Не факт: станок на серваках, а у них есть параметр задающий с какой точностью сервак поддерживает коорднату. С лешайновскими серваками (тем более с шаговым подобием на серваки) не работал, а для нормальных серваков убить точность раз плюнуть, тем более китайцы автотьюнга серваков обычно НЕ проводят, а забивают среднепотолочные табличные параметры, которые для обеспечения стабильности работы в большом диапазоне изменения масс и упругости нагрузки (ремешки у редукторов могут тянуться во время работы, да и на сборке не обеспечивают одинаковый натяг, одинаковые настройки одинаковых серваков встречал на порталах станков разной длины и жесткости у одного и того же производителя, например К60 1325 имеет многократно более жесткий портал, чем К45 2030 - жесткость первом случае в сечении больше и длина почти вдвое меньше, да и боковые стойки отличаются как небо и земля), а серваки имели одинаковые настройки) без самовозбуждения загрубляют как инертность системы (ПИД-параметры), так и точность соответствия...
В принципе можно приборно попробовать оценить эту точность: ставим часовой индикатор на станок и упираем его в данном случае в шпиндель, после чего сверху давим на станок и плавно отпускаем сервак успокоится - записываем значение, далее пытаемся руками поднять шпиндель, плавно отпускаем - опять записываем значение... набираем статистику и любуемся диапазоном расхождения... Иногда это очень удивляет, но на дереве, обычно это в работе НЕ заметно.... Есть еще и динамическая составляющая, когда интегральный параметр сильно завышен ( или по глупости настройки, или серваки поставлены заведомо худосочные, а ускорения станка выставлены от души), тогда при больших скоростях серваки сильно отстают от рельефа...
Кстати, частая проблема станков с серваками и ременными редукторами, что со временем серваки начинают петь и даже сваливаться в перегрузку по току - это потянулись ремни, а серваки были более-менее настроены по ПИД-парметрам в момент запуска станка. Ремни потянусилсь и реальные ПИД-параметры системы ушли от забитых в сервак, вот, бедняга, и мечется в попытках встать на координату честно, переходя в самовозбуждение - едАть приходилось такую каку большой столовой ложкой, когда через месяц после запуска серваки дружно запели, а еще через пол месяца - стали сваливаться в защиту по току.... В таких случаях приходится корректировать ручками интегральную составляющую и суть загрублять точность, если нет возможности, ибо, обычно, нужны кабели для подключения сервака к компу, а производители такие выдумщики, что используют всевозможные пропритарные кабеля (исключение: Yaskawa Σ-V, где обычный мини- USB),а то и для разных типов портов присоединения - разные кабели и на одном серваке, например для настройки по RS-232 - одни подключения в разъеме, а для групповой настройки по RS-485 - другая распайка кабелей в разъеме - вот и приходится помимо переходника USB - COM, переходника RS-232 - RS-485 + Б/П 12В еще таскать специально распаеные кабеля под оба протокола (однохвостка и шестихвостка - так их называю, сделанные под Дельтавские серваки)...
Сообщение отредактировал 3D-BiG: 26 Декабрь 2016 - 08:08






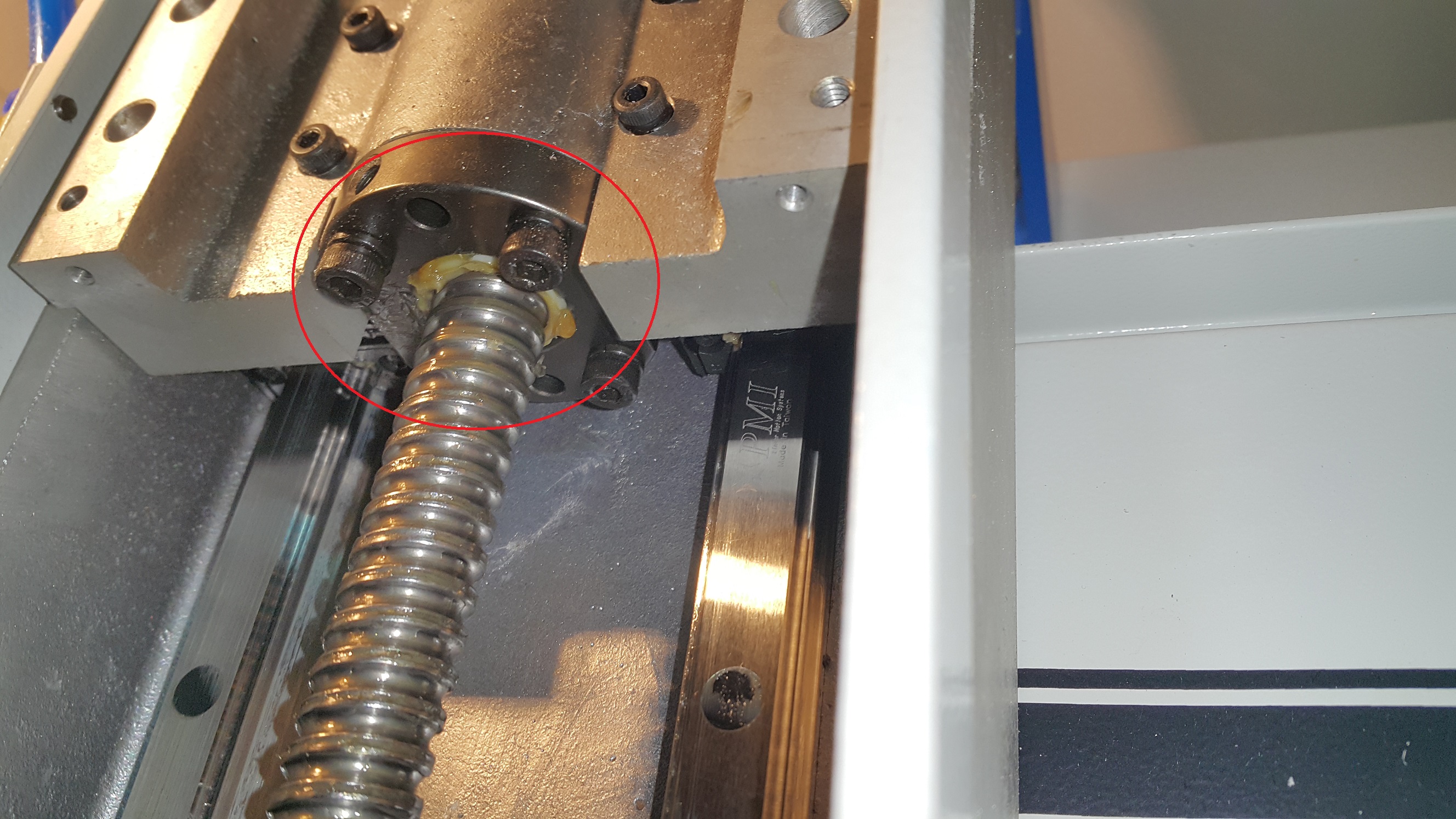
 , мы обтянули все винты, какие увидели, но глубоко не залезали в сами оси.
, мы обтянули все винты, какие увидели, но глубоко не залезали в сами оси.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}