
Сообщение отредактировал 3D-BiG: 16 Апрель 2013 - 12:13

Сообщений в теме: 84
#21
 OFFLINE
OFFLINE
3D-BiG
-

- Модератор
-

- 14 694 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 16 Апрель 2013 - 12:13
А зачем? Никто не возбраняет делать привязку от рабочего стола и иметь запас по высоте безопасного прохода - тогда и датчиком фрезу привязываем к столу...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#22
OFFLINE
vv92
-

- Cтарожил
-
- 9 403 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 16 Апрель 2013 - 14:51
Не, Вадим, привязать ноль к поверхности материала и каждую заготовку обнулять там.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#23
OFFLINE
Rafael
-

- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Novopolotsk
Отправлено 18 Апрель 2013 - 23:03
А как решается привязка к поверхности? Просто ручками приводим в соприкосновение и тыкаем обнуление по Z? Или есть способ автоматизировать процесс? В частности, с непроводящими ток материалами типа капролона.
#24
OFFLINE
vv92
-
- Cтарожил
-
- 9 403 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 18 Апрель 2013 - 23:06
А как Вы обнуляете на столе и в чем разница для датчика ноля где обнуляться?
Сообщение отредактировал vv92: 18 Апрель 2013 - 23:07
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#25
OFFLINE
Rafael
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Novopolotsk
Отправлено 18 Апрель 2013 - 23:16
Да я-то как раз обнуляю по поверхности детали ручками. Интересуюсь, можно ли этот процесс автоматизировать/упростить, или это не тот случай, где что-то лишнее изобретать надо. Датчиков ноля/концевиков у моего станка вообще нет.
Сообщение отредактировал Rafael: 18 Апрель 2013 - 23:16
#26
OFFLINE
К@лян
-
- Пользователи+
-
- 116 сообщений
Бакалавр CNC
-
Из:Арзамас
Отправлено 19 Апрель 2013 - 00:03
Скотч алюминиевый использую, небольшой кусок на стол наклеиваю(пластик, что рекламщики используют) и прижимаю к нему один контакт пальцем, второй контакт с "крокодилом" цепляю на неподвижную фрезу. Мне хватает. А если стол не покрыт пластиком, и деталь металическая, алюминиевый скотч можно приклеить поверх бумажного.
#27
OFFLINE
Rafael
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Novopolotsk
Отправлено 19 Апрель 2013 - 00:39
А что на концах проводов? Тестер простой? Или все же на станок заведено, чтобы автоматом останавливался? Как вы уже видели в другом моем сообщении, контроллер мне достался весьма сомнительный - кроме трех осей и шпинделя даже не запаяны дополнительные разъемы в плату, и я не знаю, можно ли вообще на этот контроллер навесить концевики.
#28
OFFLINE
К@лян
-
- Пользователи+
-
- 116 сообщений
Бакалавр CNC
-
Из:Арзамас
Отправлено 19 Апрель 2013 - 09:26
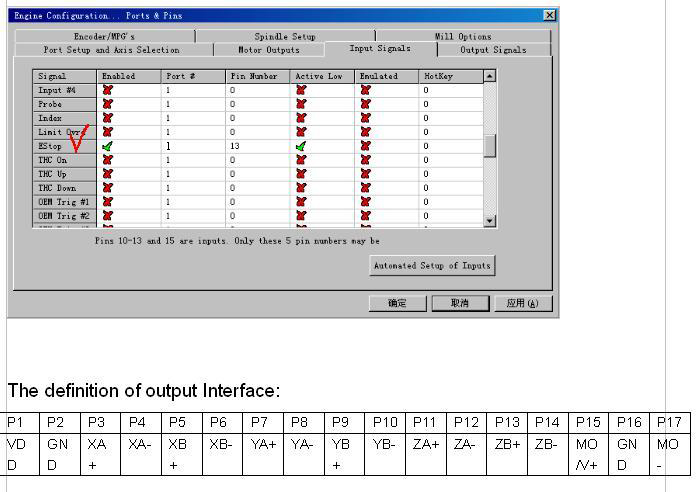
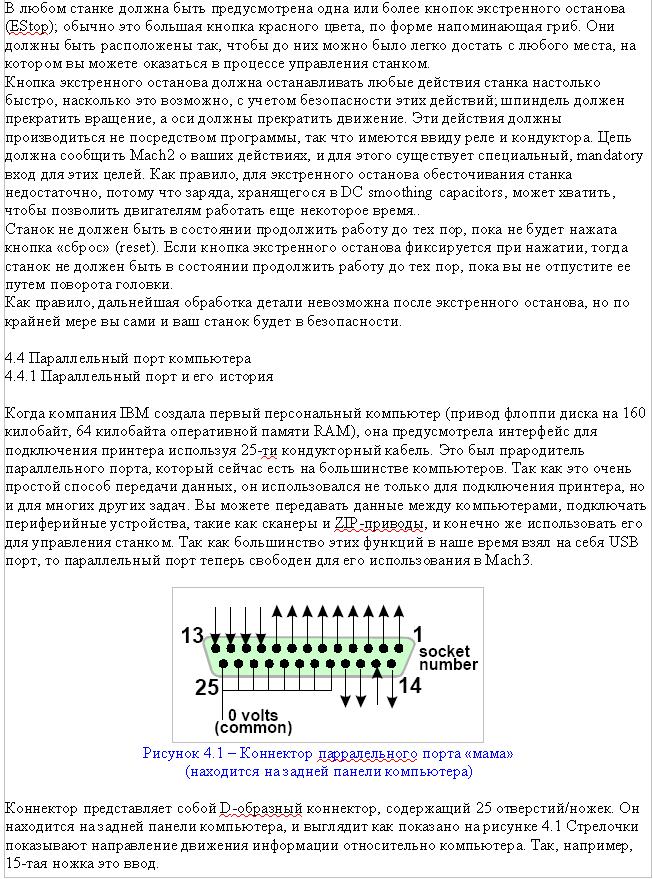 Контакты подключены к контроллеру. Могу ошибаться, но контроллер в этом вопросе всего лишь посредник. Грубо говоря концевик на станке замыкает 13 контакт LPT с 25. Кажется так.
Контакты подключены к контроллеру. Могу ошибаться, но контроллер в этом вопросе всего лишь посредник. Грубо говоря концевик на станке замыкает 13 контакт LPT с 25. Кажется так.Ещё картинка в догонку! Схема моего котроллера!
Разъём Х2 - 3 концевика и Е-СТОП
Прикрепленные изображения
Сообщение отредактировал К@лян: 19 Апрель 2013 - 09:43
#29
OFFLINE
Rafael
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Novopolotsk
Отправлено 19 Апрель 2013 - 11:06
Спасибо. Попробую сначала на порту напрямую подкоротить. Если будет работать, то можно собирать схемку.
#30
OFFLINE
torvn77
-

- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 19 Апрель 2013 - 12:55
Автоматизацию всего этого можно попробовать описать в постпроцессоре,чтобы он это встраивал в УП.Да я-то как раз обнуляю по поверхности детали ручками. Интересуюсь, можно ли этот процесс автоматизировать/упростить, или это не тот случай, где что-то лишнее изобретать надо. Датчиков ноля/концевиков у моего станка вообще нет.
Для этого вам надо изучить команды G-cod'a ответственные за обмер инструмента и включения в УП простеньких программных конструкций.
Конкретнее G38.x и О коды.Прочитать о них на английском можно здесь.
http://linuxcnc.org/...html/gcode.html
В принципе с таким арсеналом можно сначала отдельной программой обмерить заготовку и поместить ноль по z куда нужно.
Написать такую программу можно используя в качестве шаблона пример smart-probe из примеров G-cod'a к программе LinuxCNC.
Потом отредактировать Построцессор и встроить в него автоматическую смену инструмента и обмер оного.
О том,что туда надо вписывать можно прочитать здесь.
Но скорее всего ваш пульт всех нужных команд не знает и вам придётся переходить на LinuxCNC или MACH,если он эти G-cod'ы знает.
В общем это стоит сделать,так как по крайней мере LinuxCNC при встрече в УП команды на смену инструмента выдаёт окошко с просьбой поменять оный и это позволит делать программы многоинструментной обработки.
Сейчас я этим вяло,ибо лентяй,занимаюсь.
Если хотите могу вам скинуть недоделанный постпроцессор и помочь с вопросами и программированием,при условий,
что мы поделимся результатом со всеми на копилефт условиях.
В общем пишите в личку.
Сообщение отредактировал torvn77: 19 Апрель 2013 - 13:12
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#31
OFFLINE
Rafael
-
- Пользователи
-
- 6 сообщений
Абитуриент
-
Из:Novopolotsk
Отправлено 19 Апрель 2013 - 15:46
Спасибо за предложение, но пока я не могу быть полезным - совсем новичок в этих делах. Мне, видимо, надо вообще начать с установки концевых датчиков на мой голый станок.
#32
OFFLINE
К@лян
-
- Пользователи+
-
- 116 сообщений
Бакалавр CNC
-
Из:Арзамас
Отправлено 19 Апрель 2013 - 15:48
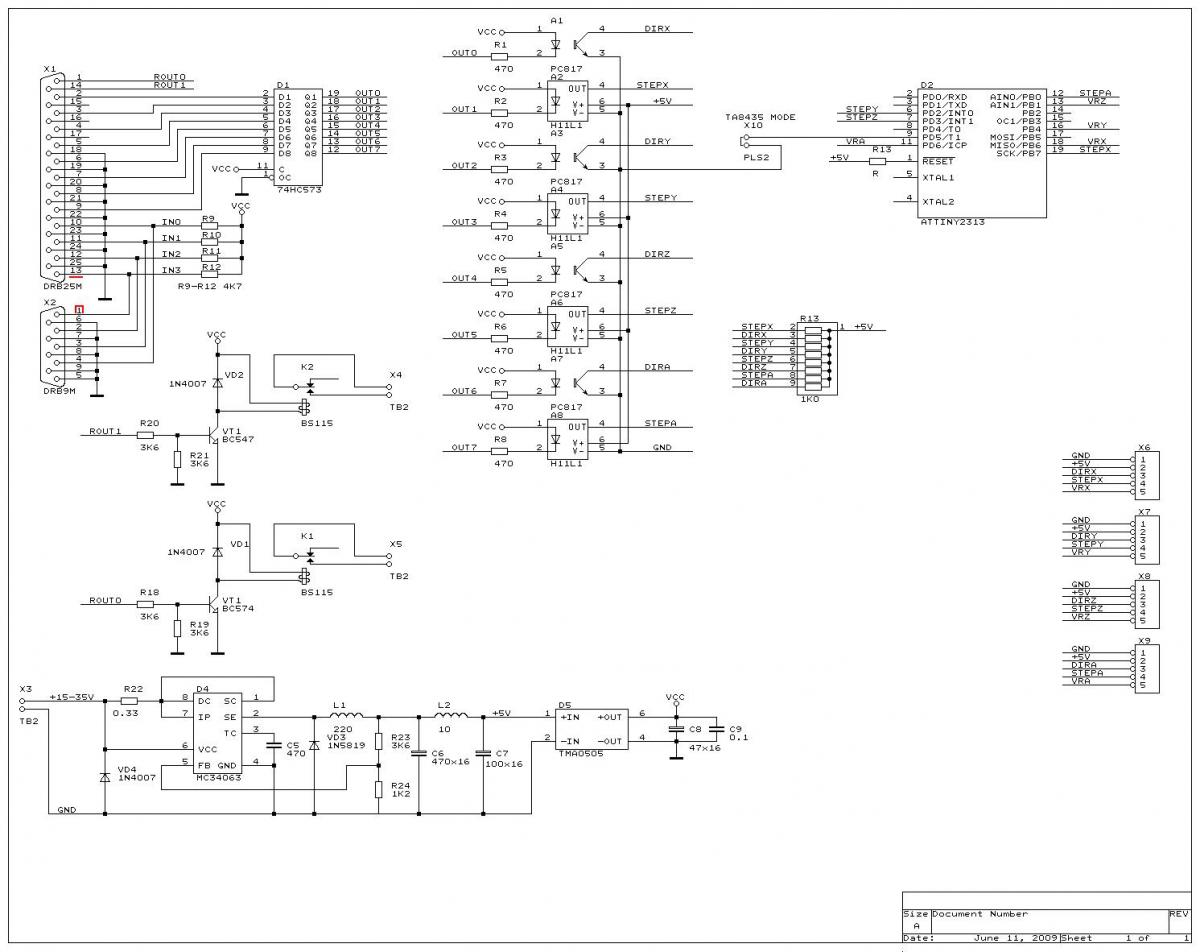
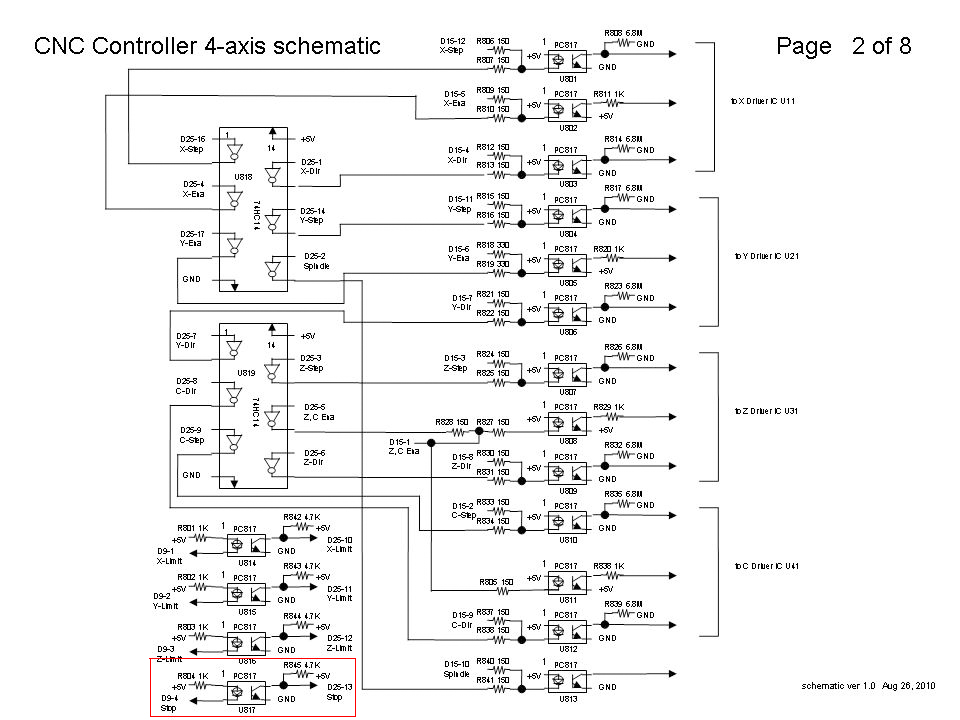
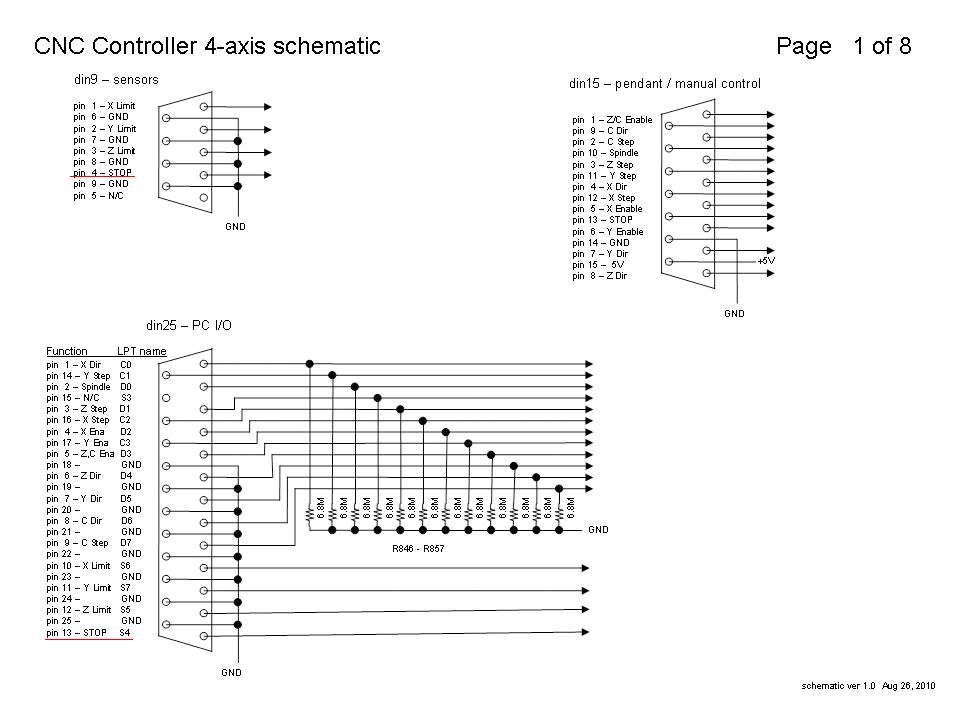
Rafael Немного ввёл в заблуждение, схема похожего на мой, контроллера. На моём опторазвязки.
Прикрепленные изображения
Сообщение отредактировал К@лян: 19 Апрель 2013 - 15:55
#33
OFFLINE
torvn77
-
- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 10 Май 2013 - 20:05
Cделал позновательную тему-новость на форуме cnc-club.ru
Народ там молчаливый,новость посмотрели 45 раз и в конце концов задали вопрос:
По поводу поиска необходимой информации для встраивания в постпроцессор пробы там можно посмотреть две темы.
Датчик касания по Зет. и
Авто ноль по Z в EMC
Народ там молчаливый,новость посмотрели 45 раз и в конце концов задали вопрос:
Если не сложно расскажите мне об этом,а я им потом перескажу.какая повторяемость получилась?
как работает с фрезами разного диаметра?
По поводу поиска необходимой информации для встраивания в постпроцессор пробы там можно посмотреть две темы.
Датчик касания по Зет. и
Авто ноль по Z в EMC
Сообщение отредактировал torvn77: 10 Май 2013 - 20:07
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#34
OFFLINE
torvn77
-
- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 14 Апрель 2014 - 22:46
Верну ка я тему в первоначально русло замера параметров инструмента лазером.
Нащёл я вот такие лазерные концевики Baumer OGUM 030~120:
http://www.promsytex..._sensor/ogum030

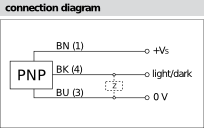
Схема подключения:

С такими вот параметрами:
type through beam sensor
object size > 0,05 mm
repeat accuracy < 0,01 mm
hysteresis < 0,02 mm
ambient light immunity 100 kLux
sensitivity adjustment potentiometer, 270°
light source pulsed red laser diode
wave length 670 nm
laser class 2
light indicator LED yellow
Цена 655-716 швейцарских франков.(где то 25~30 тыр)
Из серии думаю взять самый большой на 120 мм.
Получится его использовать для измерения длинны и радиуса инструмента?
Или не жадничать и взять поменьше,а то стоят то они примерно одинаково?
Нащёл я вот такие лазерные концевики Baumer OGUM 030~120:
http://www.promsytex..._sensor/ogum030

Схема подключения:
С такими вот параметрами:
type through beam sensor
object size > 0,05 mm
repeat accuracy < 0,01 mm
hysteresis < 0,02 mm
ambient light immunity 100 kLux
sensitivity adjustment potentiometer, 270°
light source pulsed red laser diode
wave length 670 nm
laser class 2
light indicator LED yellow
Цена 655-716 швейцарских франков.(где то 25~30 тыр)
Из серии думаю взять самый большой на 120 мм.
Получится его использовать для измерения длинны и радиуса инструмента?
Или не жадничать и взять поменьше,а то стоят то они примерно одинаково?
Сообщение отредактировал torvn77: 14 Апрель 2014 - 22:58
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#35
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 068 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 14 Апрель 2014 - 23:06
Тимофей, потратьте эти деньги на погашение кредита. Вам такой датчик не нужен.
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#36
OFFLINE
torvn77
-
- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 14 Апрель 2014 - 23:12
А как без него я сломанные гравёры использовать буду?
Мысль та,что надо не пятно контакта ловить,а точку пересечения режущей кромки оси вращения.
вам то всяко стоит попробовать,потом здесь расскажите о том,что получилось.
Мысль та,что надо не пятно контакта ловить,а точку пересечения режущей кромки оси вращения.
вам то всяко стоит попробовать,потом здесь расскажите о том,что получилось.
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#37
OFFLINE
T-Rex
-

- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 14 Апрель 2014 - 23:14
Вот как только научитесь попадать кончиком конусного гравера в центр лазерного луча, с погрешностью менее 0.01 мм - так и получится датчики этого типа для измерения длины использовать. Все приведенные в Баумеровском datasheet'е параметры - для пересечения луча шторкой, движущейся перпендикулярно лучу.Верну ка я тему в первоначально русло замера параметров инструмента лазером.
Нащёл я вот такие лазерные концевики Baumer OGUM 030~120:
Получится его использовать для измерения длинны и радиуса инструмента?
У всяких там Mori Seiki пока что не получилось. Продолжают тыкать фрезой в архаичную подпружиненную площадку-калибратор, а не в лазерный луч. А их инженеры не глупее вас...
#38
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 068 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 14 Апрель 2014 - 23:20
Сломанные граверы следует либо затачивать, либо выбрасывать.А как без него я сломанные гравёры использовать буду?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#39
OFFLINE
torvn77
-
- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 14 Апрель 2014 - 23:22
А что эти "Mori Seiki" делали?
Да и у Renishaw же получилось?
Да и не нужна мне шибко вумная система,гравёр со сколотым неточным пятном отпозиционирует и хорош.
Н у а дребезг можно подавить подавая сигнал с датчика на триггер.
в любом случае,устанавливать гравёр по пятну идеологически не правильно,
надо находить точку пересечения и потом вычислять компенсацию на длинну с учётом того,каким это пятно контакта должно быть.
Да и для обработки кромки не обязательно гравёр перетачивать.
Да и у Renishaw же получилось?
Да и не нужна мне шибко вумная система,гравёр со сколотым неточным пятном отпозиционирует и хорош.
Н у а дребезг можно подавить подавая сигнал с датчика на триггер.
Подточить то их кривыми руками можно,вопрос в том,какое у них будет пятно контакта.Сломанные граверы следует либо затачивать, либо выбрасывать.
в любом случае,устанавливать гравёр по пятну идеологически не правильно,
надо находить точку пересечения и потом вычислять компенсацию на длинну с учётом того,каким это пятно контакта должно быть.
Да и для обработки кромки не обязательно гравёр перетачивать.
Сообщение отредактировал torvn77: 14 Апрель 2014 - 23:25
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#40
OFFLINE
lkbyysq
-
- Cтарожил
-
- 10 068 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 14 Апрель 2014 - 23:24
torvn77, контактный способ-то чем Вам не угодил?
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Темы с аналогичным тегами датчик привязки


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}