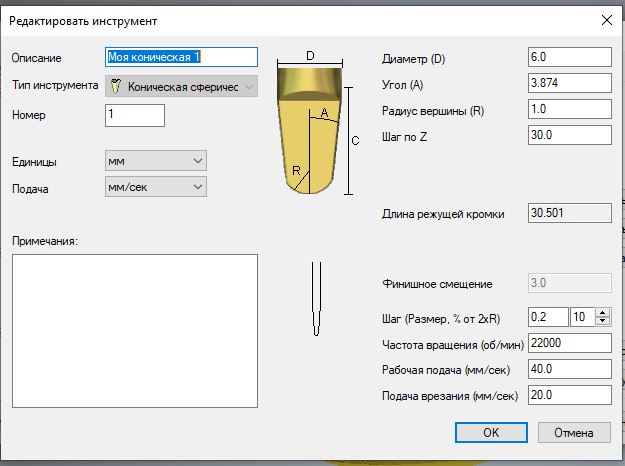
При использовании следующих параметров - дымится материал. Пару фрез выкинул уже. Фреза конусная Снимок2.JPG Стратегия Растр Рабочая подача брал от 20-40 мм\сек Обороты на станке выставлял 1000-1200 китайских (6000-7200) Горит особенно на смещении по оси y когда происходит остановка небольшая. В остальном просто сильно греется материал и фреза. Также при проходе в одну сторону (видимо по направлению к резу зубьев фрезы) идет хорошо. В обратную (от направления реза зубьев) подгорает местами где сучки и пр.
Если горит фреза, то явно недостаточно скорости подачи при избытке оборотов (у вас подача не выше 40*60=2400мм/мин - по моим привычкам - ни о чем), а раз горит на поворотах, то похоже и ускорения мизерные (могу предположить, что менее 600мм/с*с - именно при более низких ускорениях и может гореть на поворотах)... Возможно и проблемы с заточкой фрезы, но это надо тщательно изучить её кромки при увеличении и посмотреть как она отцентрирована в шпинделе, а то встречал дешнянские фрезы, где не только некорректно сформирована режущая кромка, а то и обратная заточка кромки, когда она не режет, а трет и это видел у клиента на партии фрез взятых в одном месте (2 десятка говяшек-леруашек)...
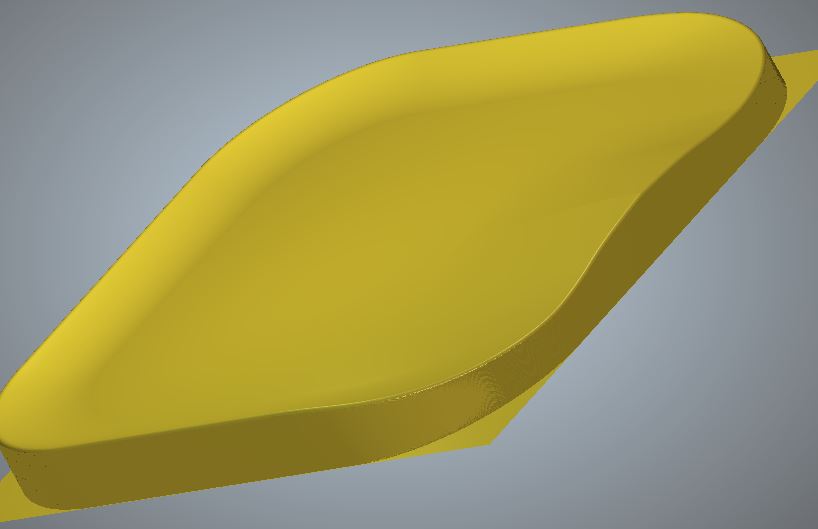
Ну и для такой детали с малыми изгибами поверхности и отсутствием мелких деталей обрабатывать фрезой с 2мм шариком на конце - ну слишком расточительное удовольствие - я бы бегал бы с шариком 6 или даже 10мм, ибо , в моем понимании рельеф это позволяет...
А для меня с 2 мм шариком по твердым породам подача привычна 12-15м/мин, обороты 24000, правда и ускорения 2000мм/с*с...
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}