



А раз уж Реабин на Маче, то остановлюсь подробнее на практических результатах:
В связке Масн - сервопривод, работа станка меня более чем устраивает. Во-первых, устраивает интерфейс и возможность настроек Mach3, во вторых - дискрета перемещения установлена 0.005 мм. И несмотря на то, что каждый шарик в гайках ШВП мною лично подобран с преднатягом и направляющие, соответственно, тоже не болтаются, станок, даже при перемещении по длинному Y (900мм) реагирует на эти 0.005 в обе стороны. Бывает так, что при пошаговом перемещении, серва пищит, но доворачивает винт и стрелка индикатора четко фиксирует перемещение на эти полсотки без люфта при смене направления. А это не может не радовать. Станок запущен недавно и первый сложный тест его, а за одно и Mach-а проводился во время новогодних каникул. Деталь была сложная:
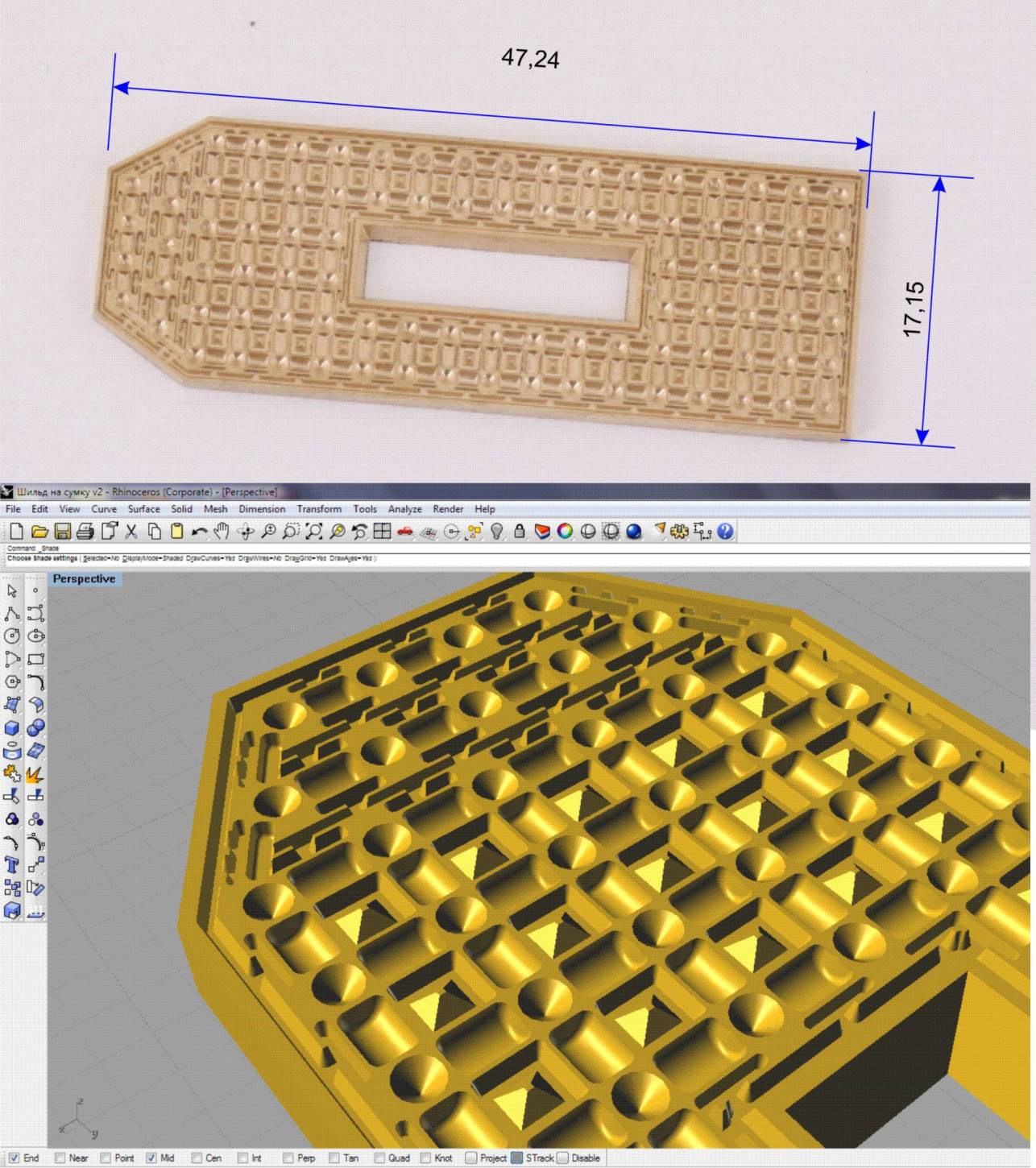
Материал латунь. Требования к изделию были через-чур, но и время потренироваться было... В итоге, после написания УП (PowerMill) время изготовления составило около 8 часов, использовано 11 инструментов разной геометрии. Так как пазы должны были иметь разные уклоны стенок... Первый тест был на максимальной скорости. Настройки двигателей в маче выставил: 6000 мм/мин и 0.08 ускорение. Сначала было страшно, станок буквально летал, ускоренные перемещения на малых расстояниях были настолько мгновенными, что их не удавалось увидеть... казалось бы, за счет инерции портала все должно было "уехать", но работу продолжил, так как эксперимент того стоил. Что сразу понравилось, дак это то, что время реальной рабочей подачи практически постоянно совпадало с заданной. В NC-Studio, которой пользовался до этого, отставало значительно. Около семи с половиной часов работал без сбоев, на удивление ничего никуда не уехало и не зарезало, и я даже подумал, что эксперимент удался, но буквально на последней программе - чистовой обработке пирамидок с постоянной Z, на одном из свободных перемещений, все-таки сервопривод по Z ушел в аварию... И получилось то, о чем я говорил выше - остальные оси продолжали работать. Так как инструмент завис на безопасной высоте, заготовка не была испорчена, но по неопытности, "нули" я потерял. Второй раз максимальная скорость была установлена 4000 м/мин. ускорение - 0.06. Результат на картинке. Все восемь часов станок отработал без сбоев, размеры выдержаны, качество получилось ожидаемое. (изделие на фото - из под станка). Микроскоп с измерительным окуляром подтвердил, что все перегородки между элементами одной (заданной в программе) толщины.
В общем, насчет Мача я делаю однозначный вывод: с задачами справляется! Тогда, как грицца: "...зачем платить больше!"
**
Забыл добавить: и это при том, то винты ШВП у меня с шагом 10мм/об.
Сообщение отредактировал Vara: 24 Январь 2012 - 02:36








