
Да, замечательно паузы вставляются. Только ещё добавить то же самое, перед остальными G1 и G0.
Но получающиеся полсекунды между строками, это дюже много, никуда не годится. Тут мысль пришла, попробовать вставлять, вместо G4, какой-нибудь другой код или… М код, ну пусть М8 (вкл. охлаждения). Задача то – выгадать несколько лишних мкс...

Сообщений в теме: 375
#181
 OFFLINE
OFFLINE
Roma
-

- Продвинутый
-

- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 17 Февраль 2013 - 17:05
#182
OFFLINE
Dissmis
-

- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
-
Из:Dubai
Отправлено 17 Февраль 2013 - 18:23
я уже экспериментирую над этим)). я поставил дублировать точки, немного помогло скорость если у упала то не заметно а вот точность увы все равно страдает. На исходном УП по окончанию ~0.4 мм было, а теперь ~0.1мм (тестовое уп состоит из 1000 перемещений на 6мм туда и обратно). Прочитал про некую "Look Ahead" интересно реализована ли данная функция на базе этого пульта (по ощущениям тут то и кроется причина) и как ее отключить, облазил всю имеющуюся документацию но увы ничегошеньки. Буду пробовать разные варианты потом отпишусь по результатам.
#183
OFFLINE
Dissmis
-
- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
-
Из:Dubai
Отправлено 18 Февраль 2013 - 11:51
Вот есть результат. Поставил смену типа траектории и M7 перед каждым шагом. Смещение исчезло ну или практически исчезло - точно не замерял, но УП из 108600 перемещений отработало без видимых дефектов хотя до этого на 14000 уже 1.5 мм погрешности накапливалось 
P.S. Да и скорость если и упала то незначительно.
P.S. Да и скорость если и упала то незначительно.
Сообщение отредактировал Dissmis: 18 Февраль 2013 - 11:53
#184
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 18 Февраль 2013 - 12:27
Ну надо же, получилось… 
#185
OFFLINE
buth13
-

- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 23 Февраль 2013 - 01:42
Если можно, объясните как именно прописать смену типа траектории и M7 перед каждым шагом в ПП в ArtCam. Постпроцессор, которым пользуюсь : CIPHER (plt). НЕ могу побороть смещение.
Сообщение отредактировал buth13: 23 Февраль 2013 - 03:48
#186
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 23 Февраль 2013 - 09:03
Что-то не могу понять о чем вы? Смена типа траектории и M7 при постпроцессоре CIPHER (plt), который создает путь инструмента не в G-кодах, а в 3D-PLT-формате....Если можно, объясните как именно прописать смену типа траектории и M7 перед каждым шагом в ПП в ArtCam. Постпроцессор, которым пользуюсь : CIPHER (plt). НЕ могу побороть смещение.
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#187
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 24 Февраль 2013 - 00:09
Но наверное возможно прописать и в этом постпроцессоре паузу перед кажым шагом? Видимо, как начинающий пользователь, я не совсем понял данный способ ликвидации смещения по Z. Я выставил компенсацию люфта и смещение исчезло, но станок то новый реального люфта нет. Можно ли такой способ использовать вообще? И под каждую УП видимо надо выставлять свою компесацию (насколько я понял она зависит от шага)? А это очень не удобно. Вот я и подумал, что описанный выше способ можно применить не только для G-кодов, но и для PLT- формата или я лошара? Китайцы сказали, что подойдёт ПП AXYZ(*nc), но сним станок не доходит до конца-останавливается. Попрбовал CIPHER (plt)-всё нормально(уже изготовил пару пробных моделей. G-коды пульт Weihong NK105 вообще не видит, хотя судя по мануалу должен.
Сообщение отредактировал buth13: 24 Февраль 2013 - 00:32
#188
OFFLINE
Dissmis
-
- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
-
Из:Dubai
Отправлено 24 Февраль 2013 - 13:04
А станок останавливается на первых шагах или ближе к концу УП?Китайцы сказали, что подойдёт ПП AXYZ(*nc), но сним станок не доходит до конца-останавливается. Попрбовал CIPHER (plt)-всё нормально(уже изготовил пару пробных моделей. G-коды пульт Weihong NK105 вообще не видит, хотя судя по мануалу должен.
#189
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 25 Февраль 2013 - 00:18
Почти в самом конце УП. Шпиндель поднимается над заготовкой, но при этом работает. А если потавить ШД большей мощности , это поможет от пропуска шагов?.Настройки скорости и ускорения я выставил небольшими, но время около 11 часов на модель 220х330 (чистовая) почему-то не устраивает.
Сообщение отредактировал buth13: 25 Февраль 2013 - 00:24
#190
OFFLINE
Skrip
-
- Пользователи+
-
- 68 сообщений
Студент
- Пол:Мужчина
- Город:Москва
-
Из:Водный Стадион
Отправлено 26 Февраль 2013 - 00:51
ох, великая могучая русский езыкэ!!! Тяжело читать аднако!!
ВСЕХ! люблю. Ох моя печёночка бедненькая...
#191
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 26 Февраль 2013 - 02:25
Написал действительно коряво. Первое и второе предложение-ответ на заданный выше вопрос. А про мощность ШД это уже вопрос интересующий меня.По оси Х кстати тоже есть смещение, но какое-то непонятное- с правого края образуется ступенька , т.е. если при черновой обработке 3 прохода по Z, то будет 3 ступеньки. но углы то у заготовки равны 90градусам.Думал может фрезер установлен не перпендикулярно столу, но вроде бы стоит правильно (пробовал фрезернуть плоскость-не видно ни каких переходов). А смещение по оси Z уменьшил ( за счёт уменьшения скорости подачи, ускорения,увеличения до 20000 шагов\об),но до конца так и не победил.Не знаю, что и делать.
#192
OFFLINE
Dissmis
-
- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
-
Из:Dubai
Отправлено 26 Февраль 2013 - 08:57
Если вы внимательно читали тему то смешение образуется из-за недостаточной задержки между первым импульсом и сигналом смены направления движения. В некоторых системах есть возможность задать эту задержку вручную. У меня нет поэтому я исправил постпроцессор добавив остановку перед каждым шагом. Я не знаю есть ли у вас в настройках DSP параметр типа Dir to Pulse или что-то подобное. если да то лучше поправить его. А G коды ваш станок прекрасно понимает ПП AXYZ(*nc) создает УП именно в них. А останавливается он скорее всего когда доходит до неперевариваемого символа в УП. Я бы посмотрел на какой строке это произошло и в блокнотике нашел бы эту строчку в уп. Тогда станет ясно что править в ПП чтобы работал. А замена двигателя тут не поможет только настройка задержки или замена драйвера (у большинства моделей не нужна большая задержка)
#193
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 26 Февраль 2013 - 11:48
Ващи сообщения я понял, но сказать об этом видимо не смог. В пульте нет подобного параметра. Меня как раз и интересует, как исправить ПП, т.е. добавить остановку перед каждым шагом( не вручную же это исправляется, видимо в ПП прописывается команда на выполнение паузы). AXYZ(*nc) буду пробовать . по номеру линии. где произошла остановка будет видно в чём ошибка. Сам конечно не разберусь, но думаю на форуме помогут.
Сообщение отредактировал buth13: 26 Февраль 2013 - 11:53
#194
OFFLINE
Dissmis
-
- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
-
Из:Dubai
Отправлено 26 Февраль 2013 - 12:37
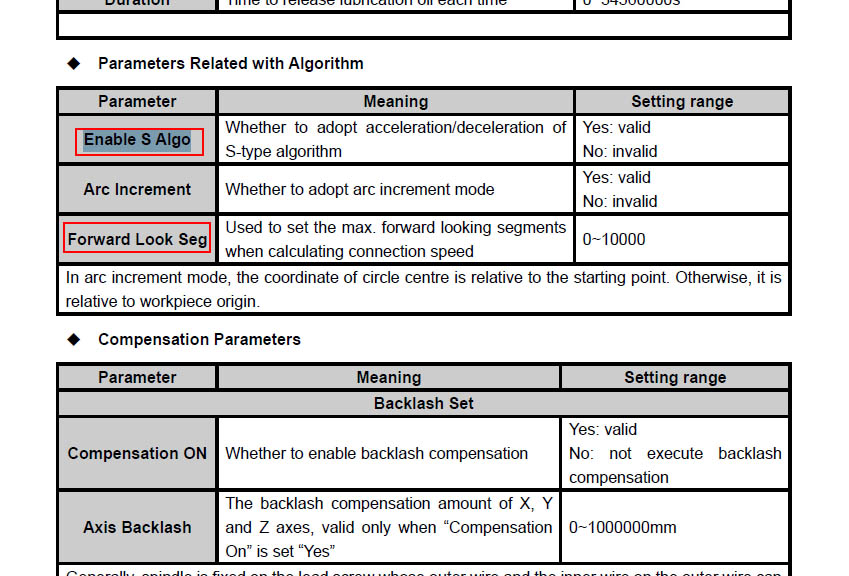
Как будет у вас рабочий ПП Помогу остановки вставить. А вообще я бы в первую очередь попробовал поменять параметры обведены красным на рисунке. Forward Look SEG поставьте 0. ну и поиграть с типом ускорения
#195
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 26 Февраль 2013 - 14:52
Спасибо. Сейчас доберусь до мастерской и всё попробую.
#196
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 27 Февраль 2013 - 00:32
ПП AXYZ(*nc) работает до предпоследней команды, затем выдаёт:NC file running error(liing error(line60130):Tool length Compensation offset Number is out of range. Ниже привожу две последние строки УП: 1)N60130G28X0Y0
2)N60140M30 Это была чистовая УП. В черновой тоже самое-выдаёт ошибку в предпоследней строке. Но эта ошибка появляется после отработки программы до конца, так что нисколько не мешает( шпиндель не возвращается в ноль заготовки). Параметр "Forward Look Seg " пробовал менять на 25(стояло 50), потом на 10. Не пойму ,что он меняет, может надо увеличить?(завтра попробую. Отключил также " Enable S Algo" .Сегодня станок отработал две УП (черновую и первую чистовую). При черновой большое смещение по Х ,порядка 4мм( четыре прохода по Z). При чём с каждым проходом смещение нарастает. При чистовой смещения по Х вроде бы нет, но по Z достигает 0.5 мм ( фреза конусная плоская диаметр торца 3мм). Завтра хочу попробовать вторую чистовую конусной фрезой 0,5 мм .видимо и смещение вырастет раз в шесть.
2)N60140M30 Это была чистовая УП. В черновой тоже самое-выдаёт ошибку в предпоследней строке. Но эта ошибка появляется после отработки программы до конца, так что нисколько не мешает( шпиндель не возвращается в ноль заготовки). Параметр "Forward Look Seg " пробовал менять на 25(стояло 50), потом на 10. Не пойму ,что он меняет, может надо увеличить?(завтра попробую. Отключил также " Enable S Algo" .Сегодня станок отработал две УП (черновую и первую чистовую). При черновой большое смещение по Х ,порядка 4мм( четыре прохода по Z). При чём с каждым проходом смещение нарастает. При чистовой смещения по Х вроде бы нет, но по Z достигает 0.5 мм ( фреза конусная плоская диаметр торца 3мм). Завтра хочу попробовать вторую чистовую конусной фрезой 0,5 мм .видимо и смещение вырастет раз в шесть.
Сообщение отредактировал buth13: 27 Февраль 2013 - 01:20
#197
OFFLINE
Dissmis
-
- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
-
Из:Dubai
Отправлено 27 Февраль 2013 - 09:41
Forward look seg надо поставить 0. этот параметр определяет сколько сегментов учитывать при расчете скорости на стыках. а надо чтоб он стыки с нулевой скоростью проходил
#198
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 28 Февраль 2013 - 00:48
Пульт сказал, что ноль нельзя-поставил единицу.По оси Z смещение составило около 1мм, по оси Х смещение 3мм ( модель 300х300),время -10 часов.Смещение по оси Х стало меньше, чем на предыдущих настройках. УП на этот раз вывела шпиндель в ноль заготовки, но высветилась такая же ошибка, как и в прошлый раз. Dissmis, а в Вашем ПП остановки прописываются перед каждым перемещением или только по оси Z ?
#199
OFFLINE
Dissmis
-
- Пользователи
-
- 17 сообщений
Студент
- Пол:Мужчина
-
Из:Dubai
Отправлено 28 Февраль 2013 - 12:05
Перед каждым. И это минус потому что проблема возникает только при смене направления. Но выделить такие моменты не удалось вот поэтому перед каждым перемещением пауза
#200
OFFLINE
buth13
-
- Пользователи+
-
- 27 сообщений
Студент
- Пол:Мужчина
-
Из:североморск
Отправлено 01 Март 2013 - 00:17
Dissmis, помогите пожалуйста подправить ПП, а то смещение по Z ( благодая Вам) удалось минимизировать, но смещение по оси Х присутствует, особенно при черновой обработке. С этим конечно можно бороться опустив ноль заготовки, но опять же уходят размеры заготовки.
Сообщение отредактировал buth13: 01 Март 2013 - 00:18
Темы с аналогичным тегами Смещение координат, Полоски при обработке

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

