Прикрепленные изображения
Сообщение отредактировал Mischa: 14 Март 2013 - 13:44


Студент

Отправлено 14 Март 2013 - 13:35
Сообщение отредактировал Mischa: 14 Март 2013 - 13:44
Доктор CNC
Отправлено 14 Март 2013 - 13:45
Студент
Отправлено 14 Март 2013 - 13:46
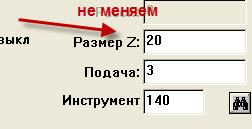
значит на глубину фрезеровки этот параметр не влияет.наверное изменится безопасная высота по Z при быстрых перемещениях.
но эту величину можно указать ручками при генерации программы - Высота перебега, вот она как называется
Сообщение отредактировал Mischa: 14 Март 2013 - 13:56
Доктор CNC
Отправлено 14 Март 2013 - 14:17

Студент
Отправлено 14 Март 2013 - 16:27
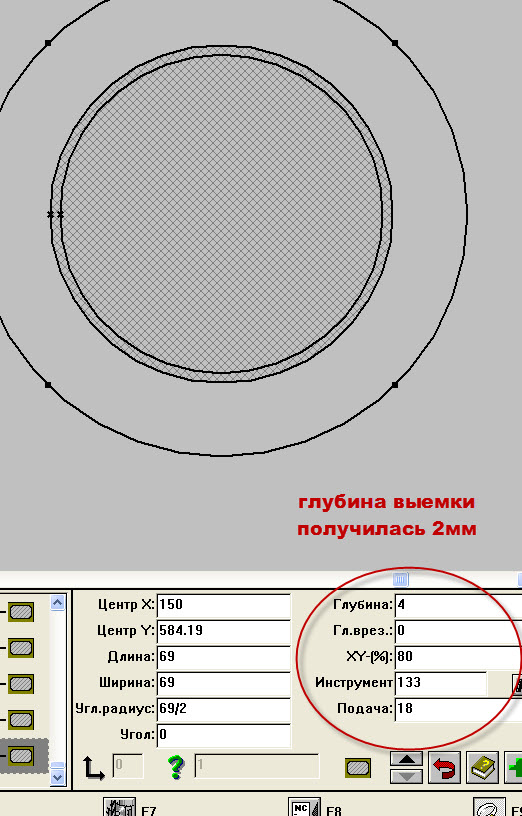
Processed part - Thinkness - где находится? Пользуюсь woodwop 5 в русской редакцииНа глубину влияет значение Processed part - Thinkness ну и конечно само значение глубины
Доктор CNC
Отправлено 14 Март 2013 - 16:46

Сообщение отредактировал Хочувсезнать: 14 Март 2013 - 16:48
Студент
Отправлено 14 Март 2013 - 18:28
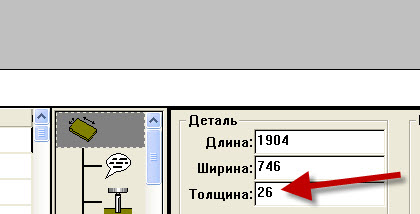
Деталь - Толщина
высота материала заготовки по Z от уровня присосок
Сообщение отредактировал Mischa: 14 Март 2013 - 18:29
Доктор CNC
Отправлено 14 Март 2013 - 18:52
Сообщение отредактировал Хочувсезнать: 14 Март 2013 - 18:46
Студент
Отправлено 14 Март 2013 - 23:21
Доктор CNC
Отправлено 15 Март 2013 - 00:45
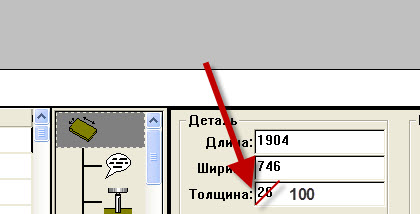
Но если ввести толщину детали не 16мм, а 100мм, а на присоски положить деталь толщиной 16мм, то размер от присосок не меняется. А если есть перемменная d, то меняется/
Сообщение отредактировал Хочувсезнать: 15 Март 2013 - 00:45
Студент
Отправлено 15 Март 2013 - 10:29
Заготовку мы кладем виртуально и только для того, чтобы понять, меняется расстояние от присосок до фрезы при изменении толщины детали в программе.Вопрос - зачем это делать? зачем вводить одну толщину заготовки а на самом деле класть заготовку другой толщины? Я в растерянности....
Доктор CNC
Отправлено 15 Март 2013 - 10:51
Студент
Отправлено 15 Март 2013 - 11:37
Доктор CNC
Отправлено 15 Март 2013 - 11:51
Сообщение отредактировал Хочувсезнать: 15 Март 2013 - 11:49
Студент
Отправлено 16 Март 2013 - 12:11
Сообщение отредактировал Mischa: 16 Март 2013 - 12:35
Абитуриент
Отправлено 16 Март 2013 - 12:38
Студент
Отправлено 16 Март 2013 - 13:23
Абитуриент
Отправлено 16 Март 2013 - 13:30
Доктор CNC
Отправлено 16 Март 2013 - 20:38
 ).
).
Сообщение отредактировал Хочувсезнать: 16 Март 2013 - 20:41
Студент
Отправлено 19 Март 2013 - 10:39
Сообщение отредактировал Mischa: 19 Март 2013 - 11:05
0 пользователей, 2 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC