


Сообщений в теме: 112
#81
 OFFLINE
OFFLINE
Andrey KM
-

- Пользователи+
-

- 50 сообщений
Студент
- Пол:Мужчина
- Город:Красноуфимск
-
Из:Свердловская обл.
Отправлено 10 Сентябрь 2012 - 16:23
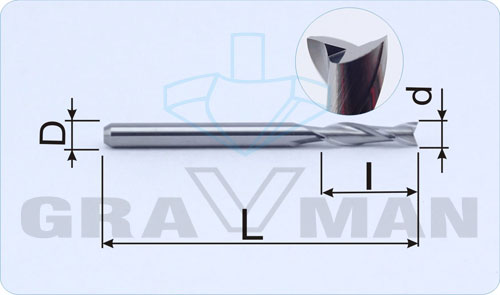
Всем доброго времени суток! Получил фрезы от Гравмана, 6 дней до Екатеринбурга, оперативно,я рад.Заказал с дуру две вот такие фрезы http://www.gravman.ru/tools/h2lx.jpg .H2LX30503 и H2LX300804 они жесть какие тонкие ,как иголочки, трогать страшно не то что в фрезер совать.На картинке не такие тонкие, что теперь с ними делать?
#82
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 10 Сентябрь 2012 - 19:12
Использовать в соответствующих работах.
#83
OFFLINE
Znachor
-
- Пользователи+
-
- 276 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Vilnius-Murcia
- Интересы:Интересные очень интересы
-
Из:world
Отправлено 13 Сентябрь 2012 - 03:27
до Екатеринбурга
"Обычные" фрезы можно порыть здесь http://teskor.com/me...rabatyvayuschie (лавка на Краснофлотцев, 24) и здесь http://api.ut6.ru/ - у ребят есть старые советские запасы по символическим ценам.
Vivere bene
А очень хорошо vivere - ещё bene-e
А очень хорошо vivere - ещё bene-e
#84
OFFLINE
Andrey KM
-
- Пользователи+
-
- 50 сообщений
Студент
- Пол:Мужчина
- Город:Красноуфимск
-
Из:Свердловская обл.
Отправлено 13 Сентябрь 2012 - 14:32
Спасибо съезжу ,посмотрю.
"Обычные" фрезы можно порыть здесь http://teskor.com/me...rabatyvayuschie (лавка на Краснофлотцев, 24) и здесь http://api.ut6.ru/ - у ребят есть старые советские запасы по символическим ценам.
#85
OFFLINE
Znachor
-
- Пользователи+
-
- 276 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Vilnius-Murcia
- Интересы:Интересные очень интересы
-
Из:world
Отправлено 16 Сентябрь 2012 - 04:17
Взял во втором месте "шпоночные 3 мм" из инструментальной стали, кроить всякости и баловаться-тренироваться в крупной 2D, они по цене дешевле, чем $1 - если чо - ломать не жалко. Есть 4 мм многозаходные вообще по 9 рэ, но ощущение, что "это кто-то уже ел"... какие-то они потерпевшие все на взгляд.
PS: Естественно, предварительно кое-что заказал и у Gravman
PS: Естественно, предварительно кое-что заказал и у Gravman
Vivere bene
А очень хорошо vivere - ещё bene-e
А очень хорошо vivere - ещё bene-e
#86
OFFLINE
Карпуха
-
- Пользователи+
-
- 277 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 18 Сентябрь 2012 - 18:05
Здравствуйте!
Может подскажет кто-то, где купить вот такую качественную радиусную фрезу. Данная фреза Гравмановская, заточка никакая, остриё ужасное. Радиус R8

Хотелось бы, чтобы остриё было как у этого гравёра, тоже Гравмановского. Здесь остриё получается 0.2 мм


Вообщем хотелось бы найти качественную радиусную фрезу, пусть и дорогущую. У CMT подобных фрез нет. Нужна для работы по кедру.
Может подскажет кто-то, где купить вот такую качественную радиусную фрезу. Данная фреза Гравмановская, заточка никакая, остриё ужасное. Радиус R8
Хотелось бы, чтобы остриё было как у этого гравёра, тоже Гравмановского. Здесь остриё получается 0.2 мм
Вообщем хотелось бы найти качественную радиусную фрезу, пусть и дорогущую. У CMT подобных фрез нет. Нужна для работы по кедру.
Ничего не сделано, если что-то не доделано!
#87
OFFLINE
DEDAlex
-

- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 18 Сентябрь 2012 - 23:50
Вам какой диаметр самой фрезы нужен? Такие фрезы есть в основном только больших диаметров. Они используются для фрезеровки МДФ фасадов. Профиль так называемое "мыло". На том же Иберусе есть. Артикул 83.1337.01 http://www.iberus.ki...nacheniya/view/ Представители в России есть.
А вы что этой фрезой изготавливаете?
А вы что этой фрезой изготавливаете?
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#88
OFFLINE
Farzus
-
- Пользователи+
-
- 59 сообщений
Студент
- Пол:Мужчина
- Город:Kaliningrad
-
Из:Kaliningrad
Отправлено 19 Сентябрь 2012 - 02:40
Если я правильно понял вопрос, то есть такие фрезы у энкора радиусы 4 и 10 сходящиеся на нет т.е. полка в ноль. я брал себе маленькую, резал березу - новая резала неплохо - но объема работ почти не было, поэтому как быстро тупится не знаю - у нас стоила в районе 200р. В каталоге энкора 8 стр. ссылку в личку кинул...
#89
OFFLINE
Карпуха
-
- Пользователи+
-
- 277 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 19 Сентябрь 2012 - 20:03
Вот попросили вот такое сделать. Это прямой участок от овальной купели. Сделал радиусной вышепоказанной фрезой. Качество фрезеровки вообще никакое, 4 прохода по 1,2 мм. После ручной доработки будет выглядеть, как на последней фотке. Это уже руками резцом дорезали. Сегодня нашёл Энкоровскую радиусную фрезу, которую советовал Farzus, у себя в Новосибирске, завтра гонец должен привезти, посмотрим, чего за фреза. Но и вроде оказалось, что у CMT есть подобные фрезы, смогут привезти под заказ.А вы что этой фрезой изготавливаете?
Прикрепленные изображения



Ничего не сделано, если что-то не доделано!
#90
OFFLINE
DEDAlex
-
- Cтарожил
-
- 3 574 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Северодонецк/Москва
- Интересы:Любознательный дилетант широкого профиля
-
Из:Украина/Московия
Отправлено 19 Сентябрь 2012 - 20:33
Энкор - нормальный выбор за свои деньги. Одобряю. На Украине у нас подобного качества "Атака" (красной краской покрашены. Странно, что не желто-голубые  ). И те и другие еще могут поспорить с тем же СМТ. (шучу, но как бы того же класса фрезы и по качеству изготовления и по балансировке. Ножи чуть уступают, но учитывая цену....)
). И те и другие еще могут поспорить с тем же СМТ. (шучу, но как бы того же класса фрезы и по качеству изготовления и по балансировке. Ножи чуть уступают, но учитывая цену....)
А так совет: учитесь точить и править фрезы. Из той, что была у вас можно на самом деле "лялечку" сделать...
ЗЫ: поглядел фото. И вот что хочу сказать. Обратите внимание на фрезы с радиусным закруглением на конце. Там радиус всего 1.5мм, но чистота реза у них намного лучше. Ведь на диаметре резания 0мм и угловая скорость 0м/мин.(!) И отшлифовать нормально острый угол проблематично. И при покраске ещё нюансы вылезут. А по внешнему виду не так он уж и напрягает этот радиусок
). И те и другие еще могут поспорить с тем же СМТ. (шучу, но как бы того же класса фрезы и по качеству изготовления и по балансировке. Ножи чуть уступают, но учитывая цену....)А так совет: учитесь точить и править фрезы. Из той, что была у вас можно на самом деле "лялечку" сделать...
ЗЫ: поглядел фото. И вот что хочу сказать. Обратите внимание на фрезы с радиусным закруглением на конце. Там радиус всего 1.5мм, но чистота реза у них намного лучше. Ведь на диаметре резания 0мм и угловая скорость 0м/мин.(!) И отшлифовать нормально острый угол проблематично. И при покраске ещё нюансы вылезут. А по внешнему виду не так он уж и напрягает этот радиусок
Сообщение отредактировал DEDAlex: 19 Сентябрь 2012 - 20:44
ДАВНО ЖИВУ-ПРИВЫК УЖЕ...
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
#91
OFFLINE
Карпуха
-
- Пользователи+
-
- 277 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 19 Сентябрь 2012 - 23:10
Да это понятно. Просто под боком есть хороший заточник, работающий на хорошем немецком оборудовании, и это как-то расслабляет. Завтра к нему гонец поедет кое-чего точить и заодно спросит про эту фрезу, как из нёё "ляльку" сделать.А так совет: учитесь точить и править фрезы. Из той, что была у вас можно на самом деле "лялечку" сделать...
Поищу еще по Вашему совету с радиусным закруглением на кончике. Спасибо за совет!
Ничего не сделано, если что-то не доделано!
#92
OFFLINE
Карпуха
-
- Пользователи+
-
- 277 сообщений
Бакалавр CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 20 Сентябрь 2012 - 10:49
Привезли только что энкоровские фрезы. Остриё кончика гораздо лучше. Буду позже пробовать в работе. Плохо то, что их всего две разновидности - R10 и R4,8. Купил обе, стоимость 320 руб и 180 руб соответственно.
Прикрепленные изображения


Ничего не сделано, если что-то не доделано!
#93
OFFLINE
VVM
-
- Пользователи
-
- 1 сообщений
Абитуриент
-
Из:Тула
Отправлено 20 Сентябрь 2012 - 16:56
Добрый день! Приобрел станочек китайский. К сожалению, пришел не в той комплектации, что хотел, а именно с более слабым шпинделем. Но утряс по деньгам и сейчас заказал шпиндель 0,8 с водяным охлаждением http://www.ebay.com/...=item19d53ca3de до 24 000 оборотов. Размер рабочего поля 315*380.
Собственно вопрос по фрезам. Планирую раскрой алюминия 0,5-0,8 мм. Деталь 150*150 с 6 метрами реза. Рез 0,5-1,0, чем меньше тем лучше. Режим, если правильно начитал 10-14 000 оборотов, скорость 1 м/мин, съем около 0,3. Так? И. конечно. запутался с фрезами
KL2LX41003, A2LX41003, KL2LX41003, E2RX41003, H2LX300603, H2DLX30804 Какая?
Собственно вопрос по фрезам. Планирую раскрой алюминия 0,5-0,8 мм. Деталь 150*150 с 6 метрами реза. Рез 0,5-1,0, чем меньше тем лучше. Режим, если правильно начитал 10-14 000 оборотов, скорость 1 м/мин, съем около 0,3. Так? И. конечно. запутался с фрезами
KL2LX41003, A2LX41003, KL2LX41003, E2RX41003, H2LX300603, H2DLX30804 Какая?
#94
OFFLINE
Erectly
-

- Пользователи+
-
- 35 сообщений
Студент
-
Из:Брянск
Отправлено 09 Октябрь 2014 - 22:24
Привезли только что энкоровские фрезы. Остриё кончика гораздо лучше. Буду позже пробовать в работе. Плохо то, что их всего две разновидности - R10 и R4,8. Купил обе, стоимость 320 руб и 180 руб соответственно.
где заказывали если не секрет?
#96
OFFLINE
Yulechka
-

- Пользователи
-
- 18 сообщений
Студент
- Пол:Женщина
- Город:Пермь
- Интересы:Все, что связано с бумагой! А теперь и деревом...
-
Из:Пермь
Отправлено 16 Октябрь 2014 - 22:12
Всем добрый вечер!
Ко мне приехал на днях долгожданный станок.
До этого никогда его в живую не видела, подключила, запустила станок. Даже ящерицу сделала)) Но качество , конечно, так себе. А все потому что не знаю толком ничего про фрезы: в каких случаях какие использовать. Была, кстати, только сферическая - цилиндрическая с станком.
Сейчас хочу заказать фрезы. Не могли бы посоветовать какие выбрать?
Что хочу делать на станке в первое время:
1. 2д вырезку по контуру (фанера 6,9,12мм, пластик) - начиная от букв, слов, небольших плоских новогодних игрушек заканчивая узорными свадебными "задниками" (арки, ширмы итд)
2. Для интерьера различные 3д фасады для зеркал, молдинги из дерева
3. Гравировка на дереве букв и слов
подскажите, пожалуйста, какие фрезы использовать для этих случаев.
Извиняюсь, если ответы на эти вопросы были. Не увидела...
#97
OFFLINE
Admin
-

- Главные администраторы
-
- 1 838 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 17 Октябрь 2014 - 14:06
1. Для раскроя фанеры, что бы избежать образования сколов и ворса по верхнему краю реза можно применить фрезы с выходом стружки вниз — серия E1DLX, A1DLX, K1DLX.
Для раскроя, что бы избежать образования сколов и ворса по верхнему и нижнему краю реза можно применить компрессионные фрезы серии D2FLX, A1FLX, К1FLX, A2FLX, K2FLX. Самым высоким сроком службы и эксплуатационными характеристиками обладают компрессионные фрезы с алмазными напайками серии D2FLX.
Также для раскроя, без образования сколов и ворса по верхнему и нижнему краю реза, можно воспользоваться фрезой с выходом стружки вверх (например - серия E1LX, A1LX, K1LX), но применив следующую стратегию обработки - первый проход делаем 0.5-0,7мм, чтобы аккуратно снять верхний слой, а последующие проходы уже с большей глубиной (но не более 2d от фрезы за проход).
Раскрой фанеры (режимы и инструмент)
Для пластика:
однозаходную с удалением стружки вниз E1DLX, A1DLX, или однозаходную с удалением стружки вверх E1LX, A1LX
Резка ПВХ - подача, обороты, инструмент
2. Изготовление 3D на дереве:
Спиральная коническая круглая К2QXJ
Спиральная двузаходная круглая K2QX или 2QX
Обработка рельефа конической фрезой
3. V-гравировка (гравировка по средней линии) на дереве осуществляется V-образным гравером
мелкая гравировка выполняется коническим гравером AG или гравером NG
Гравировка на двухслойном пластике
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#98
OFFLINE
cir
-
- Пользователи+
-
- 188 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:город герой Минск
-
Из:CCCP
Отправлено 06 Март 2015 - 23:23
Достались мне в наследство 2 кучи самопальных "гравёров-пирамидок" диаметр под цангу 3 и 6мм. Говорят что они были сделаны из самого твёрдого инструментального прутка Хитачи. Пирамидка в сечении не треугольная, как Тайдвеи, а ромбовидная. По найденному описанию, угол на сторону 15 градусов и вместо пятки радиус - 0,1 и 0,2 мм.
Имея негативный опыт использования пирамидок закинул их в дальний угол, но недавно выполняя срочный заказ был вынужден воспользоваться.
В целом полученным результатом доволен, но убеждён что размеры/характеристики фрез мне дали неверные - мелкие детали клише были слегка "завалены", а в точности установки высоты по З, ровности стола и прочем связанным с геометрией станка я уверен на 100%. Думаю что пятка или угол чуть больше чем заявленные 15 на 0,1/0,2.
Ести-ли какой-то способ, имея только штангенциркуль с ценой деления в 0,02 мм и полиграфический микрометр замерить и/или вычислить эти параметры?
#99
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 07 Март 2015 - 00:13
1. Рисуете на листке бумаги разрезанный вдоль гравер.
2. Рисуете на бумаге линию погружения в материал.
3. Составляете формулу зависимости диаметра пятна на поверхности от пятки и конуса.
4. Делаете фактически несколько реальных погружений и вычисляете.
Сообщение отредактировал lkbyysq: 07 Март 2015 - 00:13
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#100
OFFLINE
Владимир Усачёв
-
- Пользователи
-
- 20 сообщений
Студент
-
Из:Сибай
Отправлено 10 Сентябрь 2015 - 22:49
и здесь http://api.ut6.ru/ - у ребят есть старые советские запасы по символическим ценам.
Здравствуйте. Покупал ли кто у них фрезы. прайс большой, но картинок и описания как у гравмана нет. помогите разобраться есть ли аналоги гравманомским , чтобы знать что заказать под цанги 6 и 8 начинающему фрезеровщику потренироваться.
Темы с аналогичным тегами Ликбез для новичка

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}