

 Тема закрыта
Тема закрыта
Доброго дня всем! Станок Advercut K6090T. Столкнулся я с ощутимой проблемой. При гравировки на пластинах латуни (лс63) ломаются фрезы.
Я человек неопытный в этой отрасли, опыта нет + станок (Advercut K6090T) новый, на нем еще не работал опытный спец.
Раньше работал на лазерном гравере Vision, но это совсем иной опыт, не подходящий для данной ситуации.
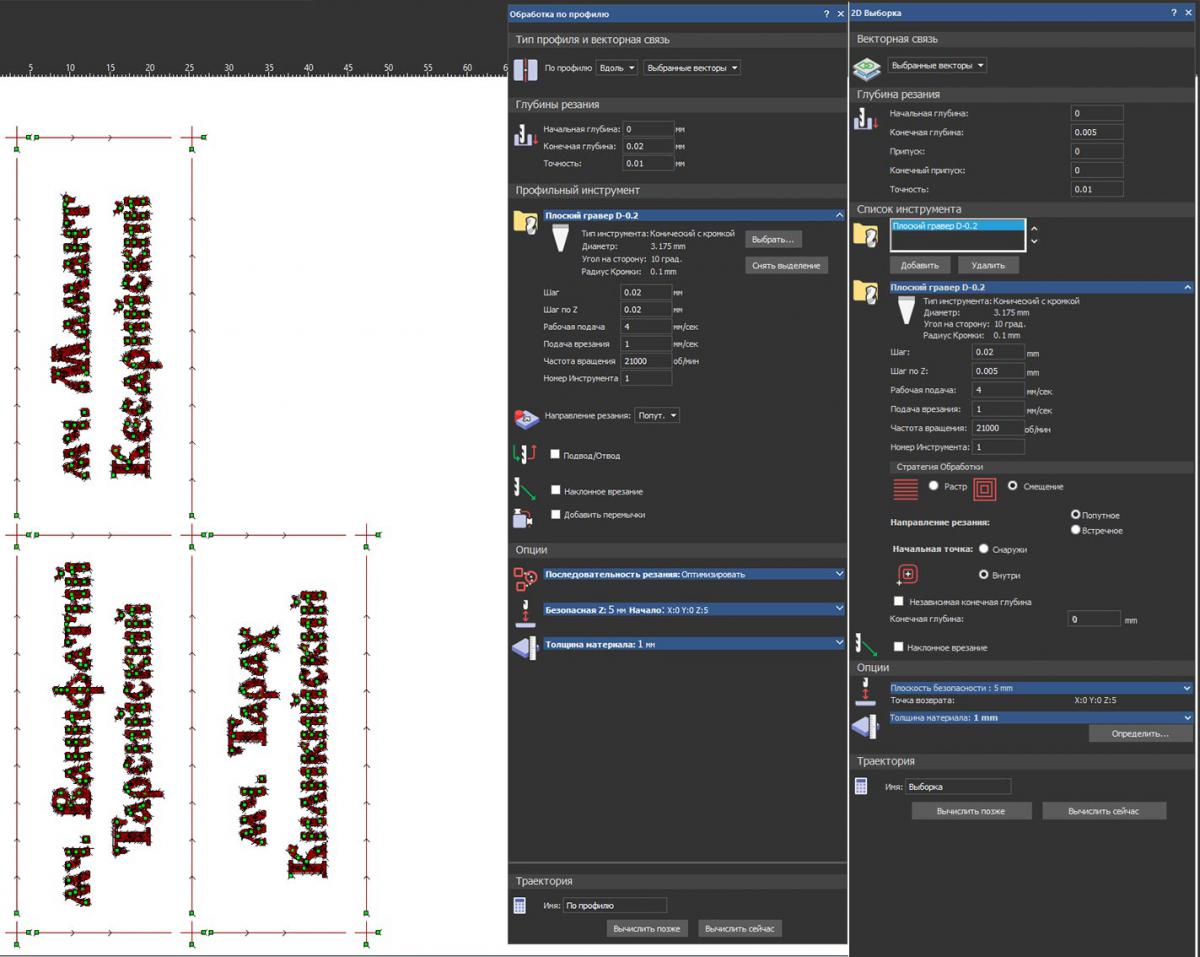
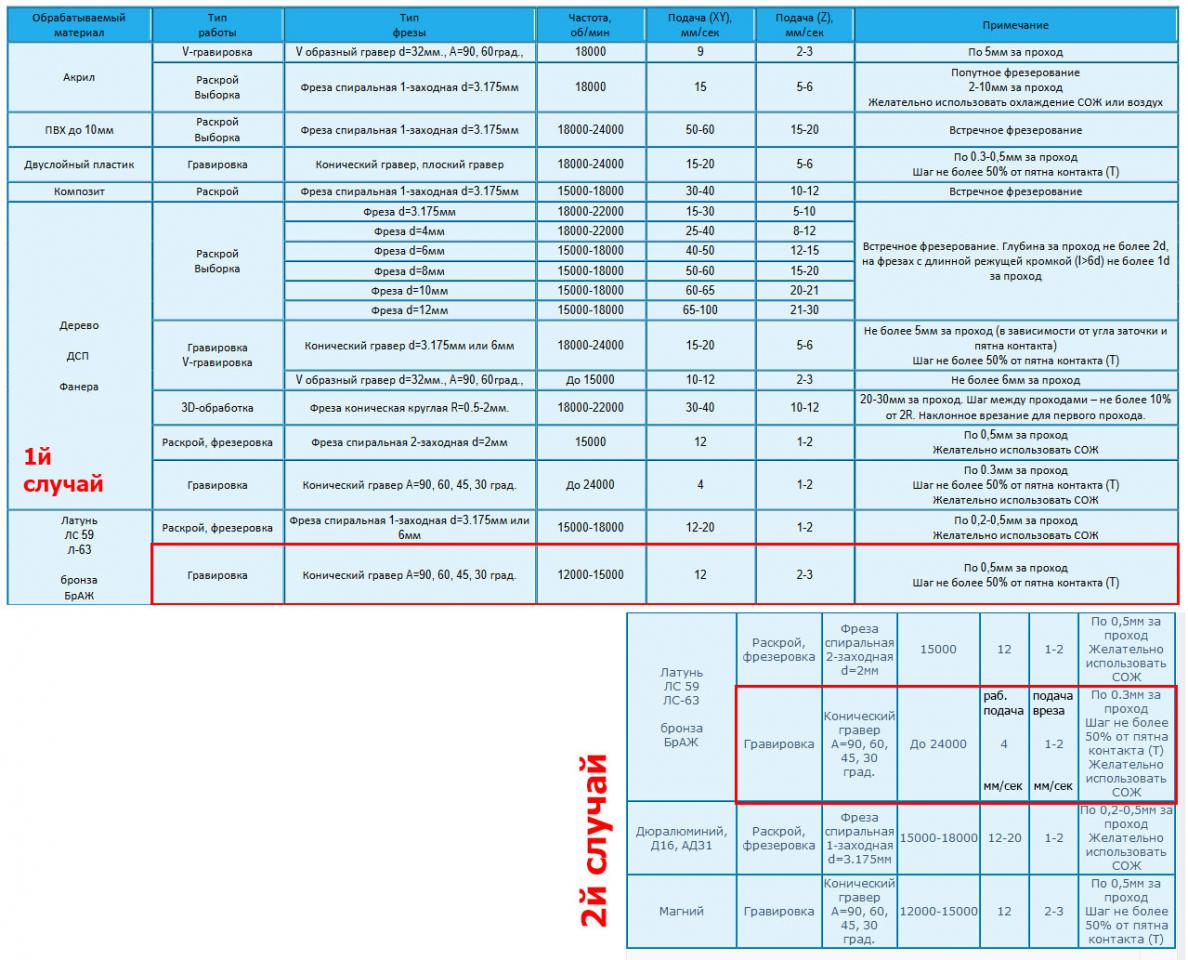
И так мне посоветовали некую таблицу нормативов по настройке станка и управляющей программы в ArtCam. По этим нормативам я выставлял цифры. На скринах приведу примеры этой фрезы, моих настроек и фото самого листа латуни после слома фрез.
Листы латуни приклеиваются двухсторонним скотчем к предварительно фрезерованной поверхности. Зазоров нет, всё плотно.
_____________________________________________________________________________________________________________________________________________________________________________________________
1. В первом случае фреза сломалась после примерно часа работы, видимо от перегрева, это была 10 строка текста (траектория "Выборка"). Передо мной была задача отгравировать 15 именных табличек с рамочками реза.
Настройки движения фрезы взяты с таблицы (1й случай)
(рамки с глубиной - 0.03, хотел 0.01, но программа не просчитывает), Выборка - 0.005, Скорость шпинделя - 12000 (200)
______________________________________________________________________________________________________________________________________________________________________
2. Во втором заходе фреза сломалась не доделав разметочные контуры по периметру рамки, траектория - "по профилю (вдоль)" после слома кончика далее фреза шла по воздуху...
(рамки с глубиной - 0.02), Выборка - 0.005, Скорость шпинделя 21000 (350)
_______________________________________________________________________________________________________________________________________________________________________
на сайтах пишут , что фреза по стали и цветным металлам. Вытяжка достаточно мощная, отводит стружку в сторону и заодно охлаждает фрезу и шпиндель.
На скрине настройка траекторий по второму случаю.
Мои выводы разделяются на два рассуждения. Либо я использую совершенно неподходящую фрезу, либо для этой фрезы нужны совершенно иные характеристики скоростей и подачь.
Очень прошу помощи.... сломалось уже более семи фрез. Ситуация просто очень бесит, сроки горят, нужно сдавать продукцию. (территориально находимся в Сергиевом Посаде).
Видимо нужен опытный человек для отстройки рабочего процесса.
Прикрепленные изображения


Сообщение отредактировал dimitry_ann: 17 Июль 2020 - 17:25












