
Хотелось бы упомянуть такую проблему ,как выгибание листового люминея (особенно твердых сплавов) при выравнивание плоскости. Делать это надо очень малым съемом и по возможности с двух сторон. В противном случает термосостаренные сплавы стают корытом. Потом только отжиг между ровных плит.

Сообщений в теме: 408
#21
 OFFLINE
OFFLINE
vladin
-

- Пользователи+
-

- 124 сообщений
Бакалавр CNC
-
Из:kharkov
Отправлено 22 Ноябрь 2011 - 15:42
#22
OFFLINE
Серьга
-

- Пользователи+
-
- 162 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Сибирь
-
Из:Сибири
Отправлено 01 Декабрь 2011 - 11:10
Пардон, в итоге не увидел в теме параметров для фрез по аллюминию. На те же A1LX или H2LX, да и других 2х, 3х и т.д. заходных )
Сам фрезеровал аллюминий с уклоном на полиграфию какой то (была там печать уже для приборных панелек всяких). Толщиной 1мм, за один проход. Фреза H2LX32006, частота 330 об/с, XY -5мм/с, Z -2мм/с. Без всякого охлаждения. В который раз убеждаюсь - хорошие фрезы. Материал крепил на скотч 2х сторонний.
Сейчас хочу попробовать такой же материал только 1,5мм, интересно получится за один проход с теми же параметрами.
P.S. Хотя, внимательней почитал раздел и в соседних темах нашел параметры по аллюминий и под подобные изеделия, собственно Гуру уже давно давли эти параметры, возможно и сам когда то ими воспользовался, да в ArtCAM забил. Ну вот как то в этой теме не хватает)
Сам фрезеровал аллюминий с уклоном на полиграфию какой то (была там печать уже для приборных панелек всяких). Толщиной 1мм, за один проход. Фреза H2LX32006, частота 330 об/с, XY -5мм/с, Z -2мм/с. Без всякого охлаждения. В который раз убеждаюсь - хорошие фрезы. Материал крепил на скотч 2х сторонний.
Сейчас хочу попробовать такой же материал только 1,5мм, интересно получится за один проход с теми же параметрами.
P.S. Хотя, внимательней почитал раздел и в соседних темах нашел параметры по аллюминий и под подобные изеделия, собственно Гуру уже давно давли эти параметры, возможно и сам когда то ими воспользовался, да в ArtCAM забил. Ну вот как то в этой теме не хватает)
Сообщение отредактировал Серьга: 01 Декабрь 2011 - 11:55
#23
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 01 Декабрь 2011 - 12:54
С этими параметрами и 2мм за проход пойдет....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#24
OFFLINE
Серьга
-
- Пользователи+
-
- 162 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Сибирь
-
Из:Сибири
Отправлено 05 Декабрь 2011 - 16:20
К сожалению не получается(. На 1,5мм материале с той же фрезой и параметрами. Фреза ломается. Направление резания - встречное, на предъидущем материале такое было, получалось. Правда вот на скотч не крепил, только зажимами по углам, не уж то выбрация? Пробовал даже в 2 прохода, еще одну фрезу загубил.
Сообщение отредактировал Серьга: 05 Декабрь 2011 - 16:22
#25
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 05 Декабрь 2011 - 17:47
Для выравнивания ал. сплавов использую двухзаходную фрезу на 8мм.. В патрон зажимаю максимально "вглубь"- чтобы торчала недалеко.
СОЖ- уайт-спирит/масло М8, чуть брызгаю. Фрезерую на 12000об/мин, подача- 800мм/мин. Фрезеровка- от краёв к центру. Съём - 0,5мм. при толщине материала 6мм.(вобщем не более 1/10 толщины материала за проход) Ничего не выгибает. Зажим заготовки- прижимы в углах.
СОЖ- уайт-спирит/масло М8, чуть брызгаю. Фрезерую на 12000об/мин, подача- 800мм/мин. Фрезеровка- от краёв к центру. Съём - 0,5мм. при толщине материала 6мм.(вобщем не более 1/10 толщины материала за проход) Ничего не выгибает. Зажим заготовки- прижимы в углах.
Сообщение отредактировал CINN: 05 Декабрь 2011 - 17:49
#26
OFFLINE
AleXXX4912
-
- Пользователи
-
- 5 сообщений
Абитуриент
- Пол:Мужчина
- Город:Рязань
- Интересы:)))
-
Из:Рязань
Отправлено 15 Декабрь 2011 - 02:14
Я грызу тихо-тихо...Берегу станочек.
Диаметр 6мм двухперовые.
Мечтаю попробовать одноперовую-что за зверь??!!
Подача 1.5мм.сек.
Заглубление 1мм.
Врезание 2мм.сек ессно наклонное.
Только дюраль.
Иногда МДФ с пылесосом...
Станок работает уже полгода-безотказно!
Включаю утром и занимаюсь своими делами а он пиликает.
Кличка - Пиликалкин!!!
Периодически подхожу и пылесосом убираю стружку.
Вечером выключаю.
Работу определяю на слух как настройщик рояля.
А если стоять возле него уши будут как у слона.
Работаю насухо.
Только когда глубокое фрезерование-кисточкой СОЖик.
Самодельный масло+Тосол.
Диаметр 6мм двухперовые.
Мечтаю попробовать одноперовую-что за зверь??!!
Подача 1.5мм.сек.
Заглубление 1мм.
Врезание 2мм.сек ессно наклонное.
Только дюраль.
Иногда МДФ с пылесосом...
Станок работает уже полгода-безотказно!
Включаю утром и занимаюсь своими делами а он пиликает.
Кличка - Пиликалкин!!!
Периодически подхожу и пылесосом убираю стружку.
Вечером выключаю.
Работу определяю на слух как настройщик рояля.
А если стоять возле него уши будут как у слона.
Работаю насухо.
Только когда глубокое фрезерование-кисточкой СОЖик.
Самодельный масло+Тосол.
Прикрепленные изображения


Сообщение отредактировал AleXXX4912: 15 Декабрь 2011 - 02:17
#27
OFFLINE
FREEMAN_77
-

- Пользователи+
-
- 34 сообщений
Студент
- Пол:Мужчина
- Город:Москва
-
Интересы:всевозможные интересы.
многогранен я. -
Из:Москва
Отправлено 15 Декабрь 2011 - 02:27
Я грызу тихо-тихо...Берегу станочек.
Работу определяю на слух как настройщик рояля.
Самодельный масло+Тосол.
+5.
попробуйте одноперую...
думаю, не пожалеете.
(хотя, смотря какие... было бы неплохо фирму-изготовителя указать...
они ж разные.)
да, и швп-то прикройте...
дюраль ведь...
Сообщение отредактировал FREEMAN_77: 15 Декабрь 2011 - 02:29
с уважением, Константин.
#28
OFFLINE
Ivan
-

- Пользователи+
-
- 306 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Бердск, Новосибирск
Отправлено 15 Декабрь 2011 - 10:10
Станок бережете, а все открыто..
#29
OFFLINE
Se.98
-
- Пользователи
-
- 17 сообщений
Студент
-
Из:Йошкар-Ола
Отправлено 22 Декабрь 2011 - 14:16
Проблема с обработкой аллюминия Д16Б 2D выборка и раскрой. Использовались 1-,2-,3- заходные фрезы 6mm. Режим: Обороты 18000 об\мин. подача пробовал от 50 мм\мин до 300 мм\мин. Заглубление за проход 1мм. Проблема в том, что ломает фрезы. Для охлаждения использовал керосин. В чем причина?
Сообщение отредактировал Se.98: 22 Декабрь 2011 - 16:20
#30
OFFLINE
Андрей Кулагин
-

- Опытный
-
- 1 115 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль
-
Интересы:По профессии я фрезеровщик - универсал 5 разряда
По образованию инженер- механик
Мое хобби ремонт станков ЧПУ -
Из:Ярославля(до Москвы 3,5 часа лету)
Отправлено 22 Декабрь 2011 - 14:21
1 мм заглубление - вот и причина
надо 0,2 - 0,6 максимум и фрезы по люминию
надо 0,2 - 0,6 максимум и фрезы по люминию
Жизнь надо прожить так, чтобы Дьявол был доволен, а Бог особых претензий не имел.
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
Теперь я freelancer , кому что нужно - стучитесь в скайп ingener20092
#31
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 22 Декабрь 2011 - 19:41
Какой шпиндель?В чем причина?
#32
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 22 Декабрь 2011 - 20:13
Обороты для таких подач великоваты даже для однозаходной фрезы.... Прежде всего нужны фрезы для обработки алюминия (соответствующая заточка и материал). 3.175мм однозаходкой (A1LX315) или двухзаходкой (H2LX312) на 15тысоб/мин с подачей 5мм/с (300мм/с) фрезеровал и Дюраль и АМг со съемом до 2мм за проход на шпинделе 400Вт и этот шпиндель работал далеко не в полную мощность...Проблема с обработкой аллюминия Д16Б 2D выборка и раскрой. Использовались 1-,2-,3- заходные фрезы 6mm. Режим: Обороты 18000 об\мин. подача пробовал от 50 мм\мин до 300 мм\мин. Заглубление за проход 1мм. Проблема в том, что ломает фрезы. Для охлаждения использовал керосин. В чем причина?
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#33
OFFLINE
vladin
-
- Пользователи+
-
- 124 сообщений
Бакалавр CNC
-
Из:kharkov
Отправлено 22 Декабрь 2011 - 21:59
Скорость (тип)врезания влияет на ломаемость фрез , а также ускорения на прямых по сравнению с проходом кривых. Если китайский не жесткий портальник, то начните с минимальных подач и по звуку детонации определите где предел режимов для применяемой фрезы. Где то так.
Сообщение отредактировал vladin: 22 Декабрь 2011 - 21:59
#34
OFFLINE
Skyline684
-

- Пользователи
-
- 20 сообщений
Студент
- Пол:Мужчина
- Город:Красноярск
-
Из:Красноярск
Отправлено 28 Январь 2012 - 09:25
Подскажите каким образом лучше давить гидравлическим прессом заготовки для монет из алюминия?
Не можем определиться, то ли как бы поршнем в отверстие продавливать или как бы заточенной трубкой.
Не можем определиться, то ли как бы поршнем в отверстие продавливать или как бы заточенной трубкой.
Сообщение отредактировал Skyline684: 28 Январь 2012 - 09:47
#35
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 28 Январь 2012 - 21:20
Это вам нужен полноценный высечной штамп. Не трубка, нет.Подскажите каким образом лучше давить гидравлическим прессом заготовки для монет из алюминия?
Не можем определиться, то ли как бы поршнем в отверстие продавливать или как бы заточенной трубкой.
#36
OFFLINE
Skyline684
-
- Пользователи
-
- 20 сообщений
Студент
- Пол:Мужчина
- Город:Красноярск
-
Из:Красноярск
Отправлено 29 Январь 2012 - 11:09
А каков принцип его действия можно картинку или ссылку...
#37
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 29 Январь 2012 - 20:37
Вам же заготовки круглые вырубать из листа?
Вот, что-то подобное:
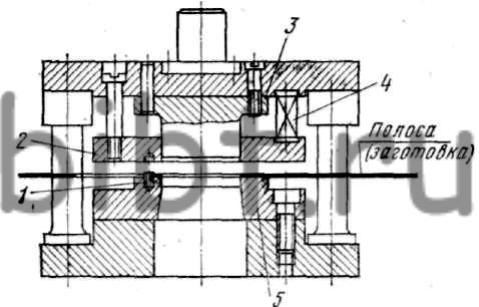
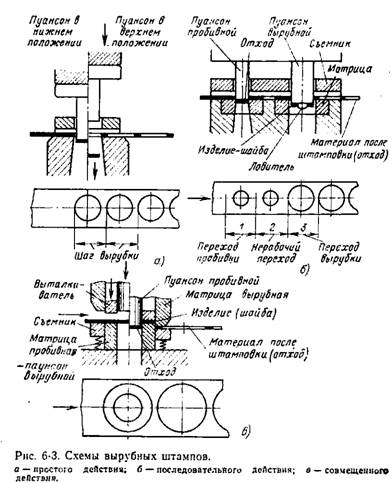
Вот, что-то подобное:
Сообщение отредактировал CINN: 29 Январь 2012 - 20:39
#38
OFFLINE
Skyline684
-
- Пользователи
-
- 20 сообщений
Студент
- Пол:Мужчина
- Город:Красноярск
-
Из:Красноярск
Отправлено 30 Январь 2012 - 16:54
спасибо огромное
#39
OFFLINE
Rtype
-
- Пользователи+
-
- 233 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Ковров
-
Из:Ковров
Отправлено 31 Январь 2012 - 02:02
Пилю алюминиевые пресс-формы. Фрезы SGS. Режимы для концевой фрезы диаметром 12 мм: подача 2 м/мин, съем по z=2 мм. СОЖ: Mobil Kutwell. Фрезы ходят пока не сломаются, можно годами пилить. Алюминий без СОЖ производительно пилить не получится.
#40
OFFLINE
Alexandr-sp
-
- Пользователи
-
- 20 сообщений
Студент
- Пол:Мужчина
-
Из:Сергиев Посад
Отправлено 12 Февраль 2012 - 18:35
Здравствуйте, вот возник такой вопросик. на данный момент тестирую скорости, подачи и обороты.
Так вот, хотелось бы услышать касательно того что у меня вышло Ваше мнение. описываю максимум чего добился(ни 1 фрезы не сломал, просто при повышении режимов звук ухудшался и я останавливался)
Фреза 2-х заходная шпоночная 6мм с раб частью 24мм+ вылет из цанги гдето 10мм... вобщем общая длинна 35 вылета гдето(знаю что нужно меньше, несуть) - резал дюраль на 17000 гдето, съем от 0.3 до 1мм при подаче максимум 3500мм/мин, дальше звук ухудшался. притный звук был на 2000-2500мм/мин.
Фреза 2-х заходная, шпоночная 2мм, 18000об/мин, съем 0.2-0.5 подача до 1000мм/мин. дальше не пробовал, фрез таких маленьких больше нет, боялся сломать.
Все резы шли без "сож,кисточки,вд,пылесос", так сказать на сухую.
Вобщем хотелось бы знать что думаете - стоит дальше продолжать эксперимент до победного(фрезу сломает) или таких подач и скоростей достаточно ?
ЗЫ. забыл совсем, фреза 2мм простая,6мм твердосплав(фреза была на "убой" - сначала сгореал на деревяшке, потом я ей чугун резал со съемом 0.1мм и потом уже тесты ) -не реклама чего то там, что за фрезы и чьи не скажу поэтому, но они самые обычные, даже не фирменные.
Так вот, хотелось бы услышать касательно того что у меня вышло Ваше мнение. описываю максимум чего добился(ни 1 фрезы не сломал, просто при повышении режимов звук ухудшался и я останавливался)
Фреза 2-х заходная шпоночная 6мм с раб частью 24мм+ вылет из цанги гдето 10мм... вобщем общая длинна 35 вылета гдето(знаю что нужно меньше, несуть) - резал дюраль на 17000 гдето, съем от 0.3 до 1мм при подаче максимум 3500мм/мин, дальше звук ухудшался. притный звук был на 2000-2500мм/мин.
Фреза 2-х заходная, шпоночная 2мм, 18000об/мин, съем 0.2-0.5 подача до 1000мм/мин. дальше не пробовал, фрез таких маленьких больше нет, боялся сломать.
Все резы шли без "сож,кисточки,вд,пылесос", так сказать на сухую.
Вобщем хотелось бы знать что думаете - стоит дальше продолжать эксперимент до победного(фрезу сломает) или таких подач и скоростей достаточно ?
ЗЫ. забыл совсем, фреза 2мм простая,6мм твердосплав(фреза была на "убой" - сначала сгореал на деревяшке, потом я ей чугун резал со съемом 0.1мм и потом уже тесты ) -не реклама чего то там, что за фрезы и чьи не скажу поэтому, но они самые обычные, даже не фирменные.
С уважением, Александр.
Темы с аналогичным тегами Обработка алюминия



Количество пользователей, читающих эту тему: 2
0 пользователей, 2 гостей, 0 анонимных

