
Первый вариант есть..Режу дерево..Не думал что можно и по стали...Хотя как то резал дерево и наткнулся такой фрезой на саморез..черный..по гипсокартону..Металл там вроде крепкий..отгрыз кусок шляпки..Дальше этой фрезой работал..Вроде так же чисто реала как и до встречи с саморезом..Стоит попробовать ..Чем то охлаждать надо или смазывать? ВДшкой или воздух...?Обратите внимание на фрезы K2QXJ60.206
Один из Новосибирских заводов регулярно берет и приносит на заточку граверы-пирамидки A3G36001, эти граверы они используют для гравировки на Сталь 45.

-
 Тема закрыта
Тема закрыта
Сообщений в теме: 39
#21
 OFFLINE
OFFLINE
Васёк
-

- Пользователи+
-

- 84 сообщений
Студент
-
Из:Краснодар
Отправлено 13 Октябрь 2015 - 13:40
#22
OFFLINE
Admin
-

- Главные администраторы
-
- 1 837 сообщений
"Добрый" Админ
- Пол:Мужчина
-
Из:Мир-CNC
Отправлено 13 Октябрь 2015 - 14:11
Чем то охлаждать надо или смазывать?
Наилучший вариант - это непрерывное охлаждение инструмента с подачей СОЖ. За не имением системы подачи СОЖ - ВДшка или воздух.
Незнание правил форума не освобождает от ответственности!
Правила для раздела «Доска объявлений»
Вопросы по работе форума
Правила для раздела «Доска объявлений»
Вопросы по работе форума
#23
OFFLINE
Feodor
-
- Пользователи
-
- 10 сообщений
Студент
-
Из:Краснодар
Отправлено 26 Апрель 2016 - 17:30
Теоретически да, но если это нужно делать часто, то лучше не надо, поскольку на станок это плохо повлияет. А так да, специальные фрезы, система охлаждения и смазки...
#24
OFFLINE
Alekc
-
- Пользователи+
-
- 32 сообщений
Студент
- Пол:Мужчина
-
Из:Минск
Отправлено 24 Июль 2018 - 20:20
На китайских станках для дерева пилить сталь можно, но это не значит что нужно. Обычная проблема: нехватка жёсткости конструкции и высокие обороты у шпинделя, как следствие повышенная вибрация фрезы и выкрашивание режущих кромок. Вот пример фрезеровки закаленной стали 62HRC матрицы для штампа пресса. Здесь при фрезеровке энергия резания нагревает место реза и снижает параметр HRC материала до 35...45 единиц (обработка проводиться без подачи СОЖ). После прохода фрезой тепло тут же уходит в толщу металла и параметр твердости материала восстанавливается. Фреза свою твёрдость при нагреве сохраняет, но тем не менее служит недолго и тупиться. Фрезеровалось китайской твёрдо-сплавной фрезой d4.0mm 4z, глубина съёма 0,25мм (меньше нельзя т.к. начинает сказываться кромочный радиус инструмента), шаг съёма 0,5d, срок службы 30мин затем на переточку. Станок WoodPecker3025 (рама станка литая чугунная), шпиндель 0,8kW.
Если бенгальские огни вам нравятся - дерзайте.
Прикрепленные изображения

#25
ONLINE
vv92
-

- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 24 Июль 2018 - 22:41
62 единицы - твердость советского напильника (а может и надфиля, не помню уже). Вы чем ее резали?
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#26
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 24 Июль 2018 - 23:13
Редкостный набор весьма спорных утверждений.
Для фрезы Ф4 с 4 кромками режим для закаленных сталей:
Скорость резания 200м/мин (нищенская):
15915 RPM
Стружка на зуб 0.04мм
Подача 2546мм/мин
Охлаждение ВОЗДУХОМ.
Шаг 15%, глубина 0.5-1.5мм.
И зачем тут медленный шпиндель?
Про тепло и вообще анекдот. Читайте теорию обработки резанием.
При правильной толщине стружки прим 70-80% тепла уходит в стружку, а не в деталь, или фрезу.
0.8kW и закаленная сталь, это удел сильных духом...
Для фрезы Ф4 с 4 кромками режим для закаленных сталей:
Скорость резания 200м/мин (нищенская):
15915 RPM
Стружка на зуб 0.04мм
Подача 2546мм/мин
Охлаждение ВОЗДУХОМ.
Шаг 15%, глубина 0.5-1.5мм.
И зачем тут медленный шпиндель?
Про тепло и вообще анекдот. Читайте теорию обработки резанием.
При правильной толщине стружки прим 70-80% тепла уходит в стружку, а не в деталь, или фрезу.
0.8kW и закаленная сталь, это удел сильных духом...
#27
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 25 Июль 2018 - 01:51
Мне тоже понравилось про отвод тепла в деталь))))).
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#28
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 25 Июль 2018 - 02:00
62 единицы - твердость советского напильника (а может и надфиля, не помню уже). Вы чем ее резали?
Китайской "г×÷о-фрезой". 100%.
Хотя такие твердости достаточно хорошо режутся для этого предназначенным инструментом.
Там только одна загвоздка... Инструмент стоит взрослых денег и уже даже маленькая ошибка с режимом приводит к поломке фрезы, итд.
#29
OFFLINE
Alekc
-
- Пользователи+
-
- 32 сообщений
Студент
- Пол:Мужчина
-
Из:Минск
Отправлено 01 Август 2018 - 14:11
Ещё раз для всех теоретиков повторяю "На китайских станках для дерева пилить сталь можно, но это не значит что нужно. Обычная проблема: нехватка жёсткости конструкции и высокие обороты у шпинделя, как следствие повышенная вибрация фрезы и выкрашивание режущих кромок."
Что касается бенгальских огней, то они появляются в результате выкрашивания режущих кромок фрезы, то-есть пора менять фрезу. На новой фрезе чётка видна дуга жёлто-красного цвета в зоне пила с выбросом стружки красного цвета (при фрезеровке не закаленных материалов такого нет). Фрезеровался в имеющемся готовом вырубном штампе колодец 4,5*40мм, сталь была углеродка типа У10 закаленная так, что напильник её не брал. Фото сделано в 2010г.
Что касается инструмента: фреза шведская от фирмы SECO HSS с покрытием окись титана для обработки стали, можно такие вещи делать и советскими например из ВК95, главное чтобы было высокое содержание кобальта иначе по температуре резания не выдержит. Пришлось помучиться с подбором режимов резания.
Фрезерование закаленных сталей широко применяется при производстве штампов для литья пластмассы. Правда там закалка основного тела материала порядка 50...55HRC, типовой металл 40Х. Традиционная технология: пилим болванку с припуском, закаливаем, шлифуем в чистовую = затраты 100%. При наличии HSS фрез: закаливаем, обрабатываем в чистовую = затраты 50%. Несмотря на упрощение технологии стойкость штампа более миллиона отливок, проверено.
Что касается съёма фрезой слоя 0,04мм: у любого инструмента есть такой параметр как радиус режущей кромки и при попытке снимать слой менее этого радиуса приводит к тому что инструмент начинает скользить по поверхности заготовки и её выглаживать. Такой съём для закаленных материалов даже теоретически не возможен. Хотите пилить по 0,04мм - покупайте монокристал алмаза.
#30
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 01 Август 2018 - 17:29
Вот "практик" нашелся ;-)
Единственный вариант продуктивно резать закаленные стали - твердосплавный инструмент с зерном порядка 200-400.
Убейте технолога. Так НЕ должно быть. Скорее всего скорость резания безмерно превышена. При оптимальных режимах работы твердосплавным инструментом такое НЕ происходит. А вот работая керамическими пластинками именно наличие красной полосы в зоне резания есть признак правильных режимов.
Вряд-ли есть смысл пересказывать азбучные истины про геометрию заточки зуба ;-) тем не менее в наше время подача на зуб 0,04мм не является фантастикой, а проверенной практикой.
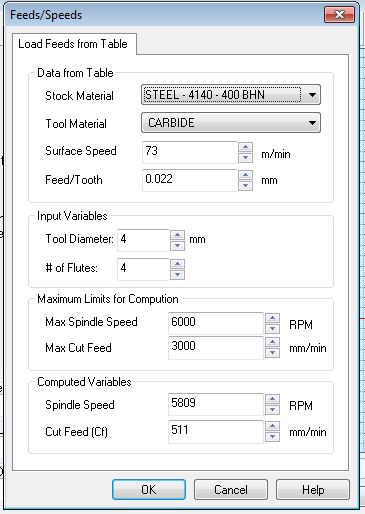
Вот таблица режимов инструмента от производителя:

Вот расчет скорости резания, нагрузки на зуб, подачи, итд. исходя из данных таблицы производителя инструмента:

В калькуляторе САМ подобрал подачу на зуб чтобы получить мах близко к режимам каталога.
Как не странно, но на зуб получилось даже меньше 0,04мм.
Могу дать телефон конструкторского бюро даного производителя фрез, может чему-то новому их научите .
.
P.S.
Я не заметил тут желающих фрезеровать сталь на китайских макетах станков... Так-что это Вы придумали.Ещё раз для всех теоретиков повторяю "На китайских станках для дерева пилить сталь можно, но это не значит что нужно
Слабо подходит для таких работ. Можно такой работать, но НЕ нужно. И тут надо понимать, что HSS очень слабо переносит превышение Т диапазона.SECO HSS с покрытием окись титана для обработки стали
Единственный вариант продуктивно резать закаленные стали - твердосплавный инструмент с зерном порядка 200-400.
На новой фрезе чётка видна дуга жёлто-красного цвета в зоне пила с выбросом стружки красного цвета (при фрезеровке не закаленных материалов такого нет)
Убейте технолога. Так НЕ должно быть. Скорее всего скорость резания безмерно превышена. При оптимальных режимах работы твердосплавным инструментом такое НЕ происходит. А вот работая керамическими пластинками именно наличие красной полосы в зоне резания есть признак правильных режимов.
Что касается съёма фрезой слоя 0,04мм: у любого инструмента есть такой параметр как радиус режущей кромки и при попытке снимать слой менее этого радиуса приводит к тому что инструмент начинает скользить по поверхности заготовки и её выглаживать. Такой съём для закаленных материалов даже теоретически не возможен. Хотите пилить по 0,04мм - покупайте монокристал алмаза.
Вряд-ли есть смысл пересказывать азбучные истины про геометрию заточки зуба ;-) тем не менее в наше время подача на зуб 0,04мм не является фантастикой, а проверенной практикой.
Вот таблица режимов инструмента от производителя:
Вот расчет скорости резания, нагрузки на зуб, подачи, итд. исходя из данных таблицы производителя инструмента:
В калькуляторе САМ подобрал подачу на зуб чтобы получить мах близко к режимам каталога.
Как не странно, но на зуб получилось даже меньше 0,04мм.
Могу дать телефон конструкторского бюро даного производителя фрез, может чему-то новому их научите
.P.S.
Это, наверное, досадная опечатка. Штамп это, ИМХО, не литейная оснастка.штампа более миллиона отливок
Сообщение отредактировал ShadowVoice: 01 Август 2018 - 17:32
#31
OFFLINE
Alekc
-
- Пользователи+
-
- 32 сообщений
Студент
- Пол:Мужчина
-
Из:Минск
Отправлено 02 Август 2018 - 00:25
Эх, утомили вы меня своими теориями, сразу видно что сами фрезеровкой не занимаетесь.
Учиться мне у вас нечему, да и поздно, на пенсии я давно. Наберёте палтос стажа тогда и поговорим.
Успехов.
#32
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 02 Август 2018 - 20:37
Ха-ха-ха ;-) Так с "полтосом" стажа сбегать с дискуссии не зазорно?
А судить о людях их не зная... да будет это на Вашей совести.
От Минска до Риги не далеко, приезжайте на мое производство, покажу как работать на таких режимах по сталям. Правда на макетах станков НЕ работаем.
Например по простой стали фрезой Ф10 на глубину 20мм при подаче 2500мм/мин. И никаких искр ;-) Время на деталь 3:26 .
Сообщение отредактировал ShadowVoice: 02 Август 2018 - 20:40
#33
OFFLINE
Alekc
-
- Пользователи+
-
- 32 сообщений
Студент
- Пол:Мужчина
-
Из:Минск
Отправлено 03 Август 2018 - 17:44
Дорогой ГУРУ, а какой шаг подачи и где видио станка?
В начале поста речь шла о пилении стали на китайских деревообрабатывающих станках.
Станок с бенгальскими огнями приобретался в январе 2007г через московскую фирму Технографика
и был самым первым проданным станком из этой серии на всём пост-советском пространстве.
Станок неплох, цветмет гребёт хорошо, единственный его недостаток SBR направляющие и слабоватый шпиндель.
В 2009г была приобретена SUDA-1318 3-х шпиндельная 2,2kW, с очень жёсткой сварной рамой из профильной трубы
с толщиной стенки 8мм. Когда стали пилить на этом чуде модельную оснастку под литьё в пещаные формы из модельного пластика LAB850 с хорошими нагрузками и подачами у шпинделей подшипники посыпались уже через месяц.
Осюда вывод: Высокооборотные шпиндели на деревообрабатывающих китайцах режимы обработки по стали рекомендуемые в справочниках не способны обеспечивать т.к. комплектуются радиально-упорными
шарикоподшипниками, а у металлообрабатывающих шпинделях применяются роликовые подшипники.
Кстати, на WoodPeckere шпиндель 0,8kW (цанга ER11)вообще сгорел когда стали грести дюраль 6мм фрезой,
а слои то были всего по 1мм и подачу более 2400мм/мин станок не обеспечивал техничеки.
А теперь думайте господа а не трольти.
В моих загашниках есть примеры обработки подшипниковых сталей. Если интересно, то так и быть, поделюсь опытом.
Успехов всем.
#34
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 03 Август 2018 - 19:49
Делитесь,конечно!
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#35
OFFLINE
Rtype
-
- Пользователи+
-
- 233 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Ковров
-
Из:Ковров
Отправлено 03 Август 2018 - 20:55
Например по простой стали фрезой Ф10 на глубину 20мм при подаче 2500мм/мин. И никаких искр ;-) Время на деталь 3:26 .
Какую СОЖ используете?
#36
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 03 Август 2018 - 23:35
Коллеги, завтра посмотрю в файле режимы.
Тогда и отпишусь. Сейчас дома даже нотика нет - путешествует с женой где то.
СОЖ: раньше брали Blasocut, но теперь перешли на другую. Немецкую. Посмотрю производителя и напишу.
Blasocut существенно дороже и хуже биологическая стойкость (быстро закисает) + после 2-3 недель работы на рефрактометре дает размытую линию, соотв труднее замерить плотность. С другой стороны Blasocut не создает пленку оксида на ал сплавах даже через день.
Тогда и отпишусь. Сейчас дома даже нотика нет - путешествует с женой где то.
СОЖ: раньше брали Blasocut, но теперь перешли на другую. Немецкую. Посмотрю производителя и напишу.
Blasocut существенно дороже и хуже биологическая стойкость (быстро закисает) + после 2-3 недель работы на рефрактометре дает размытую линию, соотв труднее замерить плотность. С другой стороны Blasocut не создает пленку оксида на ал сплавах даже через день.
#37
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 04 Август 2018 - 20:58
Коллеги, завтра посмотрю в файле режимы.
Тогда и отпишусь. Сейчас дома даже нотика нет - путешествует с женой где то.
СОЖ: раньше брали Blasocut, но теперь перешли на другую. Немецкую. Посмотрю производителя и напишу.
Blasocut существенно дороже и хуже биологическая стойкость (быстро закисает) + после 2-3 недель работы на рефрактометре дает размытую линию, соотв труднее замерить плотность. С другой стороны Blasocut не создает пленку оксида на ал сплавах даже через день.
СОЖ: Hakuform 70-84. Производитель Kluthe GmbH, Германия.
Параметры черновой операции:
Глубина резания за проход 15.5мм;
Обороты 5580;
Подача 2500;
Сьем за проход 8% от Ф фрезы = 0.80мм
Припуск 0.20мм на финишную обработку.
Чистовая:
5500
2300
#38
OFFLINE
Alekc
-
- Пользователи+
-
- 32 сообщений
Студент
- Пол:Мужчина
-
Из:Минск
Отправлено 09 Август 2018 - 18:59
Ну что же, на первый взгляд режимы вроде реальные. Но давайте их оценим с точки зрения шпинделя.
Возьмём например шпиндель GST2.2-80-24K мощностью 2,2kW, 24000 об/мин, 0,8 Н/м момент на валу. Приводить выкладки расчётов здесь не буду, а воспользуюсь калькулятором которых предостаточно. Держите ссылочку:
Подстановка приведенных режимов показывает что они для шпинделя неприемлемы т.к. вызывают перегрузку в первую очередь по крутящему моменту на валу, а то и мощности резания. Дополнительно хочу заметить что при снижении оборотов шпинделя его крутящий момент падает для оборотов 12000 - на 30%, 8000 - на 55%, а при 2000 - шпиндель останавливается вообще даже при сверлении полистирола сверлом d3.0мм, тоесть момент становиться никакой.
Видимо поэтому автор не сообщил сведений о станке или его название.
Отсюда делаем вывод: можно-ли доверять, а главное верить, таким "Гуру", которые говорят и пишут лишь бы покрасоваться.
Всем успехов.
Прикрепленные файлы
-
 Ссылка.txt 300байт
731 скачиваний
Ссылка.txt 300байт
731 скачиваний
#39
OFFLINE
ShadowVoice
-
- Пользователи+
-
- 1 601 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Рига
- Интересы:Деньги, власть, женщины. Последовательность можно менять.
-
Из:Рига, Латвия
Отправлено 09 Август 2018 - 21:18
Сударь, не передергивайте. Это мелко.
Я не предлагал применять такой шпиндель на таких режимах. Это Ваша выдумка и Ваша ответственность.
С какого перепугу работать на таких режимах на высокооборотистом асинхроннике 2.2kW? Он этого не вынесет и это аксиома. Если Вам такие идеи приходят в голову, то вы погорячились...
Тем не менее настаиваю, что даже дохленьким асинхронником малыми диаметрами твердосплавных фрез можно неплохо работать по стали. Там требования к крутящему моменту ничтожные, а вот обороты нужны большие и соотв попадаем в диапазон оборотов, где Nm на валу хватает.
Кстати... В мире хватает и 2.2kW асинхронников с мах оборотами 12-15 000rpm и вот ими можно еще более интересно работать по металлам. Соотв вами выбранный весьма странен/сомнителен.
Я не предлагал применять такой шпиндель на таких режимах. Это Ваша выдумка и Ваша ответственность.
С какого перепугу работать на таких режимах на высокооборотистом асинхроннике 2.2kW? Он этого не вынесет и это аксиома. Если Вам такие идеи приходят в голову, то вы погорячились...
Тем не менее настаиваю, что даже дохленьким асинхронником малыми диаметрами твердосплавных фрез можно неплохо работать по стали. Там требования к крутящему моменту ничтожные, а вот обороты нужны большие и соотв попадаем в диапазон оборотов, где Nm на валу хватает.
Кстати... В мире хватает и 2.2kW асинхронников с мах оборотами 12-15 000rpm и вот ими можно еще более интересно работать по металлам. Соотв вами выбранный весьма странен/сомнителен.
#40
OFFLINE
Alekc
-
- Пользователи+
-
- 32 сообщений
Студент
- Пол:Мужчина
-
Из:Минск
Отправлено 10 Август 2018 - 03:36
Пора подвести итоги:
1. Классические деревообрабатывающие станки кое-что позволяют по метало-обработке делать, но заниматься серьёзно такими работами на них нельзя.
2. Классические режимы резания, приводимые в справочниках, на таких станках не работают. Режимы резания необходимо подбирать персонально, код каждый станок, опытным путём.
3. Тем кто жаждет обрабатывать сталь придётся приобретать, комплектовать или строить станок повышенной жесткости, укомплектовывать шпинделем для металлообработки, по осям устанавливать более мощные привода.
4. Стоимость такого станка будет в 1,5...2 раза и более дороже чем аналогичного деревообрабатывающего (простенькие хоббийные здесь не учитываем).
5. Из личного опыта проектирования и строительства ЧПУ станков: если закупать в Китае всю необходимую комплектацию по механике и электронике и самому делать всю основу станка, то получаем цену станка в Китае при более высоком качестве изготовления. Прямая выгода по отсутствию затрат при доставке и растаможивании.
К сожалению чудеса и халява здесь не прокатывают.
Успехов всем в личном творчестве.
Темы с аналогичным тегами Обработка стали


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

