
А в чем создается УП? и какая при этом точность обработки указывается?
Если например в Арткаме сделать 2 файла, один с максимальным другой с минимальным разрешением, то второй будет обрабатываться быстрее.
Попробовал сделать шнек в MOI и обсчитать в VisualMill. Визуализация в Мач показала 8 часов обработки (вдоль оси) и 18 часов (постоянное вращение шнека). Но со скоростями (для осей в мач) не игрался, но нутром чую что можно быстрее.
В арткам не пробовал засунуть, но думаю что не сильно измениться "время"..
Признаюсь честно, что у самого поворотка есть, но ни разу не пользовался. т.е. про реальные испытания сказать пока ничего не могу...

Настройка поворотной оси в Mach 3
Автор
perplexx
, 05 Авг 2011 01:07
программа под ось вращения Поворотная ось поворотная ось в Mach3 Настройка Mach3
Сообщений в теме: 93
#21
 OFFLINE
OFFLINE
VVChaif
-

- Пользователи+
-

- 46 сообщений
Студент
- Пол:Мужчина
-
Из:Краснодарский край
Отправлено 22 Август 2013 - 12:19
#22
OFFLINE
luis
-

- Пользователи
-
- 12 сообщений
Студент
-
Из:Симферополь
Отправлено 21 Май 2014 - 03:30
Доброго времени суток ! Изучаю поворотную ось. В Маче вроде бы всё настроил под это дело. Создаю УП в VisualMill или в DeskProto, пути инструмента выглядят примерно так:

А когда импортирую в Mach, то получается вот такая плоская беда:

Что может быть не так ??? Кто-то сталкивался ???
Хотелось бы проверить на чужой рабочей радиальной УП. Может у меня постпроц. не подходящий. Или это всё же настройки Мача.

А когда импортирую в Mach, то получается вот такая плоская беда:

Что может быть не так ??? Кто-то сталкивался ???
Хотелось бы проверить на чужой рабочей радиальной УП. Может у меня постпроц. не подходящий. Или это всё же настройки Мача.
#23
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 21 Май 2014 - 05:37
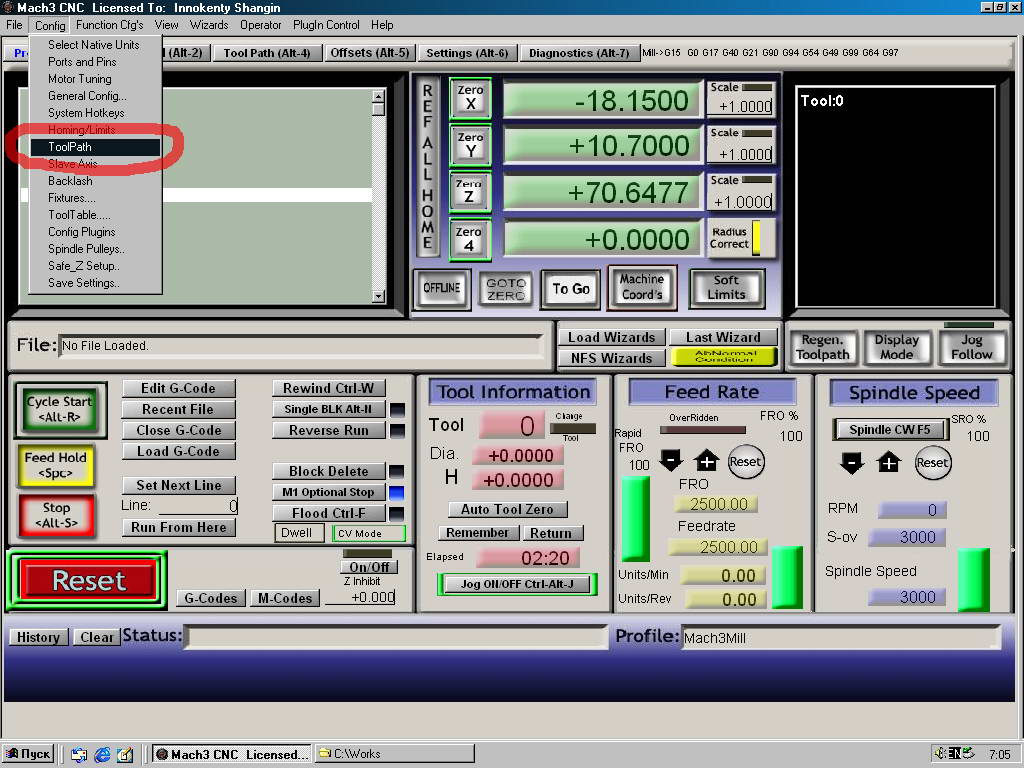
Да, это его настройки.Или это всё же настройки Мача.
Не включена галка отображения толпачей вращения.
#24
OFFLINE
luis
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Симферополь
Отправлено 22 Май 2014 - 01:15
Да, это его настройки.
Не включена галка отображения толпачей вращения.
Чёт не могу понять какая именно из них. Вроде все перетыкал - эффект тот же.
#25
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 22 Май 2014 - 07:14
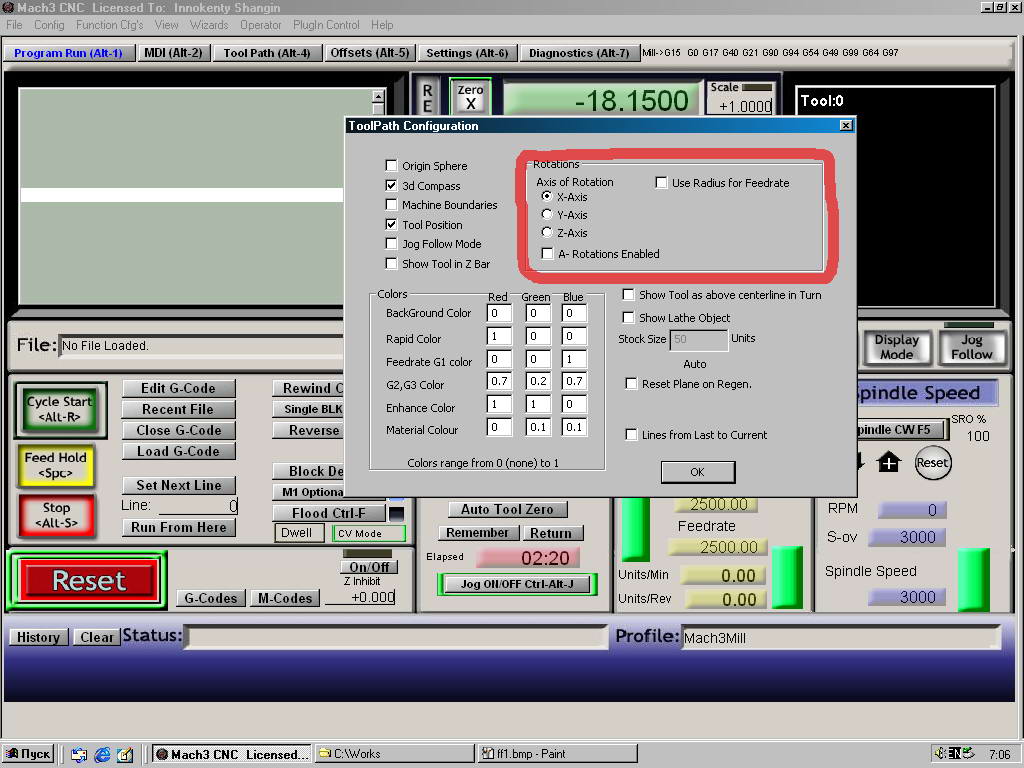
Для чистоты эксперимента, после изменения галок, перезагрузить Мах.Чёт не могу понять какая именно из них. Вроде все перетыкал - эффект тот же.
Прикрепленные изображения
Сообщение отредактировал CINN: 22 Май 2014 - 07:16
#26
OFFLINE
luis
-
- Пользователи
-
- 12 сообщений
Студент
-
Из:Симферополь
Отправлено 28 Май 2014 - 17:20
Что-то не хочет. Наверное постпроц. не подходит.
#27
OFFLINE
CINN
-
- Опытный
-
- 829 сообщений
Доктор CNC
-
Из:Уфа
Отправлено 28 Май 2014 - 18:27
Можете скрины настроек показать?
#28
OFFLINE
Kesha
-

- Пользователи+
-
- 150 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Оренбург
- Интересы:Гитаростроение, астрономия, кулинария, палеонтология, литература.
Отправлено 30 Июль 2014 - 15:53
Мое почтение.
Купил на Алиэкспрессе поворотную ось для своего станочка 3040.
Теперь не могу понять как ее сконфигурировать в Mach3.
Поворотную ось хочу использовать вместо оси X.
В описании поворотной байды указано:
angle: 0.3/step
ratio: 6:1
stepper motor: Two phase 57 2.8A stepper motor
Маркировка на шаговом двигателе: 57HS76-3004A08-D25-03
P.S.
Станок вот такой: http://www.aliexpres.../437326711.html
Поворотная ось вот такая: http://www.aliexpres.../745263680.html
#29
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 30 Июль 2014 - 16:38
Плевать,чего там написано... Ламерский метод:Подключаем вместо выбранной оси.Ничего не меняем в настройках(иначе это превратится потом в увлекательнейшее шоу "перенастрой станок три раза в день")."Отшагиваем" полный оборот поворотки.Фиксируем показания.Вводим коэффициент в постпроцессор на нужную ось.При работе с координатой вращения выбираем этот корректированный постпроцессор.Вуаля,мля.Из рассчёта "один оборот поворотки - 360".Тупо,глупо,коряво - но работает.
P.S. И ещё это... как его,гада... не арткам - вот.В арткаме я так и не смог осознать работы с развёртками.Не хватило этих... как их?... МОЗГОВ - вот....
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#30
OFFLINE
Kesha
-
- Пользователи+
-
- 150 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Оренбург
- Интересы:Гитаростроение, астрономия, кулинария, палеонтология, литература.
Отправлено 30 Июль 2014 - 17:22
Вводим коэффициент в постпроцессор на нужную ось.
"Мерси, но сие невозможно" (С) Я никогда не правил постпроцессоры и не знаю что и как там внутри.
Буду очень благодарен, если Вы подскажете - где именно, как и что менять.
Если я правильно понял, менять надо вот в этом фрагменте:
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
FORMAT = [Y|#|Y|1.3]
FORMAT = [Z|#|Z|1.3]
; Home tool positions
FORMAT = [XH|@|X|1.3]
FORMAT = [YH|@|Y|1.3]
FORMAT = [ZH|@|Z|1.3]
И ещё это... как его,гада... не арткам - вот.
Только "Арткамом" и пользуюсь. Но тут проблемы нет: меня в основном интересует гравировка на телах вращения, причем цилиндрических.
Сообщение отредактировал Kesha: 30 Июль 2014 - 18:03
#31
OFFLINE
Roma
-

- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 30 Июль 2014 - 18:39
"Отшагиваем" полный оборот поворотки.Фиксируем показания.Вводим коэффициент в постпроцессор на нужную ось.При работе с координатой вращения выбираем этот корректированный постпроцессор.Вуаля,...
Ух ты, интересный способ. 
Если я правильно понял, менять надо вот в этом фрагменте:
; Tool moves in x,y and z
FORMAT = [X|#|X|1.3]
Да, только масштабирование добавить, например:
FORMAT = [X|#|X|1.3|0.25]
#32
OFFLINE
Kesha
-
- Пользователи+
-
- 150 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Оренбург
- Интересы:Гитаростроение, астрономия, кулинария, палеонтология, литература.
Отправлено 30 Июль 2014 - 18:53
Roma, спасибо большое. Только я еще в одном месте туплю:
Фиксируем показания.Вводим коэффициент в постпроцессор на нужную ось.
Я так понимаю показания пробега оси, то есть сколько единиц по оси Х от нуля до прохода полного оборота. А с чем сравнивать? С паспортными размерами рабочего поля по оси X?
Да, и еще: коэффициент добавлять нужно только в "Tool moves in x,y and z" или и в "Home tool positions" тоже?
Ух ты, интересный способ.
Способ и правда шикарный, но только для тех, кто шарит в постпроцессорах 
Сообщение отредактировал Kesha: 30 Июль 2014 - 19:01
#33
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 30 Июль 2014 - 19:02
Я так понимаю показания пробега оси, то есть сколько единиц по оси Х от нуля до прохода полного оборота.
Ага, верно.
Потом делите 360 на полученный пробег, это и есть коэффициент.
Да, и еще: коэффициент добавлять нужно только в "Tool moves in x,y and z" или и в "Home tool positions" тоже?
Только в одной вышеуказанной строке, где описывается формат Х.
#34
OFFLINE
Kesha
-
- Пользователи+
-
- 150 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Оренбург
- Интересы:Гитаростроение, астрономия, кулинария, палеонтология, литература.
Отправлено 30 Июль 2014 - 19:18
Потом делите 360 на полученный пробег, это и есть коэффициент.
А округлять полученный результат до какого знака?
#35
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 30 Июль 2014 - 19:32
А округлять полученный результат до какого знака?
Там вроде без дробных чисел получается.
На станке по ссылке, по Х винты с шагом 4мм, редукция поворотки 1:6.
Если настройки в Mach3 не менять и подключить на Х поворотку, то полный оборот поворотки будет соответствовать дистанции 24мм.
360/24 = 15
Ну, если я ничего не напутал...
#36
OFFLINE
Kesha
-
- Пользователи+
-
- 150 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Оренбург
- Интересы:Гитаростроение, астрономия, кулинария, палеонтология, литература.
Отправлено 30 Июль 2014 - 19:51
Ну, если я ничего не напутал...
Roma, а можно узнать чуть подробнее, как у Вас получилась цифра 24 мм?
#37
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 30 Июль 2014 - 20:04
Roma, а можно узнать чуть подробнее, как у Вас получилась цифра 24 мм?
Думал догадаетесь.
6 оборотов ШД = 1 оборот поворотки.
С текущими настройками, 6 оборотов ШД Х = 6 * 4 (шаг винта) = 24 мм
#38
OFFLINE
Kesha
-
- Пользователи+
-
- 150 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Оренбург
- Интересы:Гитаростроение, астрономия, кулинария, палеонтология, литература.
Отправлено 30 Июль 2014 - 20:39
Думал догадаетесь.
Просидев двенадцать часов за компьютером, уже не догадаюсь.
А там, где стоит станок, интернета нет и, в случае чего, спросить будет не у кого.
Так что я лучше буду писать глупости, чем делать их 
Спасибо большое за разъяснения. Завтра приступлю к практическим упражнениям
#39
OFFLINE
Roma
-
- Продвинутый
-
- 1 219 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Воронеж
Отправлено 30 Июль 2014 - 21:07
Я всё-таки напутал  , для вычисления коэффициента, делить надо наоборот, т.е. 24/360, там действительно дробь получается, да некрасивая какая-то. Можно попробовать округлить до 0.0667.
, для вычисления коэффициента, делить надо наоборот, т.е. 24/360, там действительно дробь получается, да некрасивая какая-то. Можно попробовать округлить до 0.0667.
И, конечно (если больше ничего не менять в постпроцессоре и тем более в Mach), модель делать в Арткаме размером 360 по Х.
Впрочем, в данном случае (когда Х не настраивается в Mach как угловая ось и вообще избегаются любые изменения настроек), 360 это просто привычное число, для которого вычислили масштабный коэффициент для постпроцессора Арткама.
С тем же успехом, можно взять любое другое число. Допустим - 500, посчитать коэффициент, вставить в постпроцессор и создавать модели размером 500 по Х.
Метод необычный, но для гравировки на цилиндрах может вполне сгодится, я так думаю
PS. Кстати, можно и постпроцессор не менять, а просто делать модель 24мм по Х (считая, что это развёртка цилиндра), если это будет удобно
Сообщение отредактировал Roma: 30 Июль 2014 - 21:28
#40
OFFLINE
Kesha
-
- Пользователи+
-
- 150 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Оренбург
- Интересы:Гитаростроение, астрономия, кулинария, палеонтология, литература.
Отправлено 30 Июль 2014 - 21:36
Кстати, можно и постпроцессор не менять, а просто делать модель 24мм по Х (считая, что это развёртка цилиндра), если это будет удобно
О, прикольно, так тоже попробую!
Тут китайцы прислали инструкцию. Лучше бы не присылали. Я, например, так и не понял, почему в инструкции передаточное отношение 1:50, а в описании станка 1:6. На всякий случай завтра надо будет покрутить вручную и определить передаточное отношение. Во избежание.
Написал китайцам письмо, попросил инструкцию на английском. Для поднятия настроения предлагаю их произведение для ознакомления:
Mach3 настройки системы: количество импульсов, необходимых для получения степени
(Отношение импульсов 1 круг моторного привода × × снижение подразделение число) ÷ 360 градусов
Например, двухфазный двигатель 57, число сегментов 16, передаточное отношение 50:1
(200 × 16 × 50) ÷ 360 = +444,44444444)
Weihong настройки системы: угол импульса, чтобы пойти
360 ÷ (импульсы 1 круг моторного привода × × передаточное число количество сегментов)
Например: 57 двухфазный двигатель, количество сегментов 16, передаточное отношение 50:1
360 ÷ (200 × 16 × 50) = 0,00225
Если X или Y оси вместо алгоритма:
Периметр ÷ (импульсы 1 круг моторного привода × × передаточное число количество сегментов)
Гравюра различных размеров круглых стержней, что эквивалентно предоставляться
Темы с аналогичным тегами программа под ось вращения, Поворотная ось, поворотная ось в Mach3, Настройка Mach3
Фрезерно-гравировальное оборудование →
Программные вопросы →
Вопросы по Mach3 →
В Mach3 врез фрезы идёт перпендикулярно, а выход по дугеАвтор Andrey67 , 06 Фев 2026 |
|

|
||
Фрезерно-гравировальное оборудование →
Самодельные проекты →
Какой выбрать редуктор для поворотной осиАвтор MoppoH , 18 Ноя 2025 |
|

|
||
Фрезерно-гравировальное оборудование →
Программные вопросы →
EdingCNC поворотная осьАвтор nep4uk , 17 Ноя 2025 |
|
|
||
Фрезерно-гравировальное оборудование →
Установка и настройка →
Установка датчика дома на поворотную осьАвтор D2024 , 24 Май 2025 |
|
|
||
Фрезерно-гравировальное оборудование →
Установка и настройка →
Поворотная 4я ось на станок steeplineАвтор Qojqua , 02 Май 2025 |
|
|
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

