


Здравствуйте! Помогите пожалуйста с обработкой алюминиевого сплава (переплав вторсырья поэтому марка неизвестна).
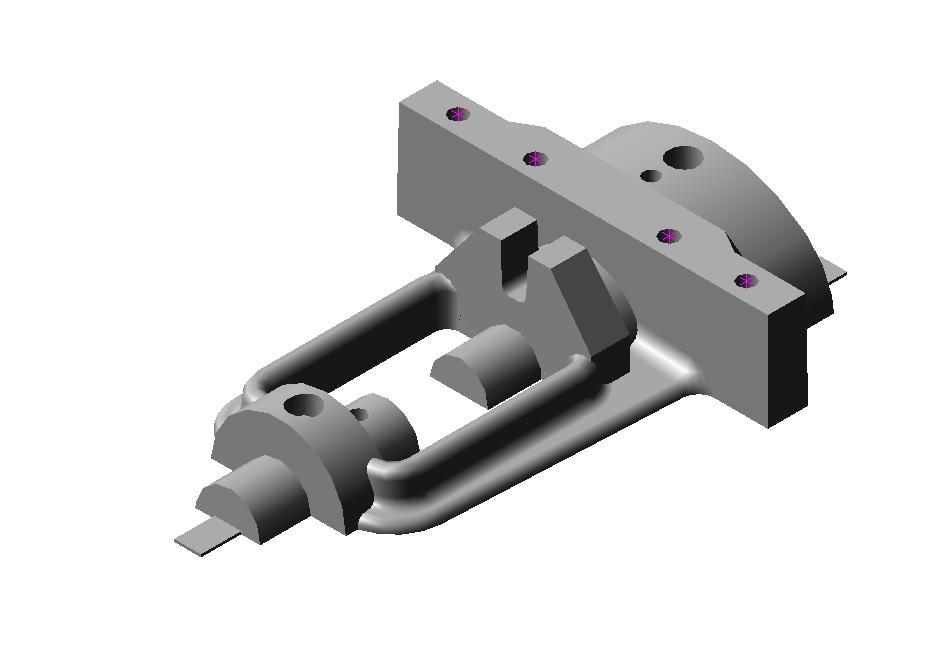
Было сделано две отливки, первая обработалась очень хорошо, без всяких проблем на второй начались проблемы, на сколько я понял (опыт минимальный, практически нет) из за качества отливки (в отливки были газовые раковины, на фрезу налипал алюминий) регулировка подачи и оборотов практически ничего не дала. Обработку пришлось остановить.
Обрабатывал при следующих характеристиках:
шпиндель 2,5кв
фреза KS2LX832
СОЖ эмульсол в виде тумана
обороты 20000
подача 1500 мм/мин
шаг по Z 0.5мм
шаг 75% D инструмента (6мм)
Посоветуйте что предпринять (понимаю, что лучше сменить материал заготовки но пока невозможно).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}