
Какая латунь и дюраль? есть охлаждение фрезы? какая фреза? Эти незначительные факторы могут влиять на скорость обработки и скорость поломки фрез.
начать можно глубина 0.1мм, скоротсь 300 мм/мин, скорость врезки 100 мм/мин.

Технология изготовления клише
Автор
wizard
, 24 Июн 2008 18:25
изготовление клише Обработка магния Обработка латуни
Сообщений в теме: 583
#241
 OFFLINE
OFFLINE
Ganch_er
-

- Пользователи+
-

- 874 сообщений
Доктор CNC
- Пол:Мужчина
- Город:КИЕВ
-
Из:Киев
Отправлено 27 Ноябрь 2012 - 21:08
#242
OFFLINE
Kenshi7an
-

- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
- Город:Нижневартовск
- Интересы:вин-софт, cnc, *nix, корел, эл.гитара, наладка компьютеров.
-
Из:Тюменской области
Отправлено 27 Ноябрь 2012 - 21:16
Металл был предложен к станку sd5040 фирмой Бронко, 2 и 4 мм, тех. данных не имею, охлаждение - ванночка без дна с водой на двухстороннем скотче приклеивается по месту (брызгает немного, но для начала самое то, водичку доливаю по мере испарения ))Какая латунь и дюраль? есть охлаждение фрезы? какая фреза? Эти незначительные факторы могут влиять на скорость обработки и скорость поломки фрез.
начать можно глубина 0.1мм, скоротсь 300 мм/мин, скорость врезки 100 мм/мин.
Желательно так же добавить варианты для стали (твердосплав) - хотелось бы в будущем и металл давить прессом по форме.
Пилю "хэви"  -металл на этом: SD-5040, пульт RZNC-0501.
-металл на этом: SD-5040, пульт RZNC-0501.
-металл на этом: SD-5040, пульт RZNC-0501.
#243
OFFLINE
cir
-

- Пользователи+
-
- 188 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:город герой Минск
-
Из:CCCP
Отправлено 29 Ноябрь 2012 - 15:10
Гравировал магниевый сплав для клише фирмы АГФА, как белый для гравировки так и с фоторезистивным покрытием. начинал со скоростей 6-8 мм/секунду и аналогичным вашему снятием. Сейчас пока остановился для торцевых(для встречного фрезерования) - 6/6/2 мм - 22000об., 24 мм/с., глубина 0,5 мм, сдвииг 40%; 3/2/1 - 24000 об., 22 мм/с, глубина 0,5мм, сдвиг 40%. Конические гравёры - 3/0,1/36 24000 об, 12 мм/с глубина 1 мм, сдвиг 40%; 3/0,2(0,1)/60 24000 об. 14 мм глубина 1 мм, сдвиг 40%. Шаровые 6/3/2 22000 16 мм/с, глубина 0,5, сдвиг 5%; 3/0,8/2 22000 12 мм/с, глубина 0,5, сдвиг 5%. Скорость врезания практически везде 3 мм/с. А вот с пирамидками у меня не заладилось, "выдавливают" край среза вверх при гравировке и ломаются чаще чем остальной инструмент. Всё твёрдосплавы фирмы TideWay с хитрым покрытием. Работаю без СОЖ, на маленьком станке 40х60 шпиндель 800 ватт. Судя по звуку, думаю что подачи можно увеличить еще процентов на 25. Но опять же это всё действительно индивидуально. 
Как-то так.
Как-то так.
#244
OFFLINE
cir
-
- Пользователи+
-
- 188 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:город герой Минск
-
Из:CCCP
Отправлено 04 Декабрь 2012 - 16:04
Пытаюсь изобрести велосипед осваивая микроконгрев (как я его себе представляю).
Получается в принципе, то что задумывалось, (со скидкой на биение фрезы и низкую повторяемость(относительно большую погрешность) станка), особенно если теснить дорогущей голографической фольгой

Возникла идея сделать голографическое клише. Ведь наверняка это возможно, хотяб в том плане чтоб под одним углом было одно изображение, под другим - другое.
Чтоб не начинать путь с повторения школьных азов оптики, уважаемые гуру подскажите в какую сторону "копать", заранее спасибо.
Получается в принципе, то что задумывалось, (со скидкой на биение фрезы и низкую повторяемость(относительно большую погрешность) станка), особенно если теснить дорогущей голографической фольгой
Возникла идея сделать голографическое клише. Ведь наверняка это возможно, хотяб в том плане чтоб под одним углом было одно изображение, под другим - другое.
Чтоб не начинать путь с повторения школьных азов оптики, уважаемые гуру подскажите в какую сторону "копать", заранее спасибо.
#245
OFFLINE
Kenshi7an
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
- Город:Нижневартовск
- Интересы:вин-софт, cnc, *nix, корел, эл.гитара, наладка компьютеров.
-
Из:Тюменской области
Отправлено 04 Декабрь 2012 - 16:20
единственное, что не понял вообще, что за параметры ?6/6/2 мм
Пилю "хэви" -металл на этом: SD-5040, пульт RZNC-0501.
-металл на этом: SD-5040, пульт RZNC-0501.
#246
OFFLINE
cir
-
- Пользователи+
-
- 188 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:город герой Минск
-
Из:CCCP
Отправлено 04 Декабрь 2012 - 16:23
6мм - диаметр хвостовика, 6мм - диаметр режущей части, 2 - зуба.единственное, что не понял вообще, что за параметры ?
#247
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 04 Декабрь 2012 - 16:57
Ведь наверняка это возможно, хотяб в том плане чтоб под одним углом было одно изображение, под другим - другое.
Чтоб не начинать путь с повторения школьных азов оптики, уважаемые гуру подскажите в какую сторону "копать", заранее спасибо.
Такое клише сделать нетрудно. Единственная проблема - потребуется максимально тонкий инструмент, который реально может работать на вашем станке. Например, гравер с углом 15 градусов и пятном контакта диаметром 0.05.
Если ваш станок позволит гравировать таким инструментом на глубину 0.1 мм и при этом ширина на дне канавки будет действительно 0.05 мм, то вы сможете сделать клише с таким же эффектом мерцания, как на десятирублевой монете.
Сообщение отредактировал MasterSplinter: 04 Декабрь 2012 - 16:57
Ушел с этого форума.
Связь по Вотсапу.
#248
OFFLINE
cir
-
- Пользователи+
-
- 188 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:город герой Минск
-
Из:CCCP
Отправлено 04 Декабрь 2012 - 19:54
А каким образом "проектируется" этот голографический эффект, за счет чего он образуется? Я так понимаю важен угол гравёра? Если м-у элементами образованные "выбраннымм углом" 60 град. втиснуть элементы с углом 38 град. - оно и получится? Или я что-то не так понимаю?Такое клише сделать нетрудно....
#249
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 04 Декабрь 2012 - 21:20
Да, в 10-рублевке сделано именно на принципе разных углов на некоторых участках грани - здесь игра блика, а не дифракция... Для нормальной дифракции фрезы с полкой 0.05 будет мало, т.к. если мы ей пройдем даже без ребер между проходами, то на 1 мм будет всего лишь 20линий, а если с ребрами, то будет заметно меньше, а даже посредственная школьная дифракционная решетка, которые в советское время были в кабинетах физики имели не менее 50линий на мм, те что получше - 100линий на мм (где-то до сих пор валяются на антресолях - покупал в магазине школьных пособий...)....
С дифракцией баловались, когда для ширпотреба на родном НПО" Восток" делали из отработанных шаблонов дифракционные картинки методом контактной фотолитографии по проектным нормам 3-4мкм, а не 50мкм, что предельно получить можно полкой 0.05мм...
С дифракцией баловались, когда для ширпотреба на родном НПО" Восток" делали из отработанных шаблонов дифракционные картинки методом контактной фотолитографии по проектным нормам 3-4мкм, а не 50мкм, что предельно получить можно полкой 0.05мм...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#250
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 05 Декабрь 2012 - 12:30
Да, в 10-рублевке сделано именно на принципе разных углов на некоторых участках грани - здесь игра блика, а не дифракция...
На мой взгляд, сделать клише методом гравировки так, чтобы получился эффект честной дифракции, крайне сложно, если вообще возможно. И уж во всяком случае, не на обычном доступном "гражданском" оборудовании. Без какого-нибудь DMG на линейных приводах за поллимона-лимон грина и пробовать нечего. Имхо.
А я говорил об эффекте мерцания, как на десятирублевке. Это вполне достижимо, эффект получается даже лучше, чем на монете.
cir
Или я что-то не так понимаю?
Да, примерно так понимаете. Делаем "болванку" - ребристую поверхность гравером 30 градусов с минимальной полкой. А затем срезаем в нужных местах тончайшим доступным гравером с одной стороны получившихся ребер фрагменты одного изображения, а с другой стороны этих ребер фрагменты второго изображения. В результате под одним углом будет видно одно изображение, а под другим углом второе изображение.
Только нужно учесть, что этот эффект должен получиться на оттиске, а клише должно быть "вывернутым".
У меня есть такие образцы.
Ушел с этого форума.
Связь по Вотсапу.
#251
OFFLINE
cir
-
- Пользователи+
-
- 188 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:город герой Минск
-
Из:CCCP
Отправлено 05 Декабрь 2012 - 15:15
А можно полюбопытствовать, в смысле посмотреть фотку, для наглядности?...
У меня есть такие образцы.
#252
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 05 Декабрь 2012 - 16:10
Да с вашим опытом да вашим оборудованием - НЕ сомневаюсь!!!!На мой взгляд, сделать клише методом гравировки так, чтобы получился эффект честной дифракции, крайне сложно, если вообще возможно. И уж во всяком случае, не на обычном доступном "гражданском" оборудовании. Без какого-нибудь DMG на линейных приводах за поллимона-лимон грина и пробовать нечего. Имхо.
А я говорил об эффекте мерцания, как на десятирублевке. Это вполне достижимо, эффект получается даже лучше, чем на монете.
[b] cir
Да, примерно так понимаете. Делаем "болванку" - ребристую поверхность гравером 30 градусов с минимальной полкой. А затем срезаем в нужных местах тончайшим доступным гравером с одной стороны получившихся ребер фрагменты одного изображения, а с другой стороны этих ребер фрагменты второго изображения. В результате под одним углом будет видно одно изображение, а под другим углом второе изображение.
Только нужно учесть, что этот эффект должен получиться на оттиске, а клише должно быть "вывернутым".
У меня есть такие образцы.
Мне те полтора часа общения, что был у вас на фирме дали много нового в понимании реального производства клише, а не наколеночтых технологий, которыми баловался в свое время...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#253
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 05 Декабрь 2012 - 16:45
Спасибо на добром слове. А вы, кажется, видели эту детальку - латунный электрод для сувенирной линейки, или саму линейку из стали, где один из фрагментов мерцал?
Для cir: Фотки, разве что, после Нового Года. Сейчас не продохнуть от работы. Но десятирублевка прекрасный наглядный пример.
Для cir: Фотки, разве что, после Нового Года. Сейчас не продохнуть от работы. Но десятирублевка прекрасный наглядный пример.
Сообщение отредактировал MasterSplinter: 05 Декабрь 2012 - 17:17
Ушел с этого форума.
Связь по Вотсапу.
#254
OFFLINE
HAMM
-
- Пользователи+
-
- 807 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Краснодар
-
Из:Краснодар
Отправлено 05 Декабрь 2012 - 17:19
Да, видел, но как это описать, даже не знаю, но выглядело очень сложно. И еще раз спасибо, как Вы и говорили, Роланд можно заставить работать быстрее, относительно рекомендованных параметров.
P.S. Или предыдущий вопрос был адресован Вадиму? Просто я был у Вас в гостях на день раньше, могли нас и перепутать
P.S. Или предыдущий вопрос был адресован Вадиму? Просто я был у Вас в гостях на день раньше, могли нас и перепутать
#255
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 05 Декабрь 2012 - 19:05
Нет - не видел, но видел не менее крутые ваши изделия...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#256
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 05 Декабрь 2012 - 19:17
Я с недосыпу, увидев Аркадия онлайн, задал вопрос ему. Это он видел.
Полиграфический новый год, перегрузка по всем фронтам.
Извините, коллеги.
Полиграфический новый год, перегрузка по всем фронтам.
Извините, коллеги.
Сообщение отредактировал MasterSplinter: 05 Декабрь 2012 - 19:25
Ушел с этого форума.
Связь по Вотсапу.
#257
OFFLINE
cir
-
- Пользователи+
-
- 188 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:город герой Минск
-
Из:CCCP
Отправлено 05 Декабрь 2012 - 22:19
Штука в том что в наших палестинах рубли только бумажные......
Для cir: Фотки, разве что, после Нового Года. Сейчас не продохнуть от работы. Но десятирублевка прекрасный наглядный пример.
Постараюсь конечно где-нибудь достать монетку, но пока с трудом представляю где и как, может в обменнике куплю.
Если не сложно и будет возможность, пусть и после Н.Г., всё-таки выложите фото. Заранее спасибо.
#258
OFFLINE
Kenshi7an
-
- Пользователи
-
- 14 сообщений
Студент
- Пол:Мужчина
- Город:Нижневартовск
- Интересы:вин-софт, cnc, *nix, корел, эл.гитара, наладка компьютеров.
-
Из:Тюменской области
Отправлено 05 Декабрь 2012 - 22:34
примерные не высокого качества изображения рублей на сайте сбербанка есть для ознакомления
Пилю "хэви" -металл на этом: SD-5040, пульт RZNC-0501.
-металл на этом: SD-5040, пульт RZNC-0501.
#259
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 05 Декабрь 2012 - 22:44
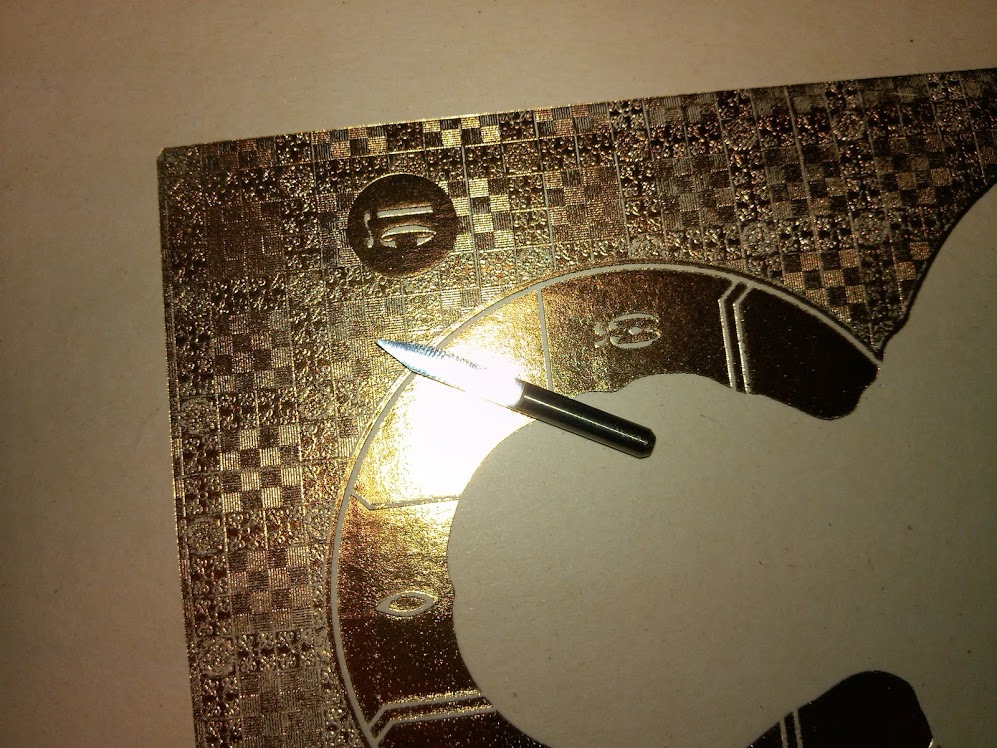
Как на зло в кошельке не оказалось новенькой 10рублевой монеты, а на слабобликующей плохо видно... Но если присмотреться на штриховку на дырке нуля, то под разными углами видно 10 и РУБ....
Прикрепленные изображения

Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#260
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 06 Декабрь 2012 - 08:40
Эффект мерцания не очень хорошо виден даже и на новеньких десятках. На старых монетах, которые побольше, желтые с белым, видно гораздо лучше. А теперь качество чеканки снизилось, причем заметно. Вероятно, из-за массовости выпуска монет.
Если вооружиться микроскопом и промерять участок мерцания, становится понятно, что на монетном дворе имеется отменное фрезерное оборудование и доступен очень хороший инструмент.
Насколько мне известно, так как раз стоит старшая в линейке машина Декель Махо (теперь называется DMG) на линейных приводах.
Если пытаться повторить этот эффект на "гражданском" оборудовании, то шаг растра на участке мерцания придется увеличивать раза в полтора. Из-за биений и недостатка точности и жесткости.
Так что мерцающий участок на десятке является вполне актуальной защитой от подделки монет.
Если вооружиться микроскопом и промерять участок мерцания, становится понятно, что на монетном дворе имеется отменное фрезерное оборудование и доступен очень хороший инструмент.
Насколько мне известно, так как раз стоит старшая в линейке машина Декель Махо (теперь называется DMG) на линейных приводах.
Если пытаться повторить этот эффект на "гражданском" оборудовании, то шаг растра на участке мерцания придется увеличивать раза в полтора. Из-за биений и недостатка точности и жесткости.
Так что мерцающий участок на десятке является вполне актуальной защитой от подделки монет.
Ушел с этого форума.
Связь по Вотсапу.
Темы с аналогичным тегами изготовление клише, Обработка магния, Обработка латуни



Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

