
Помио угла я бы ещё обратил бы внимание на острые кромки , углы и вершины на матрице и патрице. Я их сглаживаю. Правда приходится обрабатывать растром, но это даёт свои результаты. Угол делаю 30 градусов от вертикалиЗнающие люди, подскажите, пожалуйста
прикладываю примитивную схемку конгревного клише, вопрос: какой из размеров а, б, или в должен совпадать с размерами макета? Сделал первое такое клише, взял размер а, но сейчас засомневался.
И еще вопрос: какой угол наклона (я альфой обозначил) оптимальный?

Технология изготовления клише
Автор
wizard
, 24 Июн 2008 18:25
изготовление клише Обработка магния Обработка латуни
Сообщений в теме: 583
#441
 OFFLINE
OFFLINE
Серёга-S
-

- Пользователи
-

- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Украина
Отправлено 17 Апрель 2014 - 21:19
#442
OFFLINE
torvn77
-

- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 19 Апрель 2014 - 13:07
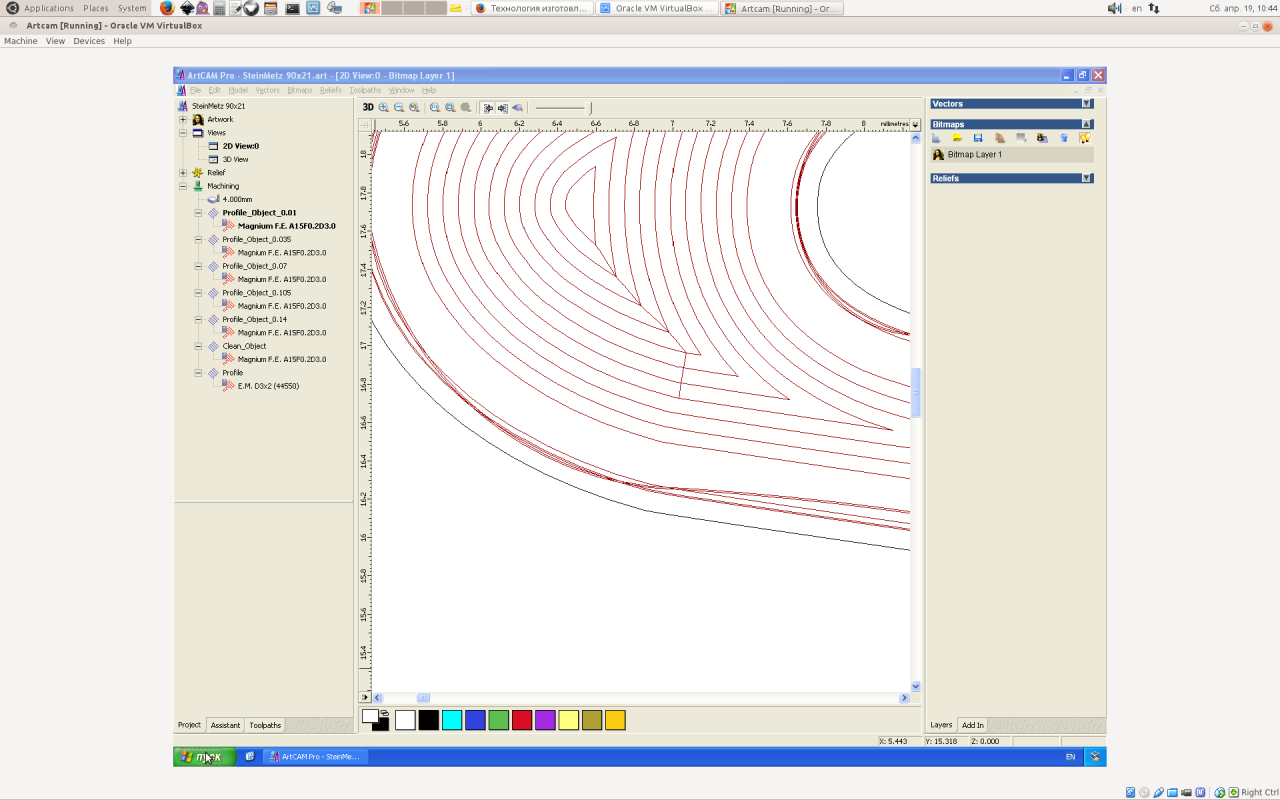
Не клише конечно,но вот результат

А вот обработка:

Траектории с названием Profile_ сделаны так:
Максимальное заглубление гравёра сделано равным финишному проходу и составляет последовательно 0,035 0,07 0,105 0,14 мм.
Это сделано потому что стратегия гравировки в Арткаме начинает игнорировать элементы которые лежат по высоте выше 0,12 мм.
Поэтому и приходится разбивать на ряд высот,обрабатывающих по мере уменьшения всё более мелкие элементы.
Частота вращения шпинделя 15000,подача 1400,но по видимому слишком большая,поэтому верх буков получился несколько рваным
и помоему при обработке я её уменьшал до 40%.
Финальная обработка делается Clean_Object с максимальным заглублением гравёра 5,1 мм,глубина финишного прохода 1 мм.
частота вращения шпинделя 15000,подача 240
Уменьшал её или нет не помню.
Вырезал концевой фрезой с Allowance 0.05
Совета не прошу,просто показываю обработку и результат.
Но буду рад услышать критику и замечания.

А вот обработка:
Траектории с названием Profile_ сделаны так:
Максимальное заглубление гравёра сделано равным финишному проходу и составляет последовательно 0,035 0,07 0,105 0,14 мм.
Это сделано потому что стратегия гравировки в Арткаме начинает игнорировать элементы которые лежат по высоте выше 0,12 мм.
Поэтому и приходится разбивать на ряд высот,обрабатывающих по мере уменьшения всё более мелкие элементы.
Частота вращения шпинделя 15000,подача 1400,но по видимому слишком большая,поэтому верх буков получился несколько рваным
и помоему при обработке я её уменьшал до 40%.
Финальная обработка делается Clean_Object с максимальным заглублением гравёра 5,1 мм,глубина финишного прохода 1 мм.
частота вращения шпинделя 15000,подача 240
Уменьшал её или нет не помню.
Вырезал концевой фрезой с Allowance 0.05
Совета не прошу,просто показываю обработку и результат.
Но буду рад услышать критику и замечания.
Сообщение отредактировал torvn77: 19 Апрель 2014 - 13:11
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#443
OFFLINE
oat
-

- Пользователи+
-
- 126 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Тольятти
- Интересы:PowerShape, PowerMill, ArtCam, моделирование, фрезеровка
-
Из:Тольятти
Отправлено 21 Апрель 2014 - 16:50
Уважаемые знатоки, подскажите пожалуйста, какие режимы резания выставить для фрезеровки клише из латуни?
Инструмент: фреза диаметр 6мм концевая;
граверы: пятка 0,2 угол 36гр
пятка 0,5 угол 37гр
Работаю дистанционно, с латунью дел не имел, боюсь наломать инструмент
Инструмент: фреза диаметр 6мм концевая;
граверы: пятка 0,2 угол 36гр
пятка 0,5 угол 37гр
Работаю дистанционно, с латунью дел не имел, боюсь наломать инструмент
#444
OFFLINE
vv92
-

- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 21 Апрель 2014 - 18:39
Режимы сильно зависят от станка, но вроде писали об этом.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#445
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 21 Апрель 2014 - 20:29
... , а именно от его СПИД (жесткости системы Станок-Приспособление-Инструмент-Деталь), материала инструмента и производителя инструмента (ибо не все йогурты одинаково полезны)....
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#446
OFFLINE
torvn77
-
- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 21 Апрель 2014 - 22:48
На мом фреза 3 мм снимает по 0,1 мм за проход на скорости 720 мм/мин и S15000.Уважаемые знатоки, подскажите пожалуйста, какие режимы резания выставить для фрезеровки клише из латуни?
Инструмент: фреза диаметр 6мм концевая;
граверы: пятка 0,2 угол 36гр
пятка 0,5 угол 37гр
Работаю дистанционно, с латунью дел не имел, боюсь наломать инструмент
можно брать и глуубже,но тогда могут начатся вибрации и стенка выходит не ровной.
гравёры хотят ~240 и S15000 или меньше,при больших скоростях просто боюсь своротить им конец.
Сообщение отредактировал torvn77: 21 Апрель 2014 - 22:49
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#447
OFFLINE
lkbyysq
-

- Cтарожил
-
- 10 148 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Санкт-Петербург
-
Из:Санкт-Петербург
Отправлено 21 Апрель 2014 - 22:53
А я снимаю 1мм на фрезе 3мм и 2мм на фрезе 6мм. И подача у меня 1200 и 3000 соответственно.
Граверы 36 гр можно на всю длину зафигарить, но можно и сломать.
Можно дуть, лить, а можно спать.
К станку встать следует, однако. Да лекции по металлообработке почитать. И латунь латуни рознь.
Граверы 36 гр можно на всю длину зафигарить, но можно и сломать.
Можно дуть, лить, а можно спать.
К станку встать следует, однако. Да лекции по металлообработке почитать. И латунь латуни рознь.
Сообщение отредактировал lkbyysq: 21 Апрель 2014 - 22:55
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
#448
OFFLINE
Igor_V
-

- Опытный
-
- 383 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Санкт-Петербург
- Интересы:Стрельба, полеты на коптерах FPV.
-
Из:Санкт-Петербург
Отправлено 23 Апрель 2014 - 01:17
Как то маловато, станки то практически одинаковые, фреза 1.5 мм; по 0.7 мм за проход; 18000 об/мин; 900 мм/мин; лс59тНа мом фреза 3 мм снимает по 0,1 мм за проход на скорости 720 мм/мин и S15000.
можно брать и глуубже,но тогда могут начатся вибрации и стенка выходит не ровной.
гравёры хотят ~240 и S15000 или меньше,при больших скоростях просто боюсь своротить им конец.
гравер 4503 по 0.3 за проход; 500 мм/мин
Сообщение отредактировал Igor_V: 23 Апрель 2014 - 01:21
#449
OFFLINE
torvn77
-
- Заблокированные
-
- 2 151 сообщений
Пользователь LinuxCNC
- Пол:Мужчина
-
Из:Санкт-Петербурга
Отправлено 24 Апрель 2014 - 00:57
Мне надо не просто снять,а так чтобы сразу можно было на книгу клеить.
Конечно я постораюсь увеличить скорость,но потом.
Конечно я постораюсь увеличить скорость,но потом.
Я по мнению сообщества безграмотен,могу дать вредные или ошибочные советы.
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
Используйте их после обдумывания и на свой страх и риск.
У меня не всегда выходит понять вопрос,если это случилось то пожалуйста напишите мне об этом в личку.Ответ то я может и знаю,но пишу не то и не о том...
#450
OFFLINE
МегаХанЫга
-
- Пользователи+
-
- 55 сообщений
Студент
- Пол:Мужчина
-
Из:Питер
Отправлено 23 Июнь 2014 - 12:30
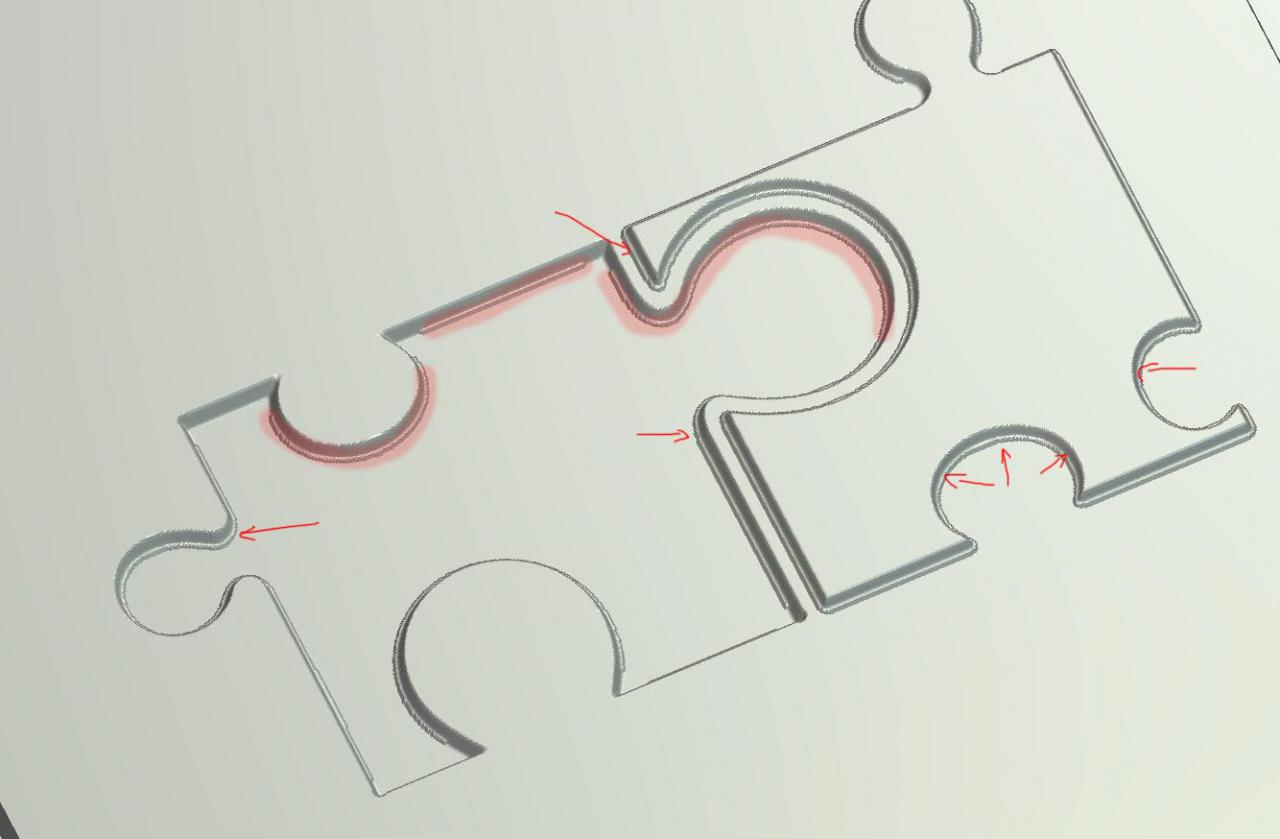
уважаемые, не подскажете в чём может быть проблема?
на скрине указал проблемные места красным.
но как мне кажется проблема в следующем: инструмент не во всех местах проходит на всю глубину.

на скрине указал проблемные места красным.
но как мне кажется проблема в следующем: инструмент не во всех местах проходит на всю глубину.
Сообщение отредактировал Admin: 23 Июнь 2014 - 16:12
исправил картинку
#451
OFFLINE
MasterSplinter
-

- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 23 Июнь 2014 - 12:52
Не открывается картинка. А в чем вопрос?
Вам не смогут помочь, если вы не изложите подробно проблему.
Вам не смогут помочь, если вы не изложите подробно проблему.
Ушел с этого форума.
Связь по Вотсапу.
#452
OFFLINE
МегаХанЫга
-
- Пользователи+
-
- 55 сообщений
Студент
- Пол:Мужчина
-
Из:Питер
Отправлено 23 Июнь 2014 - 13:16
поправил картинку, по ней должно быть понятно о чём я говорю
#453
OFFLINE
МегаХанЫга
-
- Пользователи+
-
- 55 сообщений
Студент
- Пол:Мужчина
-
Из:Питер
Отправлено 30 Июль 2014 - 16:20
уважаемые, правильно ли будет или не критично, да и вообще так сказать, этично ли будет, если в УП-шке будут использоваться гравёры с разным углом заточки?
скажется ли на конечном результате и виде клише?
#454
OFFLINE
Серёга-S
-
- Пользователи
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Украина
Отправлено 30 Июль 2014 - 16:25
уважаемые, правильно ли будет или не критично, да и вообще так сказать, этично ли будет, если в УП-шке будут использоваться гравёры с разным углом заточки?
скажется ли на конечном результате и виде клише?
Я вот прям сейчас работаю гравёрами 0.8х15 градусов и 0.1х7.5 градусов по магнию. Просто программу сложнее делать, а результат - тот что и требуется получить
Сообщение отредактировал Серёга-S: 30 Июль 2014 - 16:26
#455
OFFLINE
MasterSplinter
-
- Cтарожил
-
- 2 048 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:г. Москва
Отправлено 30 Июль 2014 - 16:25
Не вижу смысла использовать на одном клише больше одного гравера.
Но если вам это по приколу, то почему бы и нет.
Ушел с этого форума.
Связь по Вотсапу.
#456
OFFLINE
Серёга-S
-
- Пользователи
-
- 23 сообщений
Студент
- Пол:Мужчина
-
Из:Украина
Отправлено 30 Июль 2014 - 16:28
Не вижу смысла использовать на одном клише больше одного гравера.
Но если вам это по приколу, то почему бы и нет.
А почему бы и нет. Крепким крупным гравёром - максимальный съём, а мелким и слабым - тонкости разные
#457
OFFLINE
МегаХанЫга
-
- Пользователи+
-
- 55 сообщений
Студент
- Пол:Мужчина
-
Из:Питер
Отправлено 30 Июль 2014 - 16:34
и как сказал Серёга-S, по этому и спрашивал какой может результат получится.
з.ы. хотя надо было просто в арткаме визуализацию глянуть 
Сообщение отредактировал МегаХанЫга: 30 Июль 2014 - 16:35
#458
OFFLINE
denshan
-
- Пользователи
-
- 10 сообщений
Студент
- Пол:Мужчина
-
Из:Улан-Удэ
Отправлено 25 Февраль 2015 - 09:56
 Подскажите как лучше снять фаску по контуру. и нужна ли она?
Подскажите как лучше снять фаску по контуру. и нужна ли она?
#459
OFFLINE
konkop
-

- Пользователи+
-
- 741 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 26 Февраль 2015 - 18:53
Впервые взялся за клише. Попробовал технологию создания УП в Арткаме (2008) с несколькими инструментами (как описано в начале этой темы). Скажем, на глубину рельефа 2 мм первый инструмент фреза D2.5 мм с глубиной на проход 0.7 мм., второй инструмент конический гравер, с глубиной за проход 0,3 мм. Подрезка углов и т.п. Смотрю визуализацию в Арткаме. Фреза выбирает весь профиль, на 2 мм в глубину. А вот гравер делает только заход на глубину 0.3 мм и всё. Что-то неправильно делаю?

Константин
#460
OFFLINE
denshan
-
- Пользователи
-
- 10 сообщений
Студент
- Пол:Мужчина
-
Из:Улан-Удэ
Отправлено 27 Февраль 2015 - 07:49
Впервые взялся за клише
1. почему шаг у тебя 0,1? сделай 95%.
2. у тебя вектора на поверхности и внешние вектора выделены, сними галку с внешних векторов.
3. плоскость безопасности уменьши, 2мм к примеру если по металлу.
3. тут писали уже что граверы меньше 30 град. лучше не использовать.
Темы с аналогичным тегами изготовление клише, Обработка магния, Обработка латуни


Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}