
Разница между патрицей и матрицей как раз и должна быть на толщину бумаги. Например, есть у нас патрица и бумага толщиной 0,25мм.
Делаем контур(смещение) наружу для патрицы на 0,25 мм, убираем "лишние" элементы контура(которые скорее всего не протиснятся) и все - матрица готова. Если есть матрица, а нужно построить патрицу, то процесс обратный - делаем смещение внутрь матрицы.
Как то так )
Ну и не стоит забывать, что матрица - зеркально противоположна патрице.

Технология изготовления клише
Автор
wizard
, 24 Июн 2008 18:25
изготовление клише Обработка магния Обработка латуни
Сообщений в теме: 583
#41
 OFFLINE
OFFLINE
frezerfort
-

- Пользователи+
-

- 70 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 17 Декабрь 2009 - 22:51
#42
OFFLINE
3D-BiG
-

- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Декабрь 2009 - 10:02
А аддитивный метод изготовления патриц из праготерма или специальных мастик что-ли не подходит? Или надо делать многосотнетысячные тиражи? Для Праго-клише патриц из праготерма хватало на 5-6 паллет листов с этикеткой, а при конгреве конфетных коробок и матрицы делали из акрила и патрицы из автомобильной шпатлевки - до 10 паллет листов коробок отбивали (здесь картон - поэтому и листов меньше)..... Делая аддитивным способом патрицы мы обходимся без фрезеровки (а это и долго и соответственно дорого, а время их изготовления на плите 1-1.5 часа самими тиснильщиками) и сразу их получаем в нужных местах на плите пресса. Просто этим уже давно не занимаюсь - это был мой хлеб с 1998 по 2001 год.
Сообщение отредактировал 3D-BiG: 18 Декабрь 2009 - 11:10
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#43
OFFLINE
frezerfort
-
- Пользователи+
-
- 70 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 18 Декабрь 2009 - 11:46
Да, для сокращения издержек этот метод приоритетнее. Но только если сам занимаешься и изготовлением клише и тиснением.
А если приходит заказчик и говорит, что ему нужно клише для конгрева, то врятли я ему предложу матрицу из акрила и набор мастик
Ведь непонятно кто там у них и как тиснить будет.
Да и таким способом клише пока не делал.
Если не секрет, расскажите, пожалуйста, что за мастики можно использовать для патриц? И какая технология их изготовления?
Берется матрица в нее заливается мастика и в таком состоянии под прессом на 1 час остается?
П.С. Есть вот такие праго материалы. Рационально ли их использовать?
А если приходит заказчик и говорит, что ему нужно клише для конгрева, то врятли я ему предложу матрицу из акрила и набор мастик
Ведь непонятно кто там у них и как тиснить будет.
Да и таким способом клише пока не делал.
Если не секрет, расскажите, пожалуйста, что за мастики можно использовать для патриц? И какая технология их изготовления?
Берется матрица в нее заливается мастика и в таком состоянии под прессом на 1 час остается?
П.С. Есть вот такие праго материалы. Рационально ли их использовать?
#44
OFFLINE
3D-BiG
-
- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 18 Декабрь 2009 - 13:56
Конкретно с материалами из ссылки мы не работали - использовался праготерм (так он и назывался - был разных толщин), а для конгрева вначале в клише резинкой вдавливалась отожженная алюминиевая фольга (такая идет сейчас на шоколадные медали), а затем заполнялась этот алюминиевый оттиск автомобильной двухкомпонентной шпатлевкой, закрывали куском ПЭТ-а и слегка зажимали в прессе, после отверждевания обрезалась алюминиевая фольга по периметру для акцентирования удара. Вот такими древними технологиями пользовались.
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#45
OFFLINE
frezerfort
-
- Пользователи+
-
- 70 сообщений
Студент
- Пол:Мужчина
-
Из:Челябинск
Отправлено 19 Декабрь 2009 - 02:23
Спасибо
надо будет попробовать )
надо будет попробовать )
#46
OFFLINE
Lisxxx
-

- Пользователи
-
- 13 сообщений
Студент
- Пол:Мужчина
- Город:CCCР, Севастополь
-
Из:Севастополь
Отправлено 28 Апрель 2010 - 21:25
Народ, поделитесь ArtCam файлом с режимами обработки клише. Хочу посмотреть какой он должен быть и как примерно он обрабатывается.
поддерживаю!
скиньте нормальных пару (тройку) работ! чтоб было с чем сравнить и определиться в конце концов))
#47
OFFLINE
ak76
-
- Пользователи+
-
- 180 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Киров
-
Из:Киров
Отправлено 28 Апрель 2010 - 23:18
Герб города Кирова (арткамовский)
3д бигу - а нельзя фото праго клише кинуть а то представлять то я представляю , но сомнения всетаки есть
3д бигу - а нельзя фото праго клише кинуть а то представлять то я представляю , но сомнения всетаки есть
Сообщение отредактировал Admin: 29 Апрель 2010 - 21:45
добавил ссылку на герб
Roland + ccg + Raylogik + китайский твердотельник ) фрезер WoodTec 1625
#48
OFFLINE
wizard
-
- Cтарожил
-
- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 29 Апрель 2010 - 10:33
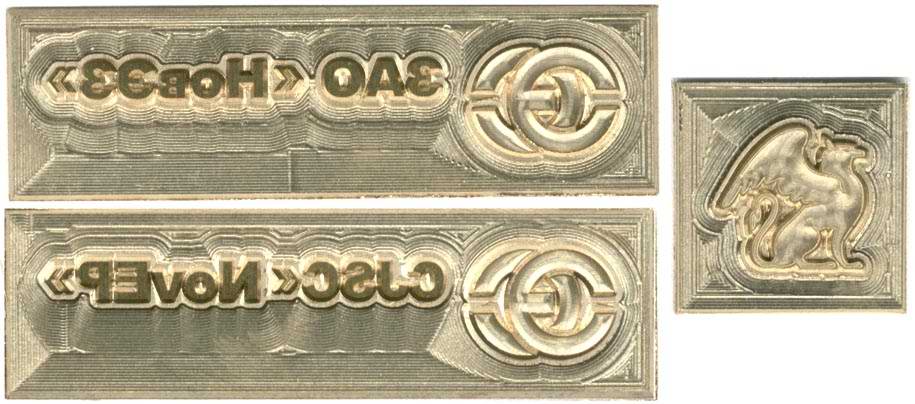
Клише для винзавода
За детализацию накинул клиенту тыщу сверху- уже по изготовлении. Клиент безропотно отнесся..
Вот только режимы у меня не выставлены в Каме- оне у меня из ВекторСофта выставляются, так я и не парюсь..
Что могу..:-)
Да, времени где-то часа три на сие..
За детализацию накинул клиенту тыщу сверху- уже по изготовлении. Клиент безропотно отнесся..
Вот только режимы у меня не выставлены в Каме- оне у меня из ВекторСофта выставляются, так я и не парюсь..
Что могу..:-)
Да, времени где-то часа три на сие..
Сообщение отредактировал wizard: 29 Апрель 2010 - 10:34
Не делай добро..Не бросай его в воду..
#49
OFFLINE
3D-BiG
-
- Модератор
-
- 14 710 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 29 Апрель 2010 - 11:36
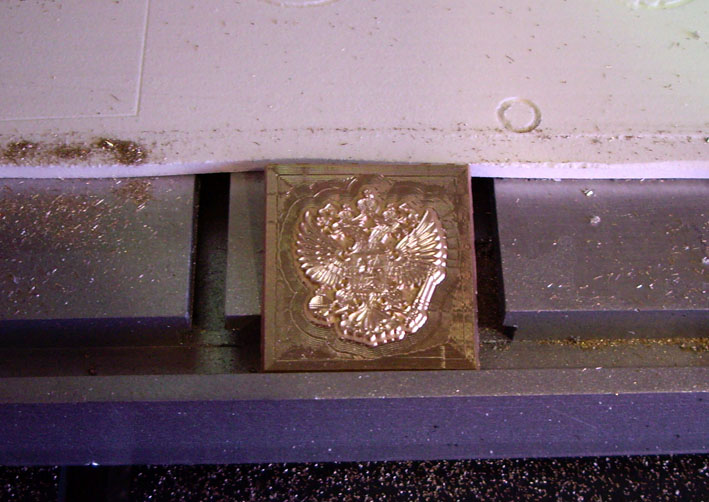
вот пара старых фоток таких клише....
Прикрепленные изображения
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#50
OFFLINE
wizard
-
- Cтарожил
-
- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
#51
OFFLINE
Alexxxxx
-
- Пользователи
-
- 3 сообщений
Абитуриент
-
Из:Кременчуг
Отправлено 22 Июнь 2010 - 21:36
Уважаемые, позвольте вопрос.
Есть станочек, но так уж сложилось, что использую только для грубых работ и в ручном режиме, но понадобилось изготовить клише из латуни. Работа разовая и сделать надо срочно, поэтому плотно изучать арткам нет возможности. Поверхностно знаю что и как, но опыта мало
Помогите, пожалуйста советом.
Толщина линий в клише 0,1мм
Шрифт Arial 3 пункта
Глубина 0,5 мм
Есть гравёр пирамидка, который купил у стоматологов, но нет данных. Вроде бы 0,3 - 15 грд.
Хочу заказать пирамидку 0,1 - 10 грд. (пока только 0,1 - 15 грд. в наличии). Есть фреза 2мм и 3мм.
Какую стратегию выбрать (Арткам 7)?
Я пока не понимаю, как работать с разными гравёрами. Предполагаю, что по Z надо выставить ноль, коснувшись характерной точки, потом после работы в ручную поменять гравёр и тоже коснуться этой точки и сбросить на ноль показания в Маче.
Пытался что-то сделать (гравёром 0,3-15грд) и к своему удивлению получилось похоже, но только похоже Некоторые линии не 0,1, а толще, хотя на эскизе всё одинаково а у некоторых линий "проломы в стене", т.е. какбы протёртая стеночка.
Буду признателен за любую подсказку.
Есть станочек, но так уж сложилось, что использую только для грубых работ и в ручном режиме, но понадобилось изготовить клише из латуни. Работа разовая и сделать надо срочно, поэтому плотно изучать арткам нет возможности. Поверхностно знаю что и как, но опыта мало
Помогите, пожалуйста советом.
Толщина линий в клише 0,1мм
Шрифт Arial 3 пункта
Глубина 0,5 мм
Есть гравёр пирамидка, который купил у стоматологов, но нет данных. Вроде бы 0,3 - 15 грд.
Хочу заказать пирамидку 0,1 - 10 грд. (пока только 0,1 - 15 грд. в наличии). Есть фреза 2мм и 3мм.
Какую стратегию выбрать (Арткам 7)?
Я пока не понимаю, как работать с разными гравёрами. Предполагаю, что по Z надо выставить ноль, коснувшись характерной точки, потом после работы в ручную поменять гравёр и тоже коснуться этой точки и сбросить на ноль показания в Маче.
Пытался что-то сделать (гравёром 0,3-15грд) и к своему удивлению получилось похоже, но только похоже
Некоторые линии не 0,1, а толще, хотя на эскизе всё одинаково а у некоторых линий "проломы в стене", т.е. какбы протёртая стеночка.Буду признателен за любую подсказку.
#52
OFFLINE
wizard
-
- Cтарожил
-
- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 23 Июнь 2010 - 09:33
Зачем Вам пирамидка? Заказывайте конусный гравер 0,1-30 град и 0,2-30 град. Полуугол меньше 15 градусов чреват поломкой гравера, особенно по латуни, да и клише будет (особенно со шрифтом 3 pt) нестойкое. Стратегию посоветовал-бы - съем техполя (если большое) фрезой 6мм, сразу на 0,5мм за проход, подача 10-12, шаг 2мм с включенной функцией "отклонение цилиндрического инструмента". Затем додел 2мм или 1,5мм, съем за проход по 0,25мм, тоже с "отклонением", затем гравер 0,2-30, следом 0,1-30 с (обязательно) подрезкой углов. На граверы подача 5 или даже 4 мм/сек и врез 1мм или на 01гравер 0,5мм. Даже 0,2 мм я ставил и шаг поменьше- процентов 20.. - ибо хрупкий 0,1..
И обязательно визуализация! Оно того стоит..
Удачи..
И обязательно визуализация! Оно того стоит..
Удачи..
Сообщение отредактировал wizard: 23 Июнь 2010 - 09:34
Не делай добро..Не бросай его в воду..
#53
OFFLINE
Alexxxxx
-
- Пользователи
-
- 3 сообщений
Абитуриент
-
Из:Кременчуг
Отправлено 23 Июнь 2010 - 10:29
Спасибо за совет!
Только вот не понял по поводу пирамидок. Везде пишется, что гравер-пирамидка надёжнее плоского гравера.
А какие стратегии использовать в Арткаме?
Только вот не понял по поводу пирамидок. Везде пишется, что гравер-пирамидка надёжнее плоского гравера.
А какие стратегии использовать в Арткаме?
#54
OFFLINE
wizard
-
- Cтарожил
-
- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 23 Июнь 2010 - 13:32
Гравер-пирамидка надежнее. Поэтому я пирамидками гравирую по нержавейке.. А по латуни на мой взгляд конусный гравер лучше, потому что у него угол заточки "круче". В результате рез чище и меньше вероятность "завалить" тонкую кромку. Хотя иногда и конусная заваливает.. А стратегии в Арткаме.. Ну гравировка.. Что там еще..
Не делай добро..Не бросай его в воду..
#55
OFFLINE
cascad
-

- Пользователи+
-
- 182 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:СПб
Отправлено 23 Июнь 2010 - 16:33
Это, скорее всего, гуляет 0 по Z на заготовке. Перед гравировкой желательно пропылить поверхность, чтобы 0 по Z был везде один.Пытался что-то сделать (гравёром 0,3-15грд) и к своему удивлению получилось похоже, но только похоже
Буду признателен за любую подсказку.
#56
OFFLINE
wizard
-
- Cтарожил
-
- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 23 Июнь 2010 - 16:41
А вот это правильно. Я обычно 6мм фрезой прохожу на 0,05мм. Иногда приходится заглублять до 0,3, чтобы вывести z. Кроме того, если начинать 0,1 гравером, с перепадом по z можно запросто граверчик уходить..
Потому и не кусают..
Потому и не кусают..
Не делай добро..Не бросай его в воду..
#57
OFFLINE
Alexxxxx
-
- Пользователи
-
- 3 сообщений
Абитуриент
-
Из:Кременчуг
Отправлено 23 Июнь 2010 - 21:45
Это, скорее всего, гуляет 0 по Z на заготовке. Перед гравировкой желательно пропылить поверхность, чтобы 0 по Z был везде один.
Я перед началом обязательно прохожу поверхность 6 мм фрезой.
Скажите, а правильно ли я понимаю, что назначив инструмент, например 3мм, программа создаст УП туда куда залезет 3мм, потом, когда я создаю УП под 1 мм, 0,3, 0,2 и т.д. будут созданы ходы для мест куда не мог залезть предыдущий инструмент? По логике так, но как программе сказать, что я там уже прошёлся другим инструментом?
#58
OFFLINE
wizard
-
- Cтарожил
-
- 2 740 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Пятигорск
- Интересы:фрез-гравер, лазер, ударный принтер, прессы-мрессы, оперативная полиграфия, сувенирка, печати и штампы и проч.
-
Из:Пятигорск
Отправлено 24 Июнь 2010 - 10:24
В УП "гравировка" в поле "инструмент" забиваешь все инструменты. Фрезам ставишь флажок "отклонение цилиндрического инструмента". После просчета УП контролируешь пути каждого инструмента хоть в 2D, хоть в 3D. Визуализация так-же все будет показывать последовательно.
Не делай добро..Не бросай его в воду..
#59
OFFLINE
vv92
-

- Cтарожил
-
- 9 405 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 24 Июнь 2010 - 11:34
Добавлю, для более мелкого инструмента ставлю "галочку" в "доработка остаточного", про "подрезку углов" коническим инструментом уже писали.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#60
OFFLINE
Дед
-

- Опытный
-
- 349 сообщений
Мудрый научный сотрудник
- Пол:Мужчина
- Город:СССР, г. Саров, Нижегородская обл.
Отправлено 24 Июнь 2010 - 12:19
Я не знаю почему, но у меня окошки "доработка остаточного" и "подрезка углов" не активны, даже после просчета УП.
Темы с аналогичным тегами изготовление клише, Обработка магния, Обработка латуни




Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных


{kind=link}