
Аваст на работе тоже ругался на дистрибутив. Дома не пробовал, но на мой однозначно чистый дистрибутив (от самого Naiky) антивирусы тоже ругаются.

Настройка и запуск двух шпиндельного станка
Автор
mondi
, 03 Июл 2015 15:26
многошпиндельный станок многошпиндельная NC Studio
Сообщений в теме: 55
#21
 OFFLINE
OFFLINE
lkbyysq
-

- Cтарожил
-

- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 05 Июль 2015 - 16:29
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#22
OFFLINE
MiG
-

- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 05 Июль 2015 - 16:36
ругается не антивирусник ,
ругается сам инсталлятор.
...у вас предлагал обновить вот таким сообщением:
![]()
и дальше вы не пошли?
...тогда понятно,
он ругается уже после согласия на обновление, непосредственно в процессе установки.
Скорее всего и у вас бы не установился.
Сообщение отредактировал MiG: 05 Июль 2015 - 17:00
#23
OFFLINE
mondi
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 05 Июль 2015 - 17:45
я сегодня поставил нц-ешку 5-5-60 все оси двигаются по команде. только шпинделя не крутятся.сделал фотки сейчас выложу
Прикрепленные изображения






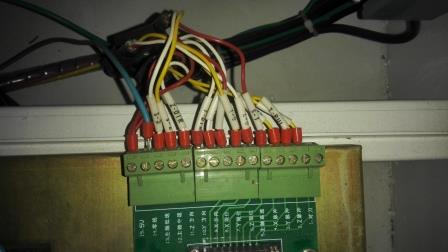





Сообщение отредактировал mondi: 05 Июль 2015 - 18:38
#24
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 05 Июль 2015 - 17:59
вот как, значит у вас 5-я нц-шка.
На 5-й версии автоматическое переключение активного шпинделя
возможно только при использовании выходов управления оборотами шпинделя,
так-как других (потенциально свободных) выходов на контроллере больше нет.
Получается что в данном случае, вам больше подходит вот эта картинка:
Она тоже с вашего диска .
...и без перевода суть понятна .
Сообщение отредактировал MiG: 05 Июль 2015 - 19:49
#25
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 05 Июль 2015 - 18:55
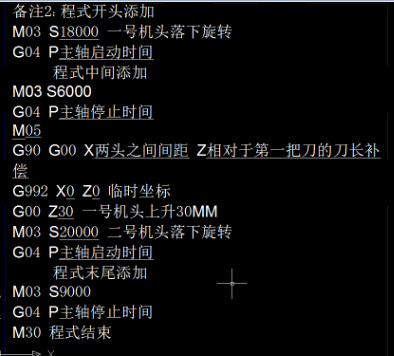
перевел описание с картинки, все логично :
----------------------
Примечание 2: Добавить начало программы
M03 S18000 - одна голова вниз и вращение
G04 P -пауза на сработку циллиндров
M03 S 6000
G04 P -пауза на остановку шпинделя
M05
G90 G00 X .... (расстояние между шпинделями по x) Z ....(Относительно длинны первого инструмента)
G992 X0 Z0 -временный отступ (см пояснение ниже)
G00 Z30
M03 S20000 -вторая голова вниз и вращение
G04 P -пауза на сработку циллиндров
M03 S9000
G04 P -пауза на остановку шпинделя
M30
---------------------------------------
---------------------------------G92 временный отступЭтот отступ применяется поверх всех остальных заданных отступов.Набор команд G92:G92 X- Y- Z- A- B- C- U- V- W-Эта команда устанавливает текущие значения положения по осям в указанные значения. Пример: G92 X10 Y5.-------------------------------------
Сообщение отредактировал MiG: 05 Июль 2015 - 19:06
#26
OFFLINE
mondi
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 05 Июль 2015 - 22:18
добрый вечер.во первых спасибо за помощ.я такие команды никогда не вводил.вы можете по шагово написать с нуля с чего начинать куда что написать.желательно с картинками.
#27
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 05 Июль 2015 - 22:46
перевел описание с картинки, все логично : ---------------------- Примечание 2: Добавить начало программы M03 S18000 - одна голова вниз и вращение G04 P -пауза на сработку циллиндров M03 S 6000 G04 P -пауза на остановку шпинделя M05 G90 G00 X .... (расстояние между шпинделями по x) Z ....(Относительно длинны первого инструмента) G992 X0 Z0 -временный отступ (см пояснение ниже) G00 Z30 M03 S20000 -вторая голова вниз и вращение G04 P -пауза на сработку циллиндров M03 S9000 G04 P -пауза на остановку шпинделя M30
что и предполагал:
В NCStudio даже в v.5 есть программный выбор точки привязки, но хотелось бы знать какими командами управляются пневмоцилиндры подъема/опускания шпинделей, да и команды запуска/торможения каждого из шпинделей были бы интересны - тогда и постпроцессор для управления станком можно было бы нарисовать... Да и с каких выводов коммутационной платы идет управление клапанами пневмоцилиндров было бы интересно заранее знать, а то в v.5 даже свободных клемм нет, ну разве только заиспользовать из 3-х выводову правления частотой шпинделя один на включение шпинделя ( частотой управляем с крутилки на частотника), а два других - на управление клапанами, а тайминг задержки плата вроде также поддерживает...... Метод, конечно, извращенный, но выполнимый и по железу и по программе...
с этим пояснением уже можно станок и запустить и постпроцессор написать, так что ежели надо - могу провести запуск станка и обучение....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#28
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 05 Июль 2015 - 22:52
добрый вечер.во первых спасибо за помощ.я такие команды никогда не вводил.вы можете по шагово написать с нуля с чего начинать куда что написать.желательно с картинками.
ОК.
Для упрощения исключим пока компенсацию разницы длинны инструмента в шпинделях,
предположив что фрезы зажали строго одинаково и расстояние между шпинделями = 250мм .
ну например вырежем два квадрата ,
внешний первым шпинделем, внутренний вторым,
вот пример кода:
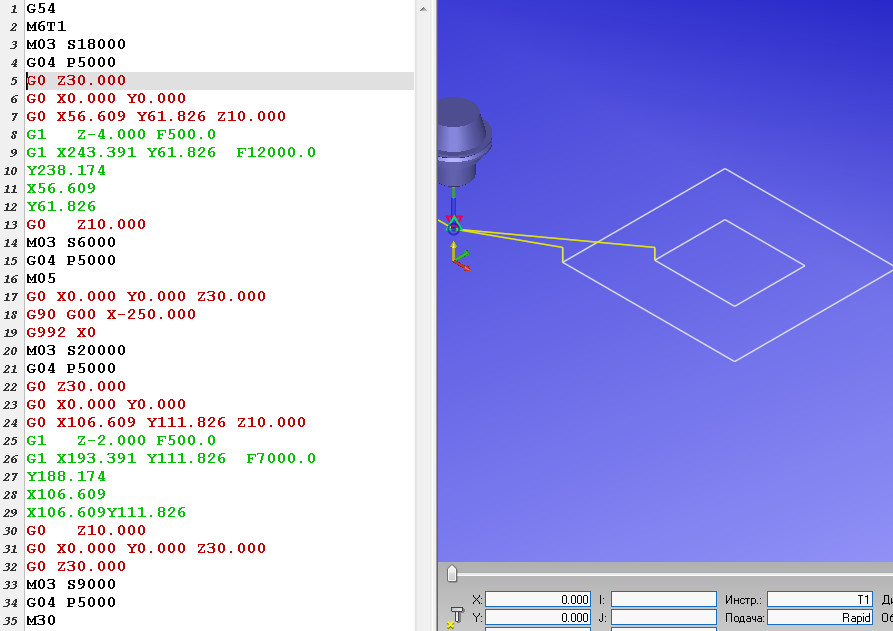
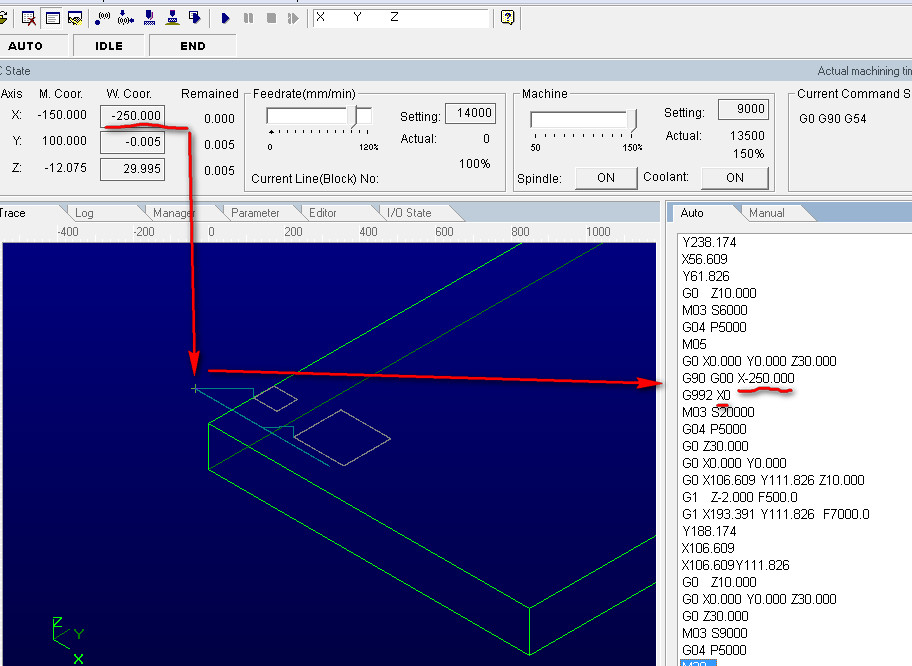
вот пример выполнения обработки, обратите внимание что второй шпиндель(правый) сместился влево на 250(расстояние между шпинделями),
то-есть в реале второй инструмент попадет строго на тот же ноль что и первый шпиндель.
ну и вот сам код
Сообщение отредактировал MiG: 05 Июль 2015 - 23:02
#29
ONLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 05 Июль 2015 - 23:07
А обмануть по Z второй шпиндель не сложно. Вручную, после зануления первого подводим к поверхности материала и заппоминаем разницу. А в программе, Кам которая вносим коррекцию вручную.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#30
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 05 Июль 2015 - 23:11
можно и так, а проще их зажать одинаково, дел то на минуту,
поэтому и исключил отступ по Z (G92) из примера кода.
Хотя в принципе изменить расстояние отступа в коде тоже быстро ,секунды ..
ведь одно значение всего в коде поменять после измерения вылета фрез...
опишу до кучи,
способ заслуживает внимания.
в общем выставляем ноль по первому инструменту,
подводим к той же поверхности второй и замеряем разницу относительно нуля.
и в строках кода:
G0 X0.000 Y0.000 Z30.000
G90 G00 X-250.000 Z... (прописывается руками на сколько нужно сделать отступ +\- к текущим 30мм)
G992 X0 Z30
так как шпинделя всего два, то и изменять надо будет всего одно значение,
а это просто и быстро...
Сообщение отредактировал MiG: 06 Июль 2015 - 01:15
#31
OFFLINE
mondi
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 05 Июль 2015 - 23:35
у меня шпинделя не крутятся с чего начинать.....
#32
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 05 Июль 2015 - 23:40
ну...с нажатия кнопки запуска шпинделя и подвигать ползунок регулировки оборотов ,
изменяя тем сигналы на выходах управления оборотами , если все в порядке,
то при определенных положениях ползунка шпиндели и пневмоцилиндры должны реагировать,
воздух подведен к станку?
или пригласить сервисника ....пока он предлагает
с этим пояснением уже можно станок и запустить и постпроцессор написать, так что ежели надо - могу провести запуск станка и обучение....
...я так далеко не езжу, здоровье не позволяет ,
а 3D-BiG все сделает в лучшем виде,точно не пожалеете.
Сообщение отредактировал MiG: 06 Июль 2015 - 00:58
#33
OFFLINE
mondi
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 06 Июль 2015 - 16:20
а куда вводить эти параметры?
#34
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 06 Июль 2015 - 16:50
mondi, Вам требуется очное обучение. Поверьте.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#35
OFFLINE
mondi
-
- Пользователи+
-
- 29 сообщений
Студент
- Пол:Мужчина
-
Из:kazakhstan,turkestan
Отправлено 06 Июль 2015 - 17:28
я верю.но сейчас не об этом. помоги если не трудно.
#36
ONLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 06 Июль 2015 - 17:32
Купите Протон и слетайте без помощи на МКС.
Вам наивно намекают, что элементарных знаний не имеете.
Секс по телефону или пьянка по переписке-ваше все.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#37
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 06 Июль 2015 - 18:22
помоги если не трудно.
Трудно.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#38
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 06 Июль 2015 - 22:10
Действительно ,
раз сами вы так и не поняли куда это вводить, вам лучше пригласить сервисника.
...ведь я вон сколько выше написал и все это впустую  .
.
...ну еще раз попытаюсь кратко.
это не параметры, это команды ,
которые требуется использовать в программе,
что бы ваш станок менял шпиндели и учитывал смещение второго шпинделя.
... ну зайдем с другой стороны ,
я не знаю какое расстояние у вас между шпинделями(между их центрами),
поэтому сделаю его например 250 мм.
вот вам ,на скорую руку сделанный, постпроцессор для ArtCam ,
который все команды сам подставит при условии ,
что всегда будете первой в файле
сохранять стратегию для первого шпинделя,
а второй для второго.
в арткаме пронумеруете инструменты номерами 1 и 2
зажмете фрезы одинаково по вылету,
ну и поправите в постпроцессоре расстояние между шпинделями(сейчас оно -250.000)
...этот постпроцессор требует оптимизации , но на халяву и так сойдет.
 SuperStarM5(.u00).zip 911байт
426 скачиваний
SuperStarM5(.u00).zip 911байт
426 скачиваний
Сообщение отредактировал MiG: 06 Июль 2015 - 22:24
#39
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Июль 2015 - 23:10
вот вам ,на скорую руку сделанный, постпроцессор для ArtCam , который все команды сам подставит при условии , что всегда будете первой в файле сохранять стратегию для первого шпинделя, а второй для второго.
Вполне мощное условие, которое позволит делать работы, для которых этот станок и предназначен, а именно:
- делать в один файл мебельные фасады 1-й категории сложности,
- делать в один файл раскрой композита,
- делать сувенирку в две фрезы (например V-гравировка и последующее вырезание изделия как прямой фрезой или возможно вырезание профилированной фрезой...
Для 3D-обработки такой станок не особо перспективен из-да ограничения скорости низкой тактовой частотой NCStudio v.5 и большого веса каретки с с двумя шпинделями и пневматикой - неэкономично на нем 3D делать....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#40
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 06 Июль 2015 - 23:14
как по мне, то не такое уж и значительное ограничение,
средний реечный станок, под 5-й нц-шкой ,
15 метров спокойно едет без косяков,
если деление шага на драйвере оси z на ступеньку убавить.
...но в данном случае да, ось z тяжелее , подача на ней ограничена сильнее,
смотря какой мотор, скорее всего 3d резво грызть и не сможет.
Сообщение отредактировал MiG: 06 Июль 2015 - 23:21
Темы с аналогичным тегами многошпиндельный станок, многошпиндельная NC Studio


Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}