


Мда, по X движок 57мм фланец, т.е. ни о чем.... Не удивлюсь, что и драйвер с питанием менее 32В....
А ускорения в вашем А18 пульте прописываются в разделе:
Macine_Setup - Accel
А когда станок позволяет, то обработка такой фрезой должна выглядеть так...
Очень мощно.
на видео ШВП похоже с шагом на 10 мм стоит, да? очень быстро работает
На х у z фланец 57 все верно
Ускорение по паспорту 300 мм\с2
Так же по паспорту скорость позиционирования вообще указана до 3 м\мин - вообще грустно, я его тут до 5 разгоняю 
Как проверить питание драйвера?
Если заменю швп на 10 мм, скорость увеличится? или надо еще приводы менять
Толщина железа пластин боковых стоек 10 мм?
да
я так полагаю запас прочности железа есть - а вот комплектующие сильно переоценены для такой оснастки вернО?
А почему не хочешь фрезу побольше диаметром взять, как советовали?
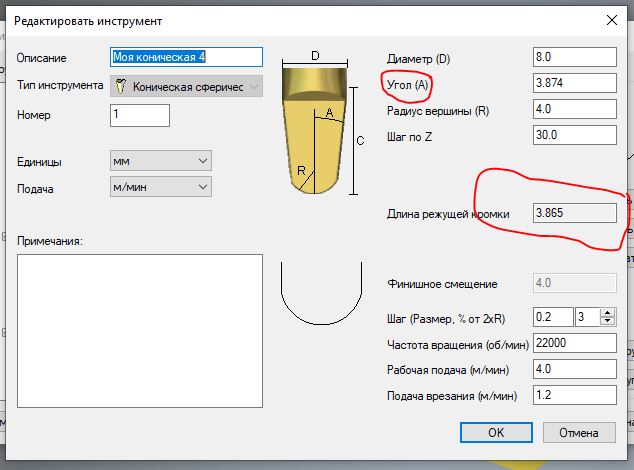
Купил фрезу
https://photos.app.g...wgNStcz1TTToui9
Сообщение отредактировал kuzovm: 16 Июль 2021 - 13:26













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}