имеет ли погрешность конкретной рулетки значение в описанном мною случае?
Сами то как думаете или у вас линейка на 2м? Что тоже не эталон


Гуру CNC

Отправлено 04 Ноябрь 2021 - 13:03
имеет ли погрешность конкретной рулетки значение в описанном мною случае?
Сами то как думаете или у вас линейка на 2м? Что тоже не эталон
Абсолем CNC:)

Отправлено 04 Ноябрь 2021 - 13:22
а растяжение зубчатого ремня не может давать такой эффект? если предположить , что станку лет 5 минимум и если ремень не менялся.
Растяжение ремня дает люфт, а не циклические биения... Да и растяжение легко оценивается и устраняется...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Доктор CNC
Отправлено 04 Ноябрь 2021 - 13:29
Пытаюсь настроить станок 2500 на 1500
А Вы измерения только в одном месте рабочего стола проводили?
Абсолем CNC:)
Отправлено 04 Ноябрь 2021 - 14:25
Кстати подобные биения интересно наблюдать, когда измерения проводишь не рулеткой, а оптической линейкой, подключенной к компу, когда еще и графики строятся....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Гуру CNC
Отправлено 04 Ноябрь 2021 - 21:16
интересно наблюдать, когда измерения проводишь не рулеткой, а оптической линейкой,
и что кажет ? только честно.... Я на своем станке из-за кривой шестерни тоже +\- 0.1 мм на оборот наблюдал . Потом как ни старался шестеренки привести в надлежайший вид точнее чем в +\- пару соток мм на оборот уложиться не получилось. В связи с чем категорически заявляю- всякоразные средства измерения с точностью в два-три знака после запятой есть вселенское зло  ....
....
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Абитуриент
Отправлено 04 Ноябрь 2021 - 21:47
Сами то как думаете или у вас линейка на 2м? Что тоже не эталон
Рулетку сравнивал с линейкой, она полностью совпадает. Понятно что я не могу измерить очень точно, но тем не менее этот способ настройки многие предлагают попробовать, то есть он рабочий. Тем более, если бы речь шла о 0,5-1 мм , можно говорить о погрешности измерения, но речь же о 3+ мм
А Вы измерения только в одном месте рабочего стола проводили?
от места зависимости не заметил
Кстати подобные биения интересно наблюдать, когда измерения проводишь не рулеткой, а оптической линейкой, подключенной к компу, когда еще и графики строятся....
сегодня переустановил программу, 5.5.60 поставил. При том коэффициенте, что сейчас стоит картина другая - от 100 до 600 мм довольно точно идет, а потом от 600 до 1300 равномерно примерно 5 мм лишних набегает.
Обратил внимание что на разъемах в драйверах есть подгоревшие пины, но правда на Y и Z, на Х нормально. Драйвера стоят CWD 556 с пиковой нагрузкой 5.6 А, RMS - 4 A. А двигателя SM86HT80-5504A с 5,5 А. Не слабые ли это драйвера для этих двигателей?
Гуру CNC
Отправлено 04 Ноябрь 2021 - 22:06
Обратил внимание что на разъемах в драйверах есть подгоревшие пины, но правда на Y
Смешались в кучу кони люди, И залпы тысячи орудий Слились в протяжный вой...........
Вы в порядок матчасть вначале приведите ,а уж потом под ваши артефакты со станком и теоретическую базу подвести возможно.........
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Абитуриент
Отправлено 04 Ноябрь 2021 - 22:16
Смешались в кучу кони люди, И залпы тысячи орудий Слились в протяжный вой...........
Вы в порядок матчасть вначале приведите ,а уж потом под ваши артефакты со станком и теоретическую базу подвести возможно.........
Станок в запущенном состоянии, но поменять все и сразу мне по финансовым причинам тяжело сейчас. Поэтому и пытаюсь понять что в первую очередь менять нужно
Гуру CNC
Отправлено 04 Ноябрь 2021 - 22:38
Если у вас к примеру драйвер часть импульсов Step периодически проглатывает ввиду подгоревших контактов иль "сопливой" проводки к нему,то искать причину неравномерного перемещения можно бесконечно.... Обычно еще Винду рекомендуют переустановить и оптимизировать,пробуйте ежели чЁ......
Сделанное правильно — красиво. Если сделанное тебе не нравится — то и работать оно будет хреново. Перевари, пересверли, выпили заново — ну, или хотя бы покрась.
Гуру CNC
Отправлено 04 Ноябрь 2021 - 22:45
Рулетку сравнивал с линейкой, она полностью совпадает. Понятно что я не могу измерить очень точно, но тем не менее этот способ настройки многие предлагают попробовать, то есть он рабочий. Тем более, если бы речь шла о 0,5-1 мм , можно говорить о погрешности измерения, но речь же о 3+ мм
Я специально для вас выложил фото 4х рулеток, все начинались в одном месте.
Если у вас к примеру драйвер часть импульсов Step периодически проглатывает ввиду подгоревших контактов иль "сопливой" проводки к нему,то искать причину неравномерного перемещения можно бесконечно.... Обычно еще Винду рекомендуют переустановить и оптимизировать,пробуйте ежели чЁ......
А зачем, тут же светлее и теплее, чем в станке ковыряться. Вдруг само рассосется
Абсолем CNC:)
Отправлено 05 Ноябрь 2021 - 07:55
и что кажет ? только честно.... Я на своем станке из-за кривой шестерни тоже +\- 0.1 мм на оборот наблюдал . Потом как ни старался шестеренки привести в надлежайший вид точнее чем в +\- пару соток мм на оборот уложиться не получилось. В связи с чем категорически заявляю- всякоразные средства измерения с точностью в два-три знака после запятой есть вселенское зло
Показывают реальные биения - так у нас на заводе выставляют масштабный коэффициент и оценивают биения... Реально мерят это все полутораметровой оптической линейкой...
При том коэффициенте, что сейчас стоит картина другая - от 100 до 600 мм довольно точно идет, а потом от 600 до 1300 равномерно примерно 5 мм лишних набегает.
При таком описании мне бы захотелось промерить шаг зубьев, ибо возникает крамольная мысль, что у рейки неравномерно нарезаны зубья.... С рейками такого не встречал, а вот ШВП - попадались...
Драйвера стоят CWD 556 с пиковой нагрузкой 5.6 А, RMS - 4 A. А двигателя SM86HT80-5504A с 5,5 А. Не слабые ли это драйвера для этих двигателей?
Для 86мм движков предпочел бы драйвера на большее напряжение, ибо на больших частотах может не хватать напряжения для набора за время шага полного тока, хотя на низких скоростях движения и этих драйверов хватит... Ну а по току - это его рпбочие характеристики ,т.е. он должен штатно работать при таких токах в нагрузку...
Обратил внимание что на разъемах в драйверах есть подгоревшие пины
А это не есть хорошо: возможно при пайке этих разъемов на заводе в них затек активный флюс, который и устроил коррозию и подгорание... Также могут быть подразедены дорожки на плате к этим разъемам...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Гуру CNC
Отправлено 05 Ноябрь 2021 - 09:49
С рейками такого не встречал, а вот ШВП - попадались...
Вадим, это как и как могли так накатать?
Абсолем CNC:)
Отправлено 05 Ноябрь 2021 - 11:32
Вадим, это как и как могли так накатать?
Сам удивляюсь, но это факт: когда работал в САН-е, то был продан одним пользователям станок X-7, у которого последние 20см рабочего поля по Y давали ошибку почти на два миллиметра, а это для конкретного пользователя было очень важно... По гарантии заменял ШВП, что и решило проблему.... Там реально менялся шаг на нарастание...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Абитуриент
Отправлено 05 Ноябрь 2021 - 13:04
Показывают реальные биения - так у нас на заводе выставляют масштабный коэффициент и оценивают биения... Реально мерят это все полутораметровой оптической линейкой...
При таком описании мне бы захотелось промерить шаг зубьев, ибо возникает крамольная мысль, что у рейки неравномерно нарезаны зубья.... С рейками такого не встречал, а вот ШВП - попадались...
Для 86мм движков предпочел бы драйвера на большее напряжение, ибо на больших частотах может не хватать напряжения для набора за время шага полного тока, хотя на низких скоростях движения и этих драйверов хватит... Ну а по току - это его рпбочие характеристики ,т.е. он должен штатно работать при таких токах в нагрузку...
А это не есть хорошо: возможно при пайке этих разъемов на заводе в них затек активный флюс, который и устроил коррозию и подгорание... Также могут быть подразедены дорожки на плате к этим разъемам
Понятно, спасибо , буду разбирать, смотреть . Думаю шестерни и рейку поменять в любом случае надо, да и проводку всю проверить, думаю может еще кинуть напрямую провод от драйвера к двигателю, минуя старую проводку.
Сообщение отредактировал satel: 05 Ноябрь 2021 - 13:10
Абсолем CNC:)
Отправлено 05 Ноябрь 2021 - 18:03
думаю может еще кинуть напрямую провод от драйвера к двигателю, минуя старую проводку.
Вполне реальный способ...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
Абитуриент
Отправлено 12 Ноябрь 2021 - 21:27
Вполне реальный способ...
Кажется понял в чем проблема- если посмотреть вдоль рейки видно, что она волной прикрученная, из за этого в тех местах, где прижимается сильнее, проходит меньшее расстояние и соответственно наоборот. Плюс еще был люфт на большой шестерне при 3д фрезеровке ось Х "уплывала" в сторону. Но "эксцентрический эффект" похоже именно из за волны, и именно поэтому и импульсы меняются в зависимости от того к какой точке посчитать. Вы были максимально близко к правильному ответу , когда предположили , что виновата рейка.
Абитуриент
Отправлено 16 Ноябрь 2023 - 15:28
Приветствую!
Прошу помощи в настройке мм/имп. на станке WATTSAN M1 6090.
Производителем было предоставлено такое значение для оси X и Y: 0,0145836371591075
Данные станка по осям X и Y:
Драйвер DMA860H с выставленным шагом 1/8
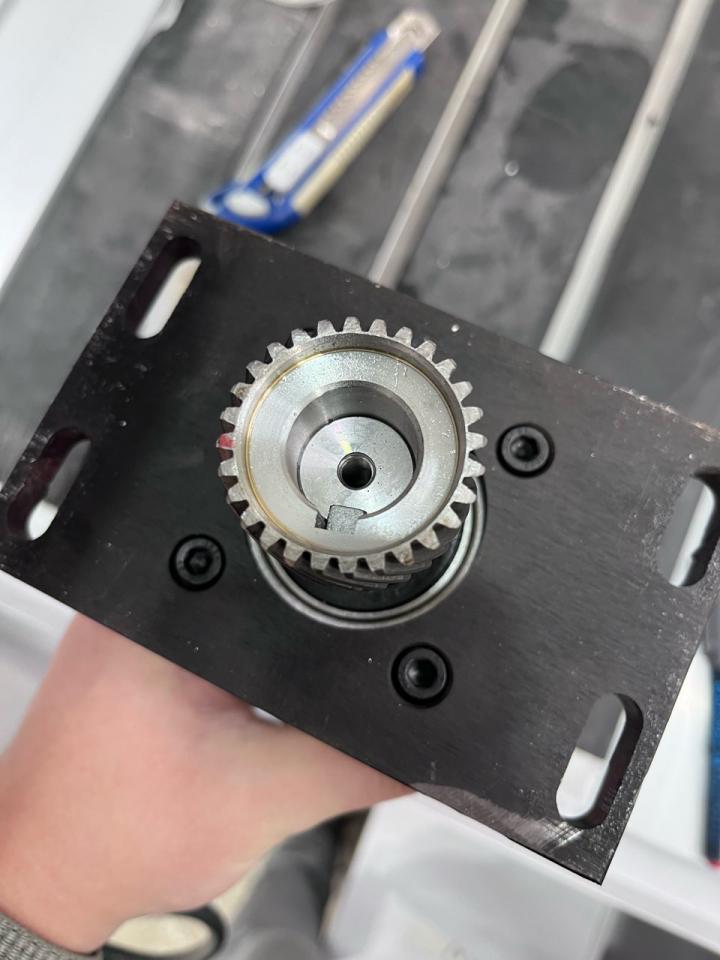
Шаговый двигатель 1,8 град (200 шаг/об.) и редуктор 1 к 5.
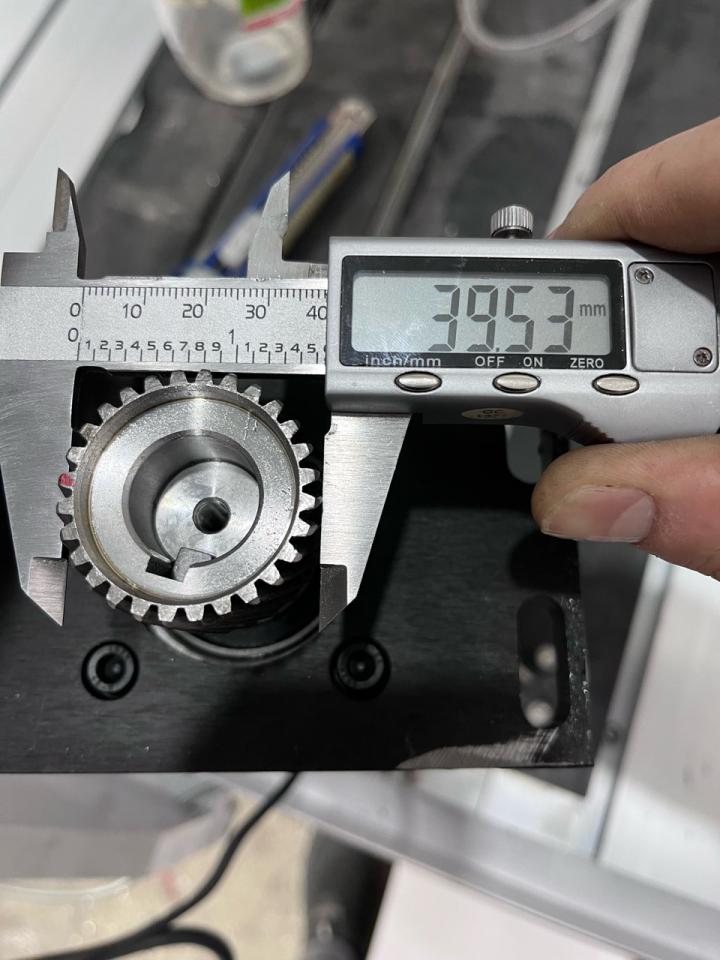
Косозубая рейка, косозубое зубчатое колесо на шаговом двигателе 28 зубов.
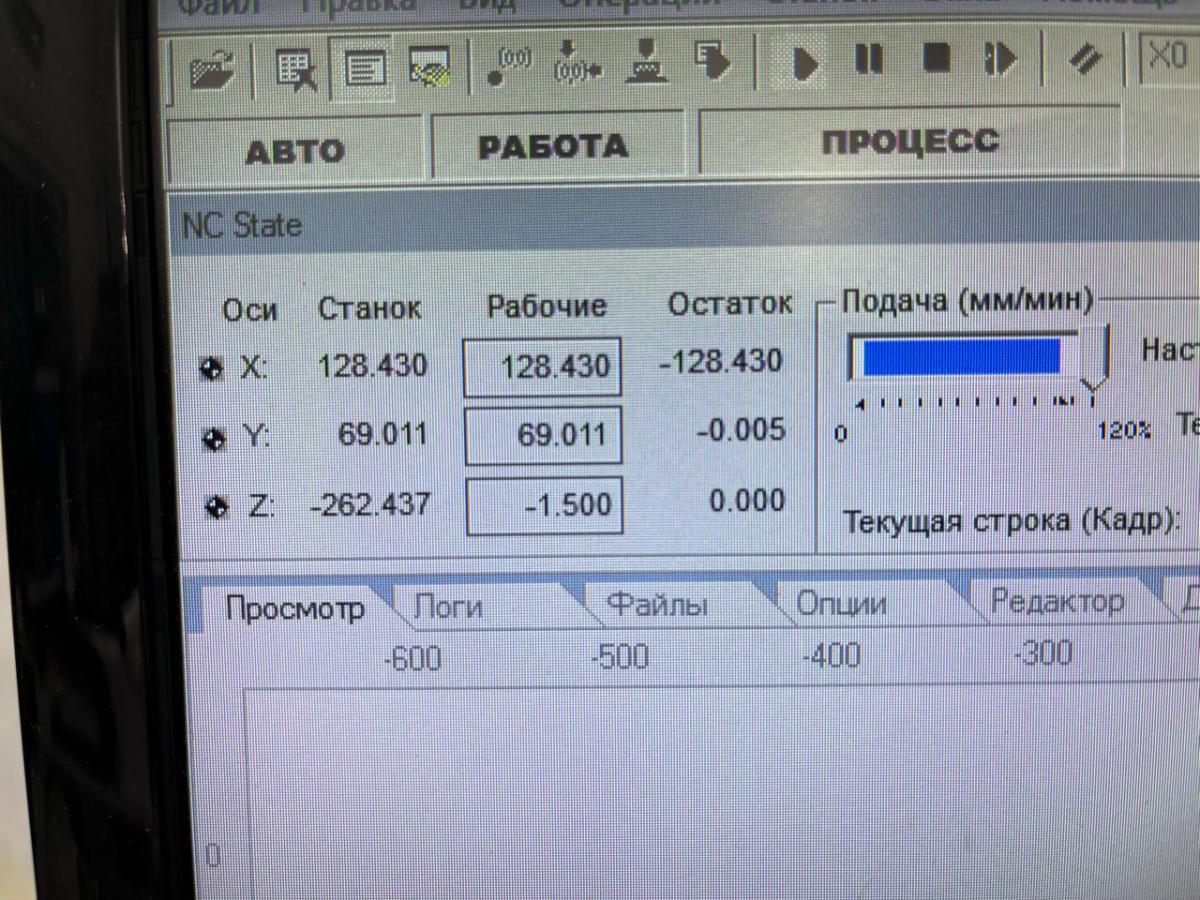
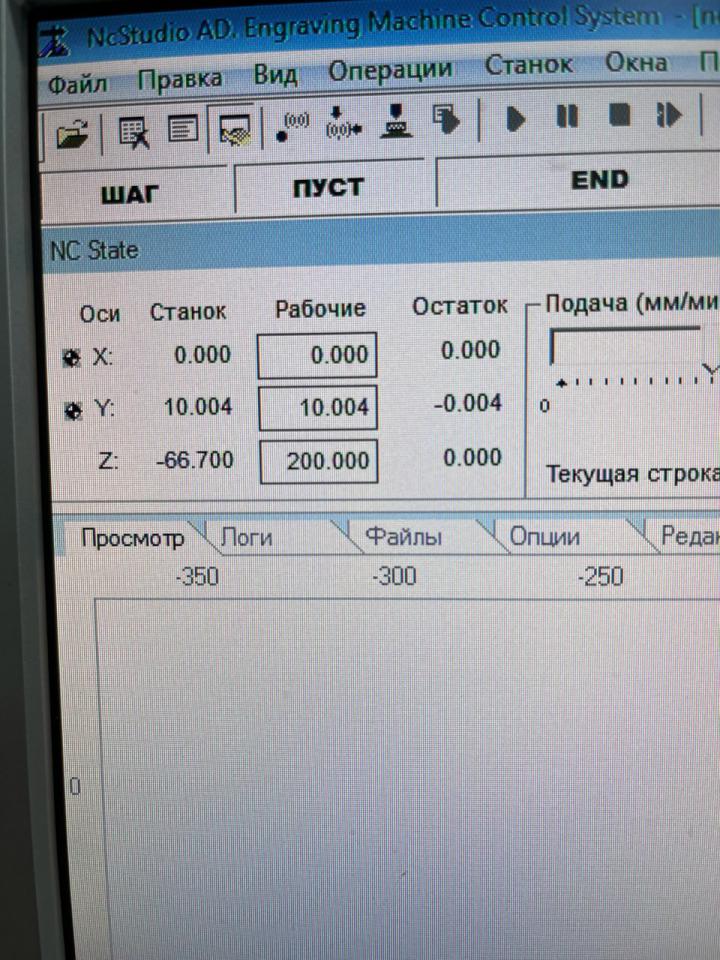
При движении по осям Y или X, к примеру, на 10 мм. В NC Studio v5.5.60 копится значение в поле "Остаток"(Remained).
Например, при движении оси Y на 10мм - на экране 10.004 и "Остаток" 0,004 (фото прикрепил) соответственно оно накапливается.
Пытался делать расчет по этой ссылке https://см.п.1.2.Пра...ing-dlya-mach3/
Но у меня не получается и близко то число, что предоставил производитель.
Собственно, мб у кого-то есть уже готовое значение мм/имп. для этого станка?
Или как пересчитать правильно?
Еще фото:



Сообщение отредактировал Admin: 16 Ноябрь 2023 - 15:53
Перенесено
Гуру CNC
Отправлено 16 Ноябрь 2023 - 19:57
1 Надеюсь редукция понижающая (5:1)
2 Не указан модуль рейки
А так вот, считайте, но.... это не эталон
1 вариант https://см.п.1.2.Правил/w...ing-dlya-mach3/ - не забудьте умножить на 5(редукция) и 1 делим на итог
2 Полный оборот беговое колесо, что бегает по рейке, делает за 200*8*5=8000имп/оборот.
За этот оборот происходит движение на 23* шаг зубов.
шаг для рейки с модулем1.5 1.5*Пи=4,71238898 , т.е. продвижение будет *23=108,38494654мм/оборот
шаг для рейки с модулем 1.25 1.25*Пи=3,9269908, т.е. продвижение будет *23=90,3207884мм/оборот
Соответственно коэффициенты для разного шаг рейки:
1.5 - 8000/108,38494654=73,810988имп/мм
1.25 - 8000/90,3207884=88,573186имп/мм
1 делим на итог(расчеты для Масh-3)
Абитуриент
Отправлено 17 Ноябрь 2023 - 11:35
Не совсем понял почему Вы написали: "За этот оборот происходит движение на 23* шаг зубов."
Ведь у меня 28 зубов на шестерне.
Посчитал как вы сказали:
1 вариант: 1/(14.55130908310348*5)=0.01374446785 - число 14.55130908310348 получил на калькуляторе Darxton (модуль 1,25, Z28, 200шаг/об., драйвер 1/8)
2 вариант: 1/((200*8*5)/(28*(1,25*3,14)))=0.0137375
Как видно результаты получаются одинаковые, только точность разная.
Однако, эти значения тоже не подходят. Так как "Остаток" в программе стал еще больше - 0,006 и размеры не соответствуют (к примеру делаю квадрат 20х20, реально имеем 21,5х21,5)
Что-то такое ощущение, что шестерня на двигателе не имеет стандартного модуля....
Там точно не модуль не 1,5. А для модуля 1,25 эти расчеты не подходят....Где-то что-то упускается в расчетах, не могу понять что?
Гуру CNC

Отправлено 17 Ноябрь 2023 - 11:50
к примеру делаю квадрат 20х20, реально имеем 21,5х21,5)
А если сделать 50х50 какие получатся размеры?
0 пользователей, 1 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC
