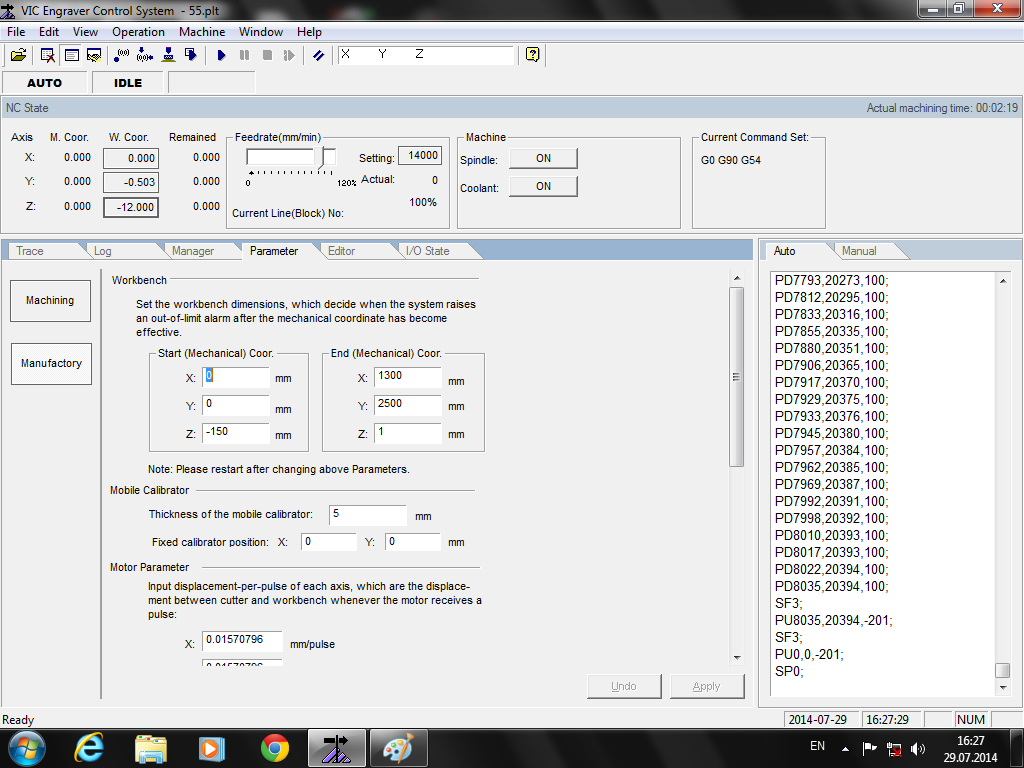
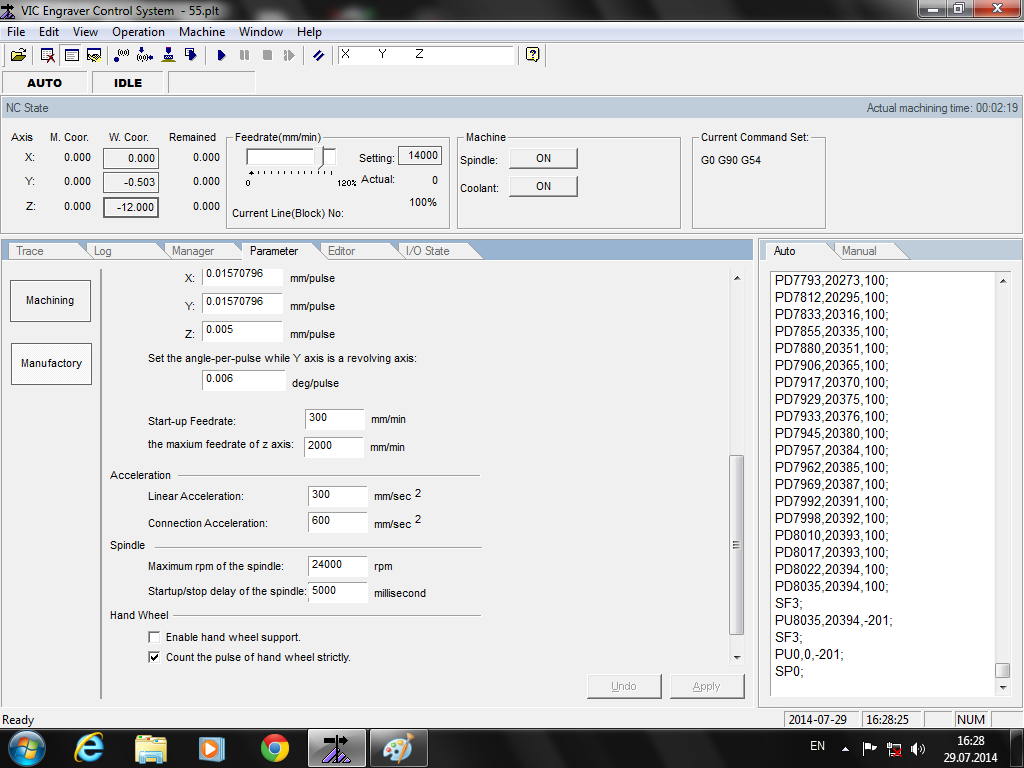
Чтоб не гадать, покажите форуму последние 10-15 строк УП с проблемой.
Хотя бы из УП, что на видео.
Чтоб не гадать, покажите форуму последние 10-15 строк УП с проблемой.
Хотя бы из УП, что на видео.
Прикрепленные изображения
#247
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 29 Июль 2014 - 21:14
mondi, интересно, почему .plt формат, а не G-код...
Судя по видео, въезд в стол начинается после выключения шпинделя, т.е. финальной команды SP0.
Тогда, чтоб сильно не думать, можно попробовать снять галку с "After a machining task ends, move to..."
Авось...
#248
OFFLINE
gard
-

- Пользователи
-
- 5 сообщений
Абитуриент
-
Из:ростов
Отправлено 18 Март 2015 - 19:27
помогите пожалуйста при заготовлении балясин у меня в конце z ось поднимается на 7 мм от нулевой точки
станок китайский на ncstudio четырех шпиндельный
заранее спасибо
#249
OFFLINE
Ewgeniy
-

- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 19 Март 2015 - 13:43
как может зажатая фреза на 30000 оборотах уходить в цангу?при резке дерева
Шпиндель у меня слабенький, 800 Вт., зажал фрезу Диам.-6 мм, длина 9 см., раб. обл. 5,2 см., Зажал вроде как всегда, крепко, крепче боязно, не свернуть бы резьбу. Кладу щит, сосна 6 см. начинаю резать, по 9 мм. проход, до этого 6 мм. фрезой раб. обл. 22 мм. кроил 18 мм. щит. по 9 мм. за проход, всё замечательно. В этот раз уже на первом проходе свист и аж рычание какое то. Ну режу, чЁ. На последнем проходе, фреза в стол, смачно так ломается, шпиндель дальше поехал, ну остановил, стал доставать хвостовик, зажато вроде так же, отворачивал с усилием, глядь а хвостовик то торчит больше чем я зажимал, зажимал почти по границе лезвий, а тут лезвия чуть не на 1 см. от гайки. Видимо вибрациями выдавило фрезу из цанги, а о крепкости зажатия говорит то, что при столкновении со столом фрезу не загнало в цангу. Вот такой полтергейст.
Сообщение отредактировал Ewgeniy: 19 Март 2015 - 13:47
#250
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 19 Март 2015 - 14:20
Цангу меняй. Там образовалась ступенька. Сними цангу, сожми несильно руками и двигай хвостовик фрезы в ней, почувствуешь ступеньку.
С уважением, Олег.
#251
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 19 Март 2015 - 15:06
блин, новая же  ...но попробовал, плавно ходит, не ощутил ступеньки, думаю цангочка уж больно игрушечная для такой фрезы, как только ось Z запущу, повторю, но ходы не по 9мм. конечно буду делать, да и скорость шпинделя и подачу сначала подберу, чтоб поменьше свистела и рычала.
...но попробовал, плавно ходит, не ощутил ступеньки, думаю цангочка уж больно игрушечная для такой фрезы, как только ось Z запущу, повторю, но ходы не по 9мм. конечно буду делать, да и скорость шпинделя и подачу сначала подберу, чтоб поменьше свистела и рычала.
#252
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 19 Март 2015 - 15:15
Будет звенеть при таких параметрах фрезы. Я шестерки больше 25мм рабочей части не использую , звенят при любых режимах
С уважением, Олег.
#253
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 19 Март 2015 - 15:17
Так 60 мм. надо резать, однако.
#254
OFFLINE
Lodochnik
-
- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 19 Март 2015 - 15:36
Тяжко будет шестеркой. Скорее всего на торцах будет видно следы вибраций.
С уважением, Олег.
#255
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 19 Март 2015 - 15:47
Да, уже думаю что для этих работ и шпиндель придется менять, или пока из двух 30-ок резать и склеивать, что уже не комильфо но хоть какой то выход.
Сообщение отредактировал Ewgeniy: 19 Март 2015 - 15:48
#256
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 19 Март 2015 - 15:48
Шпиндель 800 Ватный, на такую глубину тяжко станку. Но выдергивать фрезу не должен всеравно, может цанга пылью забилась?
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#257
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 19 Март 2015 - 15:57
Да чистая цанга, не успела ещё забиться, таки шо глубина то, по чуть чуть если брать, вот такой фрезой махать это да, шпинделек слабоват выходит. Даже наверно не столько шпиндель, сколько цангочка с гаечкой - детский лепет.
Сообщение отредактировал Ewgeniy: 19 Март 2015 - 15:58
#258
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 19 Март 2015 - 17:50
Нашел на forum.jdpaintrus.ru
"0.8квт - с цангой ER-11 - ЮВЕЛИРНЫЙ ШПИНДЕЛЬ - это мелкие неглубокие граверные работы по латуни, модельки, тонкие до 5мм пластики, тонкая фанера, сувениры, сверление и резка печатных плат. Это один из самых удобных шпинделей для мастеров ювелиров при обработке воска, а также всех цветных металлов. Очень удобен шпиндель из-за маленькой немешающей гайки при установке тонких граверов и миниатюрных фрез. Гайка цанги диаметром 19мм не мешает работать по мелким рельефам. Диаметр вала шпинделя 13мм. Диапазон зажимаемых свёрл и фрез до 7мм диаметром. Тех.требования при резке/раскрое: применение фрез до 3.15мм в диаметре до глубины реза 12мм, и применение фрез не более 1мм диаметром при работах по цв.металлам до глубины реза максимум 3мм. Потребление от сети при правильных нагрузках не более 150Вт/час. Вес шпинделя 2.6кг"
"1.5квт - с цангой ER-11 -ЮВЕЛИРНЫЙ ШПИНДЕЛЬ -граверные работы, сувениры и мелкие неглубокие фрезеровки на алюминии и латуни. Если применять эту модель с цангой ER-11 при глубокой резке и раскрое например древесины, то имеется высокая вероятность повреждения вала шпинделя, который всего 13мм в диаметре, при заклинивании, и последующем сгибании вала шпинделя, или появления после ударов- дополнительных детонаций. Мощность на валу завышена в два раза по сравнению с диаметром вала, и пользоваться длинными или толстыми диаметрами фрез более 4мм следует с высочайшей осторожностью. Если есть необходимость установки фрез до 8мм в диаметре (через специальную цангу), то фрезу надо распиливать пополам для её укорачивания, чтобы общая длина фрезы не превышала 40мм. Диапазон зажимаемых свёрл и фрез до 7мм диаметром. Прямое назначение шпинделя - мелкие фрезерные работы миниатюрными короткими фрезами, гравировка латуни и меди, но с чуть большей мощностью, чем шпинделем 0.8квт. Тех.требования при резке/раскрое тв.древесины: применение фрез до 4мм в диаметре до глубины реза 15мм, и фрез диаметром не более 2мм при работах по цв.металлам до глубины реза максимум 7мм. Потребление от сети при правильных нагрузках не более 300Вт/час. Вес шпинделя 4.4кг "
"1.5квт - с цангой ER-16 начальный шпиндель для работы с твёрдой древесиной, акрилами до 15мм. Удобен шпиндель из-за небольшой гайки диаметром 28мм с резьбой M22 x 1.5 ,устанавливаемой на эконом варианты шпинделей (или тонкой гайки 24мм с резьбой M19 x 1.0, устанавливаемой на стандартные базовые модели с более высоким качеством - обычно тяжёлые шпиндели весом 6.5кг-рекомендуемые для фрезеровки металлов) Также шпиндели с гайкой M19 x 1.0 выгоднее использовать на 5-осных станках, чтобы гайка не мешала своим диаметром при повороте 5-й координаты во время фрезеровки маленьких изделий. Диаметр вала 20мм уменьшает вероятность его случайного сгибания при заклинивании фрезы. Можно гравировать, фрезеровать 3D рельефы, а также резать неглубокие до 30-40мм заготовки в несколько проходов. Запрещено работать с этой цангой фигурной фрезой на полную глубину фигурной фрезы. Диапазон зажимаемых свёрл и фрез до 10мм диаметром. Тех.требования при резке/раскрое: применение фрез до 6мм в диаметре до глубины реза 20мм по древесине, и фрез не более 2.5мм при работах по цв.металлам до глубины реза максимум 9мм, и фрез не более 1.5мм при работах по стали до глубины реза максимум 2.5мм. Потребление от сети при правильных нагрузках не более 300Вт/час. Напряжение питания 220v. Вес шпинделя 4.5кг "
"2.2квт - с цангой ER-20 базовый шпиндель для работы с твёрдой древесиной, акрилами до 30мм. Шпиндель имеет гайку диаметром 34мм. Диаметр вала 24мм - нормальный вал который уже трудновато согнуть. Можно гравировать, фрезеровать 3D рельефы на дереве, пластиках и производить мелкие неглубокие гравировки и фрезеровки на мягких металлах. Запрещено работать фигурной фрезой на полную глубину из-за недостаточной мощности шпинделя для фигурных фрез. Диапазон зажимаемых свёрл и фрез до 13мм диаметром. Тех.требования при резке/раскрое: применение фрез до 4 мм в диаметре при работах по цв.металлам до глубины реза максимум 12мм, и фрез не более 2мм при работах по стали до глубины реза максимум 4мм, и применение фрез до 8мм в диаметре при работах по древесине до глубины реза 30мм. Потребление от сети при правильных нагрузках не более 450Вт/час. Напряжение питания 220v. Вес шпинделя 5кг "
______________
Мораль №1, как минимум надо мне цангу ER16 а ещё лучше ER20. Только вот не понятно, фраза - до глубины реза (хх)мм., это за один проход имеется ввиду или вообще глубина и соответственно выходит и длина фрезы? Потому что нет нигде в "Тех. требованиях" максимально допустимой длины фрезы .
_______________
На том же сайте:
"Разрезание древесины и различных материалов определённым диаметром фрезы разрешено только до определённой глубины. Невыполнение этих требований приводит к поломке фрез, повышенным визгам и вибрациям фрезы, некачественному боковому резу, а также преждевременному выходу из строя нижнего подшипника шпинделя. Все параметры реза действительны для вышеприведённых норм для тв.древесины и подобных материалов при скоростях реза 4.5-5.5метра в минуту. При необходимости углубления реза, а также применении нестандартных фрез с удлинённой заточкой, горизонтальную скорость и глубину реза в слой следует пропорционально снижать до уменьшения визга фрезы. Визжит фреза - значит она бьётся боком о заготовку, это значит что делается что-то неправильно. Запомните- когда всё делается правильно, то нет визга фрезы.
.....
прим: если Вы слышите визг фрезы - значит нарушены режимы, сильное отличие от норм фрезеровки, установлена слишком тонкая фреза, или тупая фреза - всё это угрожает подшипникам вашего шпинделя и самой фрезе, т.к. на фрезе будут сколы ножей от биений о заготовку "
Ну и совсем непонятно :
"Важно: диаметр фрезы должен быть в 2 раза меньше толщины разрезаемого тонкого материала (неважно, металл, дерево, пластики и т.д.). Диаметр фрезы сравнимый с толщиной разрезаемого материала или толще- будет повреждать фрезеруемый материал, обеспечив повышенное к-во брака и поломок фрезы.
примеры: фанеру 6мм толщиной надо резать роутером или стружколомом 3мм, или для более качественной грани надо резать двойкой, а также фрезой со снятием фаски. Пластик толщиной 1мм правильно резать фрезой с диаметром 0.5мм. Фанеру 10-12мм толщиной правильно надо резать роутером или стружколомом 3.15мм, а также фрезой с подрезкой грани - профильной комбинированной фрезой (фреза с двойным одновременным назначением как резка + снятие фаски по верхней кромке)"
______________
Мораль №2, не меняя цангу и шпиндель соответственно, для уменьшения визга (вибраций) надо уменьшить диаметр фрезы в два раза, при той же длине, и есть такая фреза - N2LX3.52.
_______________
Значит попробую троечкой, может и получится. И судя рекомендации, тройкой надо делать проходы по 6 мм.  Но ведь часто приводятся рекомендации прямо противоположные, что надо проходы делать глубиной меньше диаметра фрезы. ?!?!?
Но ведь часто приводятся рекомендации прямо противоположные, что надо проходы делать глубиной меньше диаметра фрезы. ?!?!?
Сообщение отредактировал Ewgeniy: 19 Март 2015 - 18:23
#259
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 19 Март 2015 - 18:12
Если цанга 1/4, а фреза 6мм, то возможно резьбы не хватает зажать.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#260
OFFLINE
Ewgeniy
-
- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 19 Март 2015 - 18:47
Хватает. Это же не самоделка. Всё заводское, цанга ER11-6, для фрез с диаметром хвостовика 6 мм.
Короткой то всё нормально, на фото фреза 6 мм. N2LX622, проход по 11 мм.
Сообщение отредактировал Ewgeniy: 19 Март 2015 - 18:58
Темы с аналогичным тегами Смещение координат, Полоски при обработке
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}