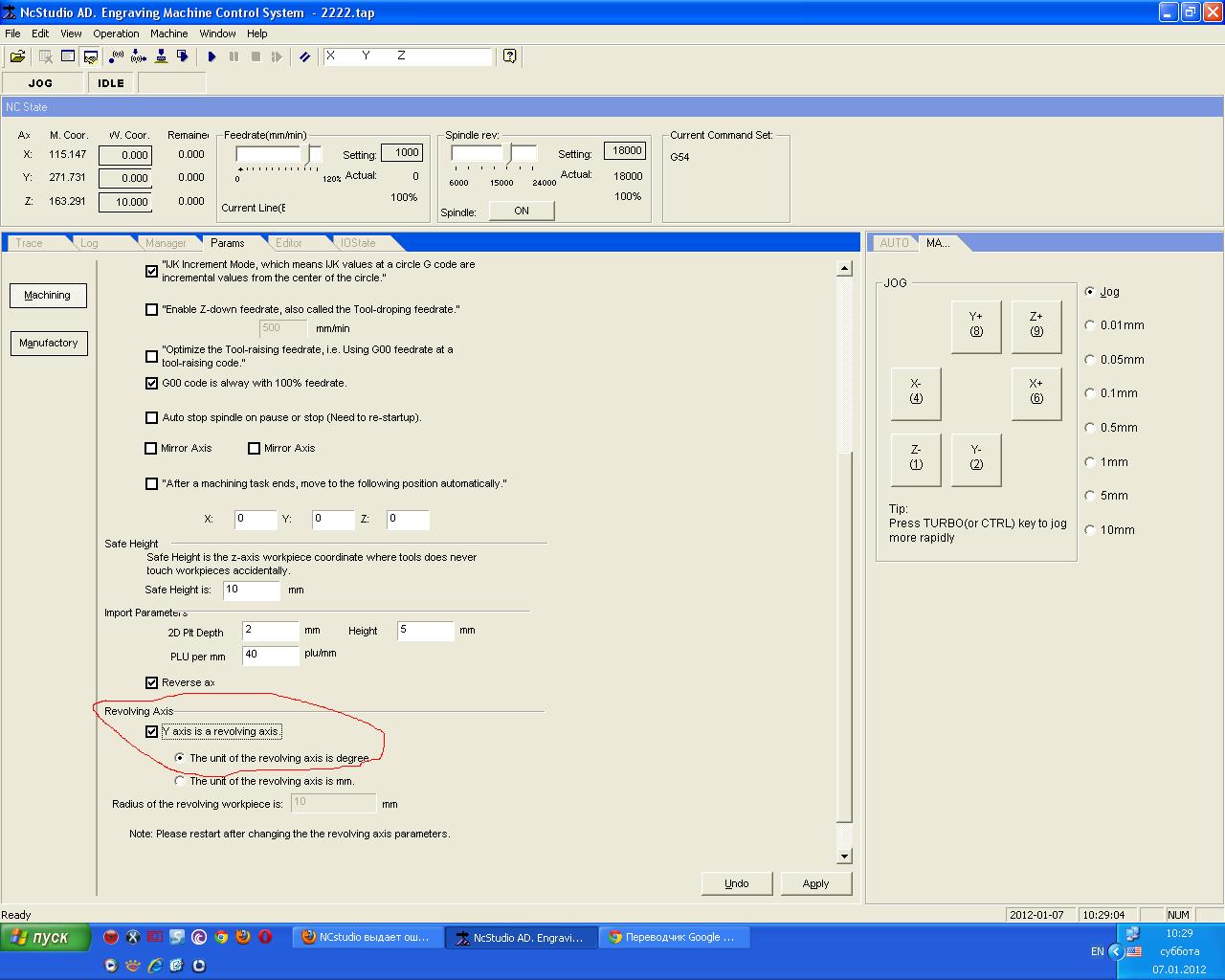
Так вот в этой программе возможно 3 варианта использования:
- без установки галочки включения ротари девайса - тогда как в RZNC0501 электронике надо пересчитывать масштабный коэффициент, но пользуемся стандартным постпроцессором под NCStudio (давно выкладывал на файлообменник форума). В этом варианте безразлично какая ось поворотная - хоть X хоть Y.
- Запуск ротари девайса в режиме мм с указанием диаметра заготовки - просто используем постпоцессор под NCStudio ( он-же). Поворотная только Y.
- Запуск ротари девайса в режиме градусов - здесь уже пришлось писать специальный постпроцессор под такую обработку (типовые не подошли и пришлось делать свой из-за особенностей языка управления этой программой), при этом накладывать ряд ограничений под обработку...Поворотная только Y.
Вот попробовал:
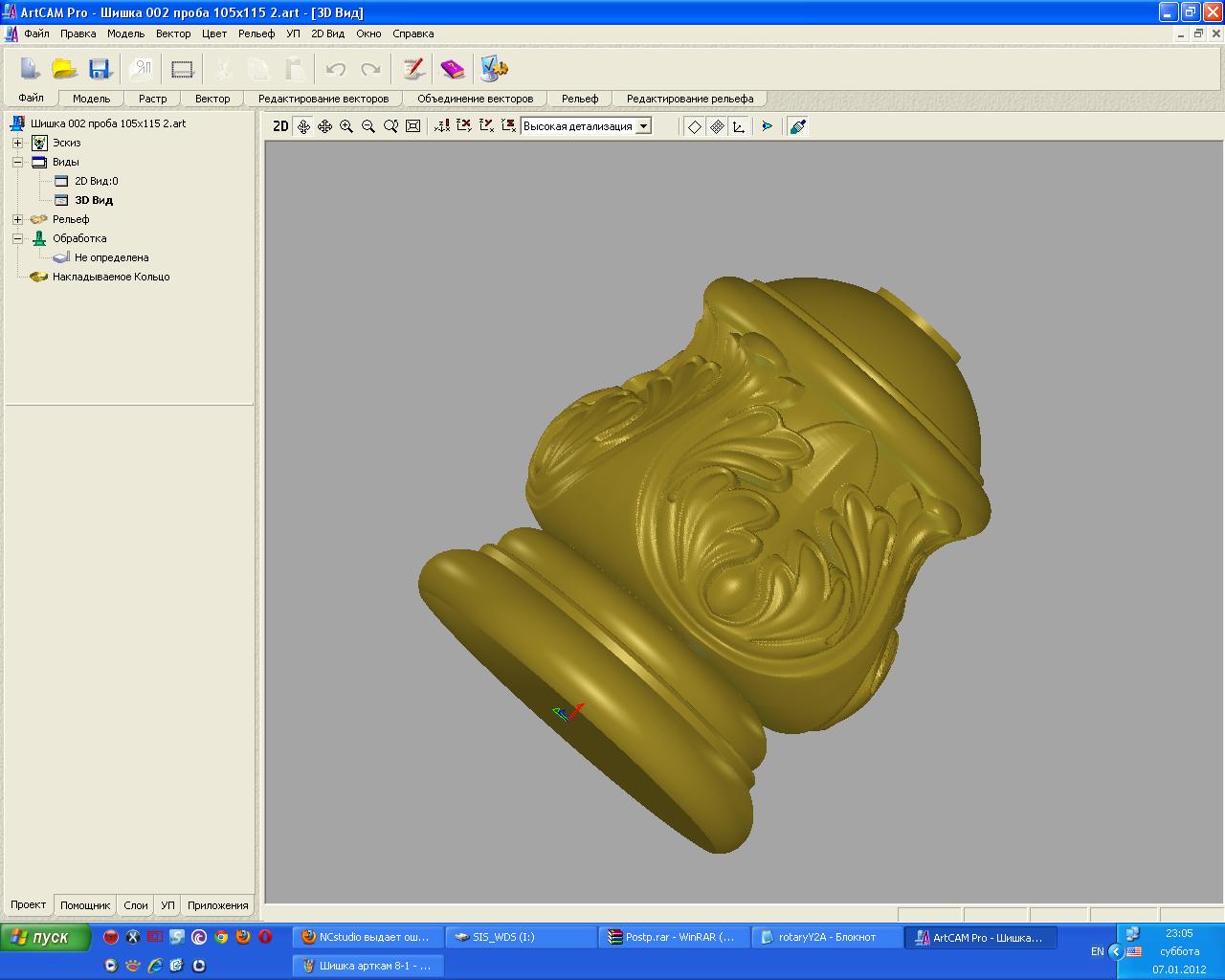
Шишкадолжно быть
шишка artline3dкак получилось то что получилось:
1. в NC подобрал новый коэффициент на масштаб по Х
2. изуродовал rotaryY2A.con
"Rotary (Y2A)"[/color]
;
FILE_EXTENSION = [color="#FF0000"]"nc"[/color]
;
UNITS = MM
;
; Rotary axis control
;
ROTARY_AXIS = [color="#FF0000"]X[/color]
ROTARY_AXIS_SIGNED = NO
;
; Cariage return - line feed at end of each line
;
END_OF_LINE = "[13][10]"
;
; Block numbering
;
LINE_NUM_START = 0
LINE_NUM_INCREMENT = 10
LINE_NUM_MAXIMUM = 999999
;
; Set up default formating for variables
;
; Line numbering
FORMAT = [N|@|N|1.0]
; Spindle Speed
FORMAT = [S|@|S|1.0]
; Feed Rate
FORMAT = [F|#| F|1.0]
[color="#FF0000"]; Tool moves in x,y and z
FORMAT = [Y|#| Y|1.4]
FORMAT = [Z|#| Z|1.4]
FORMAT = [R|#| X|1.4]
; Home tool positions
FORMAT = [YH|@|Y|1.4]
FORMAT = [ZH|@|Z|1.4]
FORMAT = [RH|@|X|1.3]
;[/color]
; Set up program header
;
START = "G90G0G59G40G17"
START = "T1M6"
START = "[S]M3"
; START = "M8"
; START = "G0[ZH]H1"
START = "G0 [YH] [ZH] [RH] F2000"
;
; Program moves
;
[color="#FF0000"]FIRST_RAPID_RATE_MOVE = "G0 [Y][R][Z][F]"
FIRST_FEED_RATE_MOVE = "G1 [Y][R][Z][F]"
FEED_RATE_MOVE = "[Y][R][Z]"[/color]
;
; End of file
;
END = "G40 G0 [ZH] M9"
END = "M30" _linenums:0'>Fanuc G - Code 4-Axis rotary post processor;; Linear Y Axis is wrapped onto A rotary axis;; History;; Who When What; === ======== ========================================; TM 04/07/95 Written; BEM 06/08/96 Modified for Rotary Axis support; BEM 19/06/00 Fixed ; BEM 03/02/00 Added description;DESCRIPTION = [color="#FF0000"]"Rotary (Y2A)"[/color];FILE_EXTENSION = [color="#FF0000"]"nc"[/color];UNITS = MM;; Rotary axis control;ROTARY_AXIS = [color="#FF0000"]X[/color]ROTARY_AXIS_SIGNED = NO;; Cariage return - line feed at end of each line;END_OF_LINE = "[13][10]";; Block numbering ;LINE_NUM_START = 0LINE_NUM_INCREMENT = 10LINE_NUM_MAXIMUM = 999999;; Set up default formating for variables;; Line numberingFORMAT = [N|@|N|1.0]; Spindle SpeedFORMAT = [S|@|S|1.0]; Feed RateFORMAT = [F|#| F|1.0][color="#FF0000"]; Tool moves in x,y and zFORMAT = [Y|#| Y|1.4]FORMAT = [Z|#| Z|1.4]FORMAT = [R|#| X|1.4]; Home tool positions FORMAT = [YH|@|Y|1.4]FORMAT = [ZH|@|Z|1.4]FORMAT = [RH|@|X|1.3];[/color]; Set up program header;START = "G90G0G59G40G17"START = "T1M6"START = "[S]M3"; START = "M8"; START = "G0[ZH]H1"START = "G0 [YH] [ZH] [RH] F2000";; Program moves;[color="#FF0000"]FIRST_RAPID_RATE_MOVE = "G0 [Y][R][Z][F]"FIRST_FEED_RATE_MOVE = "G1 [Y][R][Z][F]"FEED_RATE_MOVE = "[Y][R][Z]"[/color];; End of file;END = "G40 G0 [ZH] M9"END = "M30"
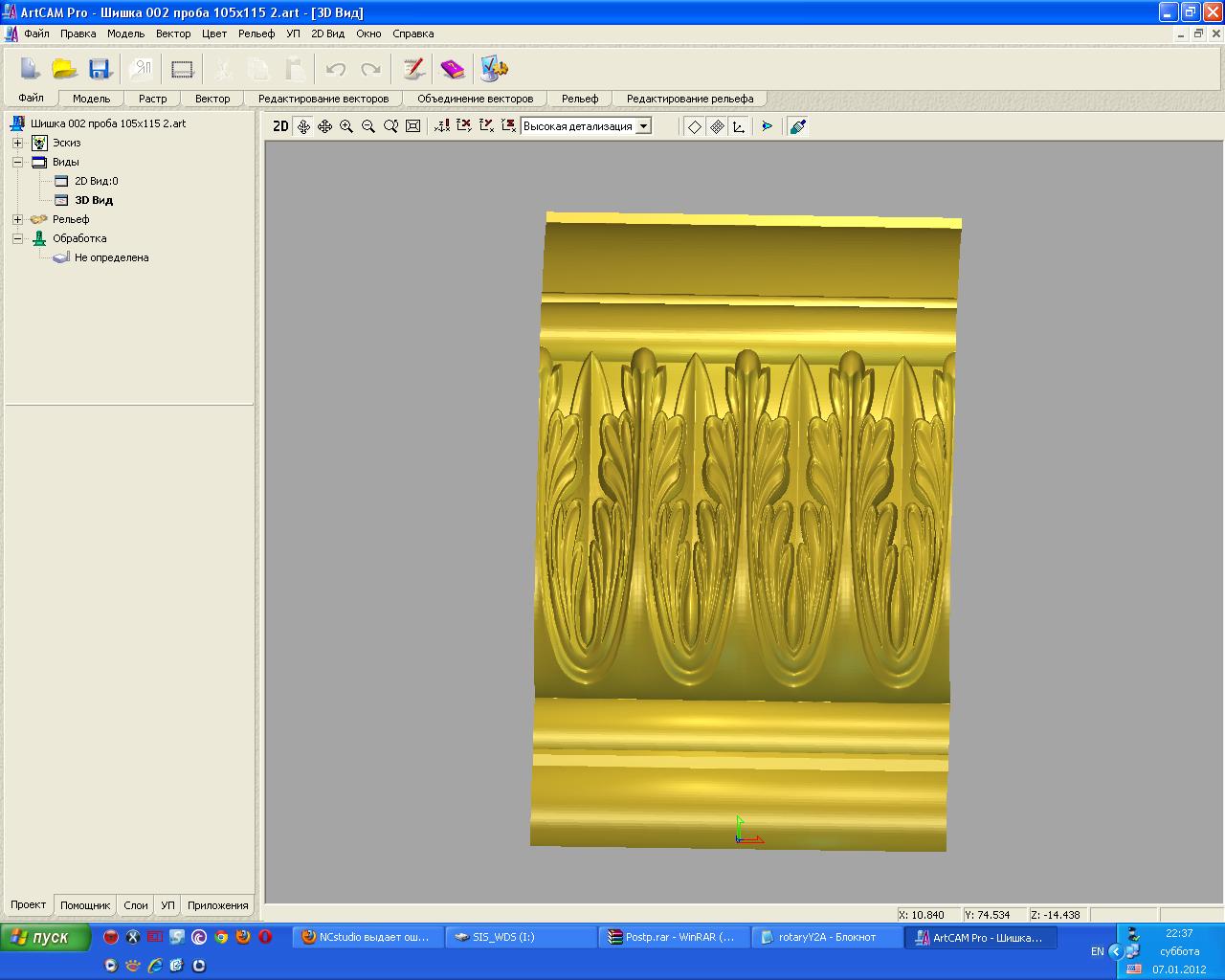
3.
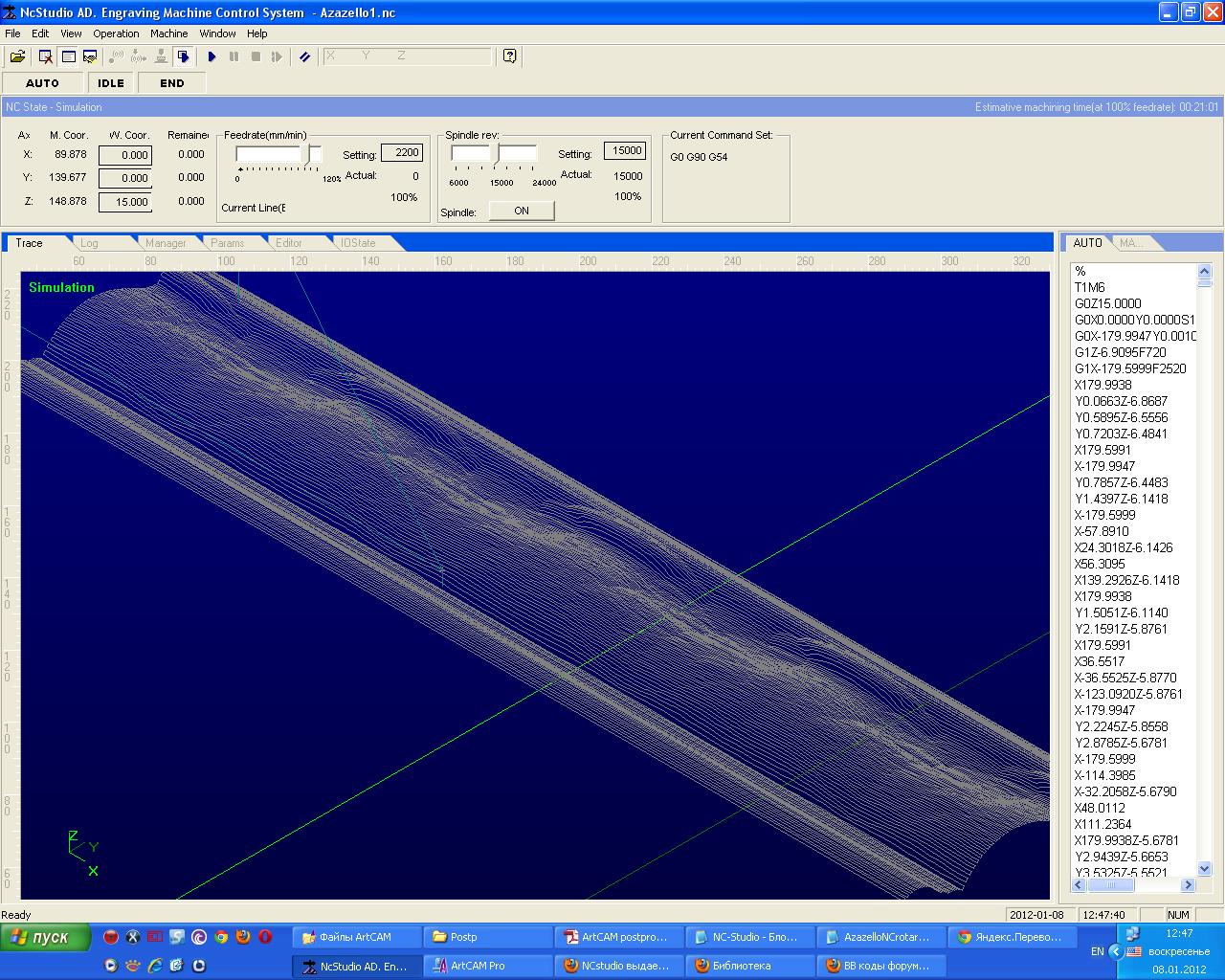
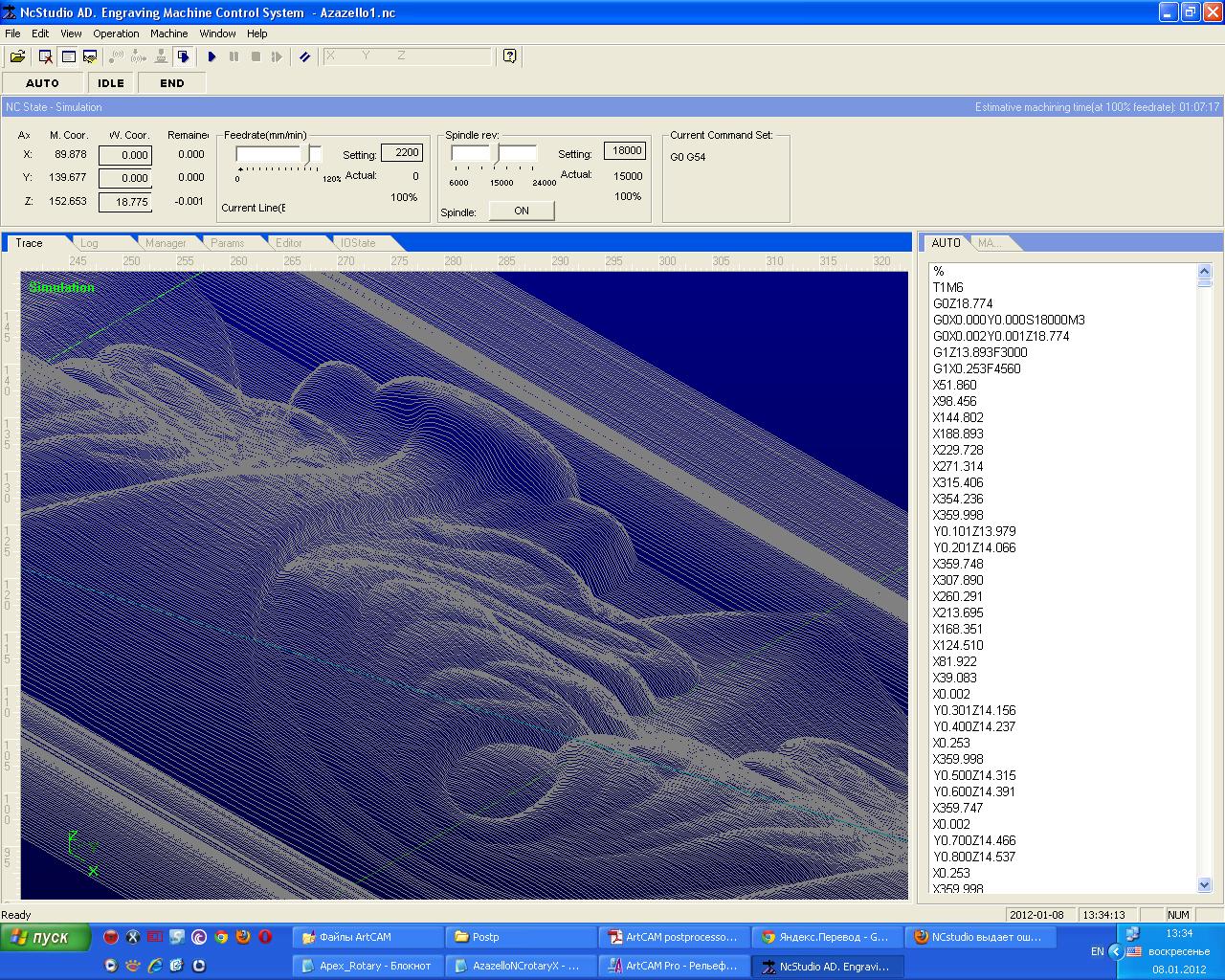
в результате капец: 3.1. оригинал растянуло около 30%
3.2. съело весь рисунок (см. оригинал)
3.3. по окончании - возврат шпинделя в 0 точку происходит на нереальной скорости. первый раз убегал от него.
Ну и: нужна помощь.
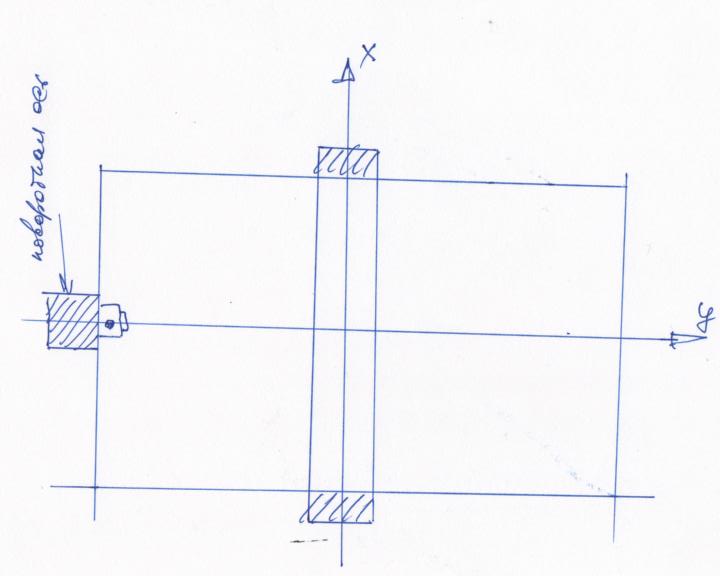
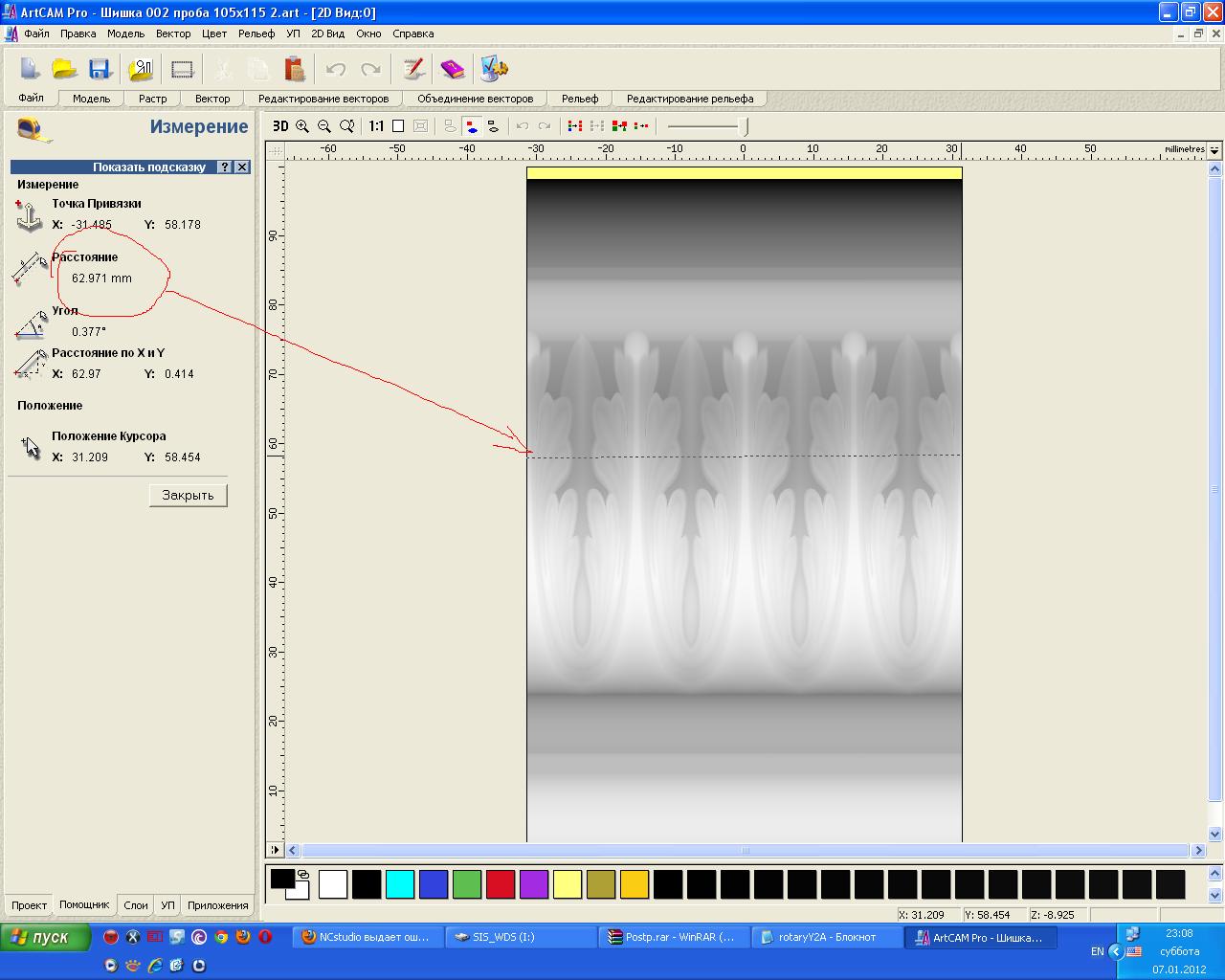
Особенно героев которые смогли победить этот вопрос.еще предполагаю, что разворот модели который я сделал не правильный т.к. его общая ширина 63 мм, а должно быть гдето 360 мм (105*3,1428). Поэтому съело рисунок.
А вот геометрия поменялась видимо из-за постпроцессора, ткт как масштаб менял только по оси х.
Почему летает в конце шпиндель на нереальной скорости - думаю это тоже постпроцессор.
еще видео есть чуток:
шишка видеоПредложу 2 варианта, не трогая механики.
- поменять местами провода Step/Dir на драйверах ШД Х и Y, т.е. длинная ось будет Х. ШД поворотки подключить к бывшему драйверу Х, ныне - Y.
- ШД поворотки подключить к Х и подправить постпроцессор Арткама, чтобы координаты Х выводились в УП с буквой Y…
тоже вариант: надо подумать.
я получается применил второй вариант, подменил буковки в постпроцессоре.


вот модель в арткаме - разворот

в кольце так получается
Уважаемый Модератор: прошу перенести сообщения с 14 по 23 из темы"NCstudio выдает ошибку при работе с файлами из АртКАМа" в новую тему "Как подключить поворотную ось Х?"
Сообщение отредактировал ZulukBAY: 07 Январь 2012 - 22:24


















{kind=link}
{kind=link}