
Огромное спасибо! Я так понимаю наличие сигнала можно отследить по диоду?

Станок не реагирует на калибровочный датчик
Автор
eremei777
, 24 Мар 2011 20:18
датчик привязки калибровочный датчик
Сообщений в теме: 50
#21
 OFFLINE
OFFLINE
KuZ
-

- Пользователи+
-

- 369 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Москва
-
Из:Москва
Отправлено 27 Июль 2013 - 21:19
"Знаю я эти культурные дома. Иконы, самовары, Нефертити... Какие-то
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
#22
OFFLINE
3D-BiG
-

- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 27 Июль 2013 - 21:42
Да. Но это то, что доходит до платы, а можно и в программе посмотреть в вводах/выводах...
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#23
OFFLINE
MiG
-

- Продвинутый
-
- 2 019 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 28 Июль 2013 - 09:59
если с сигнальным проводом все в норме,
то попробуйте на фрезу при калибровке цеплять крокодилом проводок,
другим концом прикрученный к корпусу станка, возможно шпиндель с керамическими подшипниками и ...
то попробуйте на фрезу при калибровке цеплять крокодилом проводок,
другим концом прикрученный к корпусу станка, возможно шпиндель с керамическими подшипниками и ...
#24
OFFLINE
KuZ
-
- Пользователи+
-
- 369 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Москва
-
Из:Москва
Отправлено 28 Июль 2013 - 21:56
MiG, шпиндель обычный самоохлаждающийся SDK80/24ZR 1.5 кВт . Проблем раньше таких не было. Подшипники там обычные.
Я думаю, что проблема в проводе. Будем смотреть. Давайте по результату напишу.
3D-BiG, спасибо, посмотрим на неделе. Да, вводы - выводы не смотрели. Восьмая студия для нас новая. ВВод параметров немного отличается от других версий. Просто нет информации по настройкам production или manufacturer.. , а так же схем подключения.
Я думаю, что проблема в проводе. Будем смотреть. Давайте по результату напишу.
3D-BiG, спасибо, посмотрим на неделе. Да, вводы - выводы не смотрели. Восьмая студия для нас новая. ВВод параметров немного отличается от других версий. Просто нет информации по настройкам production или manufacturer.. , а так же схем подключения.
"Знаю я эти культурные дома. Иконы, самовары, Нефертити... Какие-то
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
#25
OFFLINE
KuZ
-
- Пользователи+
-
- 369 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Москва
-
Из:Москва
Отправлено 27 Сентябрь 2013 - 15:58
И так - неисправность устранили.
Решил написать, т.к. характер неисправности был не типичный. Может быть кому нибудь пригодится.
Начали естественно проверять всю проводку, наличие/отсутствие "земли" и связи стойки со станком. Как советовали уважаемые ГУРУ. Так же был проверен и шпиндель.
На всякий случай кинули дополнительный провод для связи стойки и станка. (У нас станок комплектуется отдельным пылезащищенным шкафом/стойкой с электроникой и компьютером.)
Не помогло.
Сигнал CUTTER c датчика до платы прозванивался - всё ок. Все скрутки (там оказались скрутки!) были проверенны и переделаны немного ранее.
Далее обратили внимание на саму плату. На первый взгляд - всё нормально. Но ведь не работает!( в смысле датчик)
Тут мой приятель углядел следующее: (своего фото не сделал но посмотрите на фото MiGа) оказалось, что два нижних (на фото) диода CUT и ESTOP имеют трещины на корпусе. То есть подломаны. Внешне трудно было было заметить.
Вынули плату, стали смотреть. Сигнал CUTTER идет через диод. И если диод не работает - сигнал не проходит.
Выпаяли сломанный диод, поставили на его место соседний не занятый. Всё заработало.
Вот как то так. В общем с русскими воевать бесполезно.
Решил написать, т.к. характер неисправности был не типичный. Может быть кому нибудь пригодится.
Начали естественно проверять всю проводку, наличие/отсутствие "земли" и связи стойки со станком. Как советовали уважаемые ГУРУ. Так же был проверен и шпиндель.
На всякий случай кинули дополнительный провод для связи стойки и станка. (У нас станок комплектуется отдельным пылезащищенным шкафом/стойкой с электроникой и компьютером.)
Не помогло.
Сигнал CUTTER c датчика до платы прозванивался - всё ок. Все скрутки (там оказались скрутки!) были проверенны и переделаны немного ранее.
Далее обратили внимание на саму плату. На первый взгляд - всё нормально. Но ведь не работает!( в смысле датчик)
Тут мой приятель углядел следующее: (своего фото не сделал но посмотрите на фото MiGа) оказалось, что два нижних (на фото) диода CUT и ESTOP имеют трещины на корпусе. То есть подломаны. Внешне трудно было было заметить.
Вынули плату, стали смотреть. Сигнал CUTTER идет через диод. И если диод не работает - сигнал не проходит.
Выпаяли сломанный диод, поставили на его место соседний не занятый. Всё заработало.
Вот как то так. В общем с русскими воевать бесполезно.
"Знаю я эти культурные дома. Иконы, самовары, Нефертити... Какие-то
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
многозначительные черепки... Уйма книг, и все новенькие... А водки - на
донышке. Вечно на донышке. И откуда она берется? Кто-то принес? Не допил?
Занялся более важными делами?.." С. Довлатов.
#26
OFFLINE
ApTanbI4
-
- Пользователи
-
- 15 сообщений
Студент
-
Из:Пенза
Отправлено 19 Сентябрь 2014 - 18:23
При нажатии калибровки станка по оси Z появляются проблемы. Станок как будто не видит калибровочную пластину и бьет по ней. При отмене голова поднимается по Z, но также не останавливается и как будто бьется об лимит станка по Z. Станок Artisman 3000
Каковы ваши мысли по этому поводу?
Сообщение отредактировал Admin: 19 Сентябрь 2014 - 19:07
Перенесено
#27
OFFLINE
Monya96
-

- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 12 Апрель 2015 - 17:40
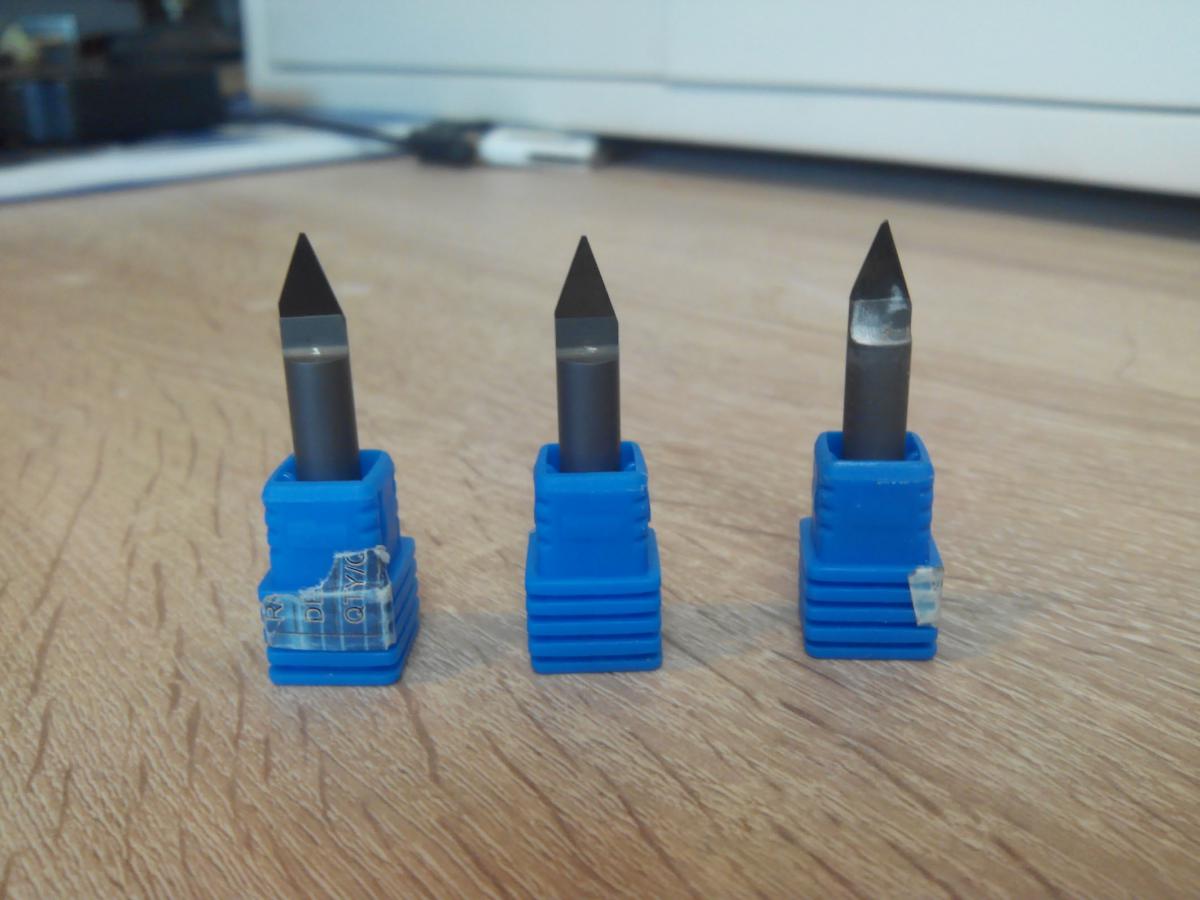
Кто нибудь сталкивался с подобной проблемой. Фрезы алмазные PSD китай конические рабочая кромка 0.4 угол 45, береш новую фрезу точиш ей все хорошо но через пару тройку работ фреза начинает плохо калиброватса-нулитса а потом совсем перестает станок ее как будто перестает чувствовать тоисть подводит к таблетки-магниту и просто тупо продолжает давить. Хотя сама по себе фреза ну если ни как новая то в достаточьно приличьном состоянии. При этом в начале пользывания все нулитса и калибруетса как надо подобное замечалась на конусных твердосплавных грерах (конических фрезах) но там что интересно просто их подтачивали даже скорее не подтачивали а так заправляли немножко на круга алмазном и все опять нулилось нормально. Хотя в отличии от PSD у них другая цена и их не очень жалко. Пробывал найти где можно заточить PSD как вариант хотя говорю выглядят вполне себе нормально не нашли пока многие сразу говорят не мы такое не точим а некоторые вроде да вначале потом спрашивают а вы ими чего делаете я говорю нефрит яшму агат точим ну и все на этом заканчиваетса либы пропадают кудато либы о не мы такое не точили вдруг испортим прямо мистика какая-то)))))) нашел вроде как в Москве одних но тоже как-то не уверено вот и не знаю пока отправлять им их нет. В общем может мысли кого есть какие касательно сложившегося положения дел))) P.S В форумах видел вопросы чем лучше точить камень итд.... Я просто камень уже 17 годов точу камнерез типа неплохой даже наверно а сейчас так решили местами так сказать использавыть технологии чпу фрезер прикупили местами он очень даже радует как в обьеме так и в плоскасти. Но несуть дак вот мы точим всем подрят алмазным напылением и цельноспечеными, нашим и китаем камень твердый просто скорасти маленькие ставим везде и все а так и нефрит и агат можно если осторожно))))))))))))))))Примеры моих работ это канечьно не на станке делали но шас честичьно будем возможно комуто что-то подсказать нужно будет например как лучше и чем после станка полировать шлифовать итд ну вобщем если надо спрашивайте попробую помочь.
Прикрепленные изображения



#28
OFFLINE
T-Rex
-

- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 12 Апрель 2015 - 19:05
станок ее как будто перестает чувствовать тоисть подводит к таблетки-магниту и просто тупо продолжает давить
"Таблетка" - вовсе не магнит, а просто анодированная алюминиевая шайба калиброванной толщины, подключенная гибким проводом к входу контроллера. Срабатывание происходит путем замыкания этой таблетки на общий провод (соединенный с корпусом станка) по цепи "фреза - цанга - вал шпинделя - подшипники шпинделя - корпус шпинделя - корпус станка"). Если на любом участке этой цепи по каким-либо причинам возникает повышенное электрическое сопротивление (из-за которого вход контроллера "не чувствует замыкания"), то хоть с усилием в тонну дави фрезой на таблетку, калибровка не завершится.
Попробуйте взять кусок провода с радиотехническим зажимом-"крокодилом" на конце, присоединить его к общему проводу станка ("минусу" источника питания контроллера) и перед калибровкой цеплять "крокодил" на хвостовик фрезы. Этим вы исключите всю дальнейшую цепочку, начиная от цанги. Если не поможет - придется вместо контактной "таблетки" поискать, купить и подключить к станку нажимную калибровочную "кнопку", которая срабатывает не от электрического контакта фрезы с ее поверхностью, а от нажатия на площадку. Ей по фигу - она на что угодно, хоть даже на не проводящую электрический ток пластмассовую палочку, вставленную вместо фрезы, правильно сработает.
#29
OFFLINE
Monya96
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 13 Апрель 2015 - 12:05
Спасибо обязательно попробуем. Но всетки странно почему с остальными фырезами все работает 100% и с этими тоже 100% когда новые. Причем у твердосплавных вобщу нет рабочей кромки как таковой там просто острие и они дапустим заржаветь там могут или еще что-то окислиста как-то и по этаму может нет контакта говорю на диске пару раз провели и все опять калибруетса. А с алмазными то что может происходить я уж так и в ацетон кидал в керосин в удалитель ржавчины кислоту ни хрена невыходит таблетку эту перепаивали думал может как-то припояли криво))))))))))
#30
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 13 Апрель 2015 - 12:23
А с алмазными то что может происходить
А хрен их знает. Материал композитный (спеченная смесь алмазного зерна со связующим материалом), и его электропроводностью создатели явно были озабочены в самую последнюю очередь. Возможно, оксидная пленка на поработавшей фрезе становится настолько плотной, что 5 вольт, приложенные к таблетке, ее уже не пробивают.
В любом случае, "калибровочная кнопка" взамен "таблетки" радикально решит вашу проблему. "Таблетка" - это ведь чисто китайское нищебродство, чтобы сделать еще "на два чатла дешевле".
#31
OFFLINE
Lodochnik
-

- Cтарожил
-
- 4 383 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Королев
Отправлено 13 Апрель 2015 - 12:28
чтобы сделать еще "на два чатла дешевле"
Не сказалб бы, что всего "на два чатла дешевле". Нормальный датчик стоит от $120 в Китае, а кусок металла с кабелем стремится по стоимости к нулю.
С уважением, Олег.
#32
OFFLINE
Monya96
-
- Пользователи+
-
- 74 сообщений
Студент
- Пол:Мужчина
-
Из:Екатеринбург
Отправлено 13 Апрель 2015 - 17:04
Шас не у станка просто. А если ее как нибудь фальгой акуратнно замотать или краской серебрянкой покрасить может он и занулитса ну как варинт колхозно немного но может выйти наверно?
Попробуйте взять кусок провода с радиотехническим зажимом-"крокодилом" на конце, присоединить его к общему проводу станка ("минусу" источника питания контроллера) и перед калибровкой цеплять "крокодил" на хвостовик фрезы.
просто если там на острее фрезы какая-то вражеская непробиваемая оксидная пленка образовалась то план с крокодилом я так понимаю может непроканать!
#33
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 13 Апрель 2015 - 18:30
А если ее как нибудь фальгой акуратнно замотать или краской серебрянкой покрасить может он и занулитса ну как варинт колхозно немного но может выйти наверно?
"Краска-серебрянка", для справки, не электропроводна (по крайней мере, при низких напряжениях).
Фольгой - ну попробуйте, чем черт не шутит - перегните узкую полоску через кончик фрезы и прижмите ее концы к хвостовику фрезы бельевой прищепкой, чтобы контакт обеспечить. Хотя у меня на этот счет большие сомнения, любая алюминиевая фольга сама по себе толстой оксидной пленкой покрыта.
просто если там на острее фрезы какая-то вражеская непробиваемая оксидная пленка образовалась то план с крокодилом я так понимаю может непроканать!
Просто вы пока что даже понятия не имеете, отчего у вас цепь калибровки неуверенно замыкается. Провод с крокодилом пустит ток в обход всего станочного железа, и сразу станет ясно - то ли плохой контакт именно между фрезой и таблеткой, то ли в другом месте.
Но если не желаете действовать методично, "по уму" - ваша воля. Можете и методом бессистемного тыкания пытаться неисправность локализовать. Изредка, наиболее везучим, даже такое удается.
#34
OFFLINE
vv92
-

- Cтарожил
-
- 9 411 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 13 Апрель 2015 - 18:40
С землей встречал проблемы, решается впаиванием перемычки на плате развязки.
Сообщение отредактировал vv92: 13 Апрель 2015 - 18:41
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#35
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 13 Апрель 2015 - 18:41
Нормальный датчик стоит от $120 в Китае
Так то нормальный, с гарантированно высокой точностью, для "настоящих" станков.
А так, если по форумам типа CNC-клуба поискать, найдутся описания весьма годных самоделок (на основе контактной группы хорошо известного "центроискателя от Шерлока Холмса", который, в свою очередь, можно считать кустарной копией настоящего датчика Renishaw). По отзывам повторявших, точность не хуже 0.05 мм у них уверенно обеспечивается. А если постараться, то всю "кнопку" можно будет упаковать в 20-25 мм по высоте, чтобы можно было использовать ее не как стационарный калибратор, а как "подкладуху".
#36
OFFLINE
Valerius
-

- Опытный
-
- 345 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Мончегорск - Кашира
-
Из:Кашира
Отправлено 14 Апрель 2015 - 00:01
Скорее всего, с PSD фрезами ситуация такая. Сам алмаз (темная напайка) не факт что проводит электричество. На новой фрезе кончик корпуса фрезы (металлического) чуть выступает за напайку, и датчик срабатывает. После пары работ - металлическая часть подстирается, и датчика касается уже напайка. Варианты решения выше озвучены.
#37
OFFLINE
T-Rex
-
- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 14 Апрель 2015 - 00:28
После пары работ - металлическая часть подстирается, и датчика касается уже напайка.
Да у него и "твердосплав" тоже как-то не ахти калибруется. Хотя он-то вполне достаточную проводимость имеет, независимо от истирания. Поэтому есть основания подозревать, что в цепи "общего провода" как-то все не очень хорошо.
Один из возможных вариантов - шпиндель не заземлен (его корпус не соединен с общим проводом станка проводником "PE" - у некоторых китайских шпинделей этот штырь разъема действительно никуда не припаян внутри). Тогда цепь "массы" получается очень длинной, через хомут шпинделя, балки станины, подшипники линейных направляющих... а при проектировании этих деталей вовсе не закладывались технические требования на то, чтобы они минимальное электрическое сопротивление обеспечивали.
#38
OFFLINE
3D-BiG
-
- Модератор
-
- 14 714 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 14 Апрель 2015 - 07:54
А для экспериментов и не обязательно тыкать фрезой в автоматическом режиме, ведь почти у всех комплектов электроник есть индикация срабатывания датчика..... Кроме того, если станок на NCStudio v.5, то для такого комплекта электроники есть вообще радиомодуль позиционирования режущего инструмента для которых вообще НЕ важна проводимость фрезы.
Сообщение отредактировал 3D-BiG: 14 Апрель 2015 - 08:07
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#39
OFFLINE
bubu27
-

- Пользователи+
-
- 215 сообщений
Бакалавр CNC
- Пол:Мужчина
- Город:Астана
-
Из:Астана
Отправлено 14 Апрель 2015 - 10:05
может поможете решить проблему.
станок китаец. названий никаких нет, но по виду похож на EXYTECH. управление NcStudio 8. калибратор JS-50R2P
при отсоединенном калибраторе, и при запуске калибровки шпиндель опускается вниз, как положено.
если подсоединить калибратор, то при калибровке, шпиндель начинает подниматься вверх.
в мануале указано подсоединение к портам CUT и COM.
разбирал такой же калибратор. видно было что работает на разрыв цепи.
в настройках не нашел как поменять направление движения при калибровке.
кто нибудь сталкивался с этим?
#40
OFFLINE
MiG
-
- Продвинутый
-
- 2 019 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 14 Апрель 2015 - 10:59
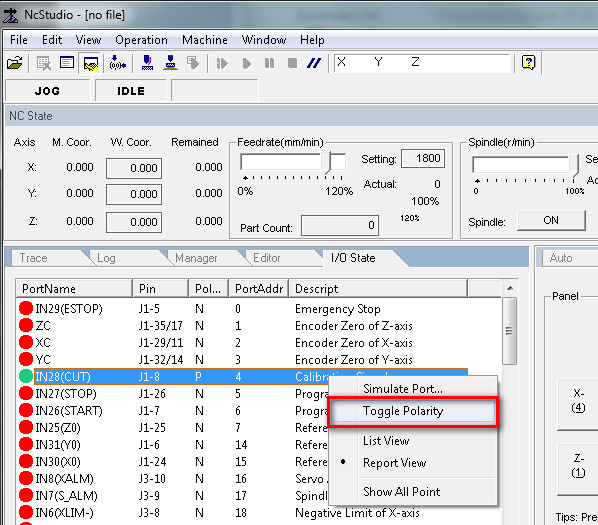
у вас сейчас в I\O State калибровочный сигнал горит зеленым ,
так как датчик на размыкание, а стандартно настроена сработка на замыкание.
...Надо изменить состояние ожидаемого сигнала с 1 на 0 .
в I\O State нажать на сигнал от калибратора
правой кнопкой мыши одновременно с комбинацией клавиш
Ctrl+Shift+Alt, удерживая все кнопки нажать и левую кнопку мыши,
выбрать в появившейся менюшке "Toggle Polarity"
перезагрузить,
в не сработанном состоянии сигнал от калибратора должен быть красным.
Сообщение отредактировал MiG: 14 Апрель 2015 - 11:03
Темы с аналогичным тегами датчик привязки, калибровочный датчик
Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

