




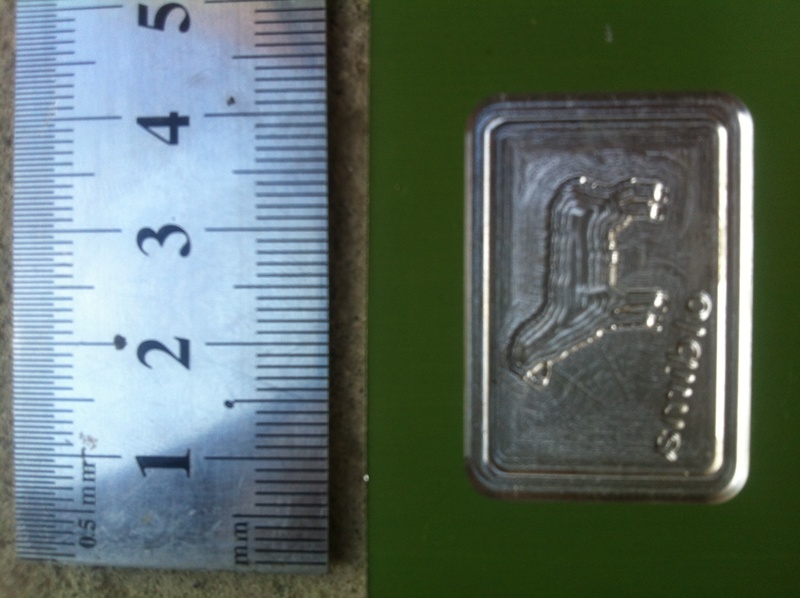
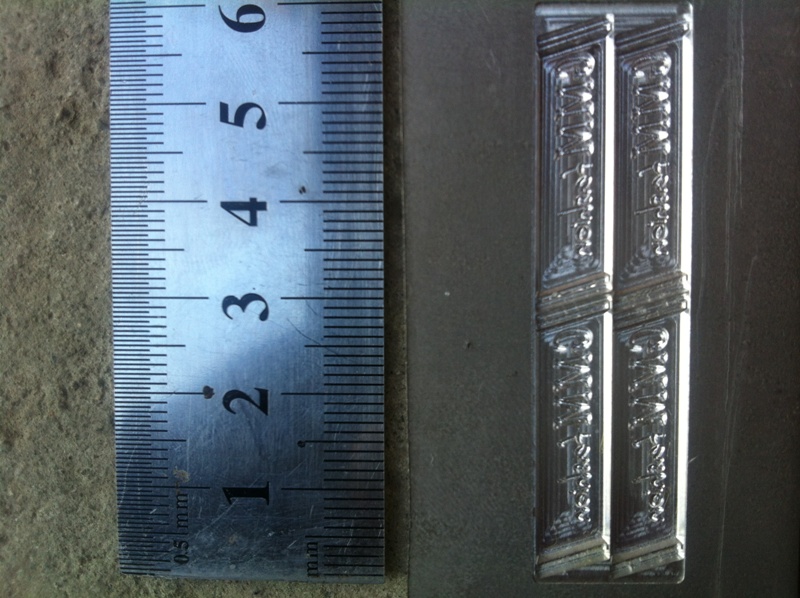
Не без косяков конечно. Но все по порядку: между пластиной (магниевая) и столом приклеил (на скотч двухсторонний) пенокартон 3мм. Макет собрал в корале, резал с Dr.Engrave. Станок roland egx 400. Используемые фрезеры ханита 1,5х3х4х38 для черновой, ханита 1х3х4х38 для повторной черновой (хотя, возможно, можно было пропустить), ханита h-gs-3-36=0.1 для "финишной" обработки, ханита 3х3х12х38 для вырезания по контуру. За все про все ушло 1,5 часа ( я не знаю много это или мало, это мой первый опыт в данной сфере).
Теперь о косяке, с права от буквы "А" осталась полоска, я предположил что связано со слишком большим расстоянием контура от букв, какое должно быть расстояние (по макету 1,5мм, фреза 3мм), я думал что вообще у меня все зарежет по краям.... Какие допустил ошибки, может кто посоветует что то дельное? Буду благодарен советам)))) Спасибо..
Сообщение отредактировал PowerLemon: 19 Июль 2013 - 16:48













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}