
Сообщение отредактировал vv92: 05 Февраль 2011 - 00:17

Ликбез для новичка по установке лазерного гравера
Автор
Ives
, 02 Фев 2011 04:05
юстировка лазера Масштабирует размеры Ликбез по лазерам
Сообщений в теме: 116
#21
 ONLINE
ONLINE
vv92
-

- Cтарожил
-

- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 05 Февраль 2011 - 00:11
.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#22
OFFLINE
Ives
-
- Пользователи+
-
- 56 сообщений
Дева CNC {:)
- Пол:Женщина
-
Из:Cuenca/Moscow
Отправлено 05 Февраль 2011 - 01:45
*Тут должен быть смайлик, который рвет волосы на голове... китайца*
Опять не так!
МОжет быть такое, что лазеру нехватает мощности по каким-то причинам?
В общем он не хочет работать. Заглянула под крышку - луч еле-еле виден ближе к зеркалам... Когда просто подаю 1 импульс все ок, нормальный луч, но это всего на долю секунды. Что с ним не так?
В какой-то момент вдруг включился... и не хотел выключаться, только кнопкой, хотя программу всю выполнил (без прожига кстати, просто по контуру прошелся, а как остановился включился луч).
Это лыжи не едут, или я..?
Опять не так!
МОжет быть такое, что лазеру нехватает мощности по каким-то причинам?
В общем он не хочет работать. Заглянула под крышку - луч еле-еле виден ближе к зеркалам... Когда просто подаю 1 импульс все ок, нормальный луч, но это всего на долю секунды. Что с ним не так?
В какой-то момент вдруг включился... и не хотел выключаться, только кнопкой, хотя программу всю выполнил (без прожига кстати, просто по контуру прошелся, а как остановился включился луч).
Это лыжи не едут, или я..?
#23
ONLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 05 Февраль 2011 - 02:43
Заземлите лазер и компьютер, посмотрите как проложен высоковольтный провод.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#24
OFFLINE
Ives
-
- Пользователи+
-
- 56 сообщений
Дева CNC {:)
- Пол:Женщина
-
Из:Cuenca/Moscow
Отправлено 05 Февраль 2011 - 04:52
Это официальный ппц похоже... моими кривыми слетел файл конфигурации. Теперь его просто нет. Лазер не включается вообще, заданные прграммы не выполняются... а этого проклятого CNG.mol нигде нет. Может как-то можно ручками его настроить?
Сообщение отредактировал Ives: 05 Февраль 2011 - 05:40
#25
OFFLINE
halkru
-

- Опытный
-
- 558 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Хабаровск
-
Из:СССР
Отправлено 05 Февраль 2011 - 07:57
... луч еле-еле виден ближе к зеркалам... Когда просто подаю 1 импульс все ок, нормальный луч, но это всего на долю секунды. Что с ним не так?
В какой-то момент вдруг включился... и не хотел выключаться, только кнопкой, хотя программу всю выполнил (без прожига кстати, просто по контуру прошелся, а как остановился включился луч).
Это лыжи не едут, или я..?
Луч вы не увидите , СО2 лазер работает в инфракрасном (не видимом человеческому глазу) диапазоне , да и в другом диапазоне то - же, он ведь "луч", сбоку невидно, если не отражается от пыли или еще чего... в трубе - свечение ионизированного газа, что говорит о том, что разряд происходит, луч вы можете "увидеть" косвенно, например поставив на выходе трубы кусочек акрила.
Если ваш станок оборудован датчиком наличия воды - проверьте его работоспособность, на свой риск (следить за водой) можете просто замкнуть его контакты, для исключения его неисправности...
Возможен также пробой на корпус, в этом случае в ВВБП срабатывает защита, запеньте место соединения высоковольтного провода с лампой.
#26
OFFLINE
Ives
-
- Пользователи+
-
- 56 сообщений
Дева CNC {:)
- Пол:Женщина
-
Из:Cuenca/Moscow
Отправлено 05 Февраль 2011 - 21:30
Вот как раз свечения теперь и нет  Датчик воды, судя по всему, есть. Ибо если наступить на трубку водоподачи, то лазер жутко пищит и останавливается. Или это не показатель?
Датчик воды, судя по всему, есть. Ибо если наступить на трубку водоподачи, то лазер жутко пищит и останавливается. Или это не показатель?
Высоковольтный провод проверила - соединение цело и невредимо.
Датчик воды, судя по всему, есть. Ибо если наступить на трубку водоподачи, то лазер жутко пищит и останавливается. Или это не показатель?Высоковольтный провод проверила - соединение цело и невредимо.
#27
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Февраль 2011 - 12:25
в некоторых моделях лазеров есть 2 датчика подачи воды:
-один в чиллере - он и заставляет поросенком визжать чиллер, когда пережат шланг...
- второй в самом лазере - он заведен на блок питания лазерной трубы...
так вот - если от чиллера мы поставили шланги наоборот, т.е. в противоток датчику, стоящему в лазере, то вода будет идти, а вот датчик- срабатывать не будет, а соответственно не будет и разрешения на работу лазера... - просто поменяйте местами подключение шлангов от чиллера - вполне возможно все заработает.... Или можно заблокировать датчик в станке для пробы, положив ему на голову магнит - датчики представляют из себя шторку с магнитом,которая при прокачке воды отклоняется и магнитик замыкает геркон (ГЕРметичный КОНтакт - деталька такая, чувствительная к магнитному полю)... Внешним сильным магнитом заблокируете геркон и лазер должен заработать - тогда мы будем знать, что либо вода не в ту сторону, либо мощность прокачки воды недостаточная....
-один в чиллере - он и заставляет поросенком визжать чиллер, когда пережат шланг...
- второй в самом лазере - он заведен на блок питания лазерной трубы...
так вот - если от чиллера мы поставили шланги наоборот, т.е. в противоток датчику, стоящему в лазере, то вода будет идти, а вот датчик- срабатывать не будет, а соответственно не будет и разрешения на работу лазера... - просто поменяйте местами подключение шлангов от чиллера - вполне возможно все заработает.... Или можно заблокировать датчик в станке для пробы, положив ему на голову магнит - датчики представляют из себя шторку с магнитом,которая при прокачке воды отклоняется и магнитик замыкает геркон (ГЕРметичный КОНтакт - деталька такая, чувствительная к магнитному полю)... Внешним сильным магнитом заблокируете геркон и лазер должен заработать - тогда мы будем знать, что либо вода не в ту сторону, либо мощность прокачки воды недостаточная....
Сообщение отредактировал 3D-BiG: 06 Февраль 2011 - 12:26
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#28
ONLINE
vv92
-
- Cтарожил
-
- 9 413 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 06 Февраль 2011 - 13:06
проще проволочкой закоротить. Но всетаки заземлите лазер и посмотрите не пробивает ли изоляцию высоковольтного провода.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#29
OFFLINE
3D-BiG
-
- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Февраль 2011 - 15:49
Заземление для лазера ОБЯЗАТЕЛЬНО, т.к. если у фрезера при пробое изоляции мы без заземления попадем только под фазное напряжение ( что уже может оказаться смертельным), то здесь при пробое высоковольтной изоляции на корпусе удовольствие будет гораздо больше по величине...
Кстати по датчикам: помимо проточных датчиков, которые реагируют на поток - они сквозные, т.е. у них есть и вход и выход, приходилось встречать и датчики давления, которые показывают, что помпа качает воду, но они мне НЕ нравятся, т.к. при пережатом выходе он будет давать добро на работу лазера, а прокачки воды через трубу НЕ будет!!!
Кстати по датчикам: помимо проточных датчиков, которые реагируют на поток - они сквозные, т.е. у них есть и вход и выход, приходилось встречать и датчики давления, которые показывают, что помпа качает воду, но они мне НЕ нравятся, т.к. при пережатом выходе он будет давать добро на работу лазера, а прокачки воды через трубу НЕ будет!!!
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#30
OFFLINE
Серёга
-

- Пользователи
-
- 13 сообщений
Студент
-
Из:Бишкек
Отправлено 16 Март 2011 - 19:37
всем привет...
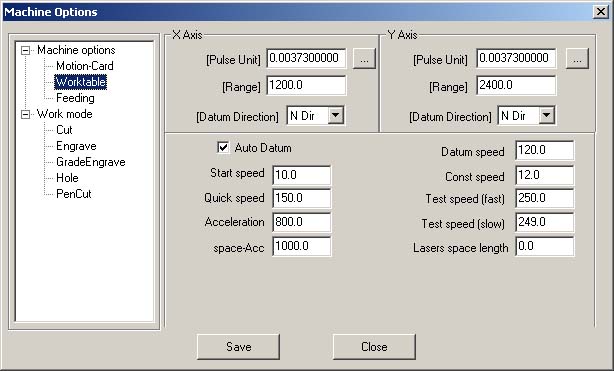
Для корректировки масштаба поменял параметр Pulse Unit...
умножил, разделил и получил...
еще немного подкорректировал.. было 0.005265 вышло 0.003730
размер получаеся 1:1, вот только мощность почему то упала...
акрил 3мм до конца не прожигает, если только снизить скорость...
(
#31
OFFLINE
MiG
-

- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 16 Март 2011 - 20:19
потому что реальная скорость стала на треть больше, чем до настройки ипмульсов
в общем не мощность упала ,а скорость стала правильно отображатся
раньше проезжал 65 ,а сейчас за это же время 100рисуем простейший квадрат 100х100, на выходе машинка вырезает 65х65
в общем не мощность упала ,а скорость стала правильно отображатся
Сообщение отредактировал MiG: 16 Март 2011 - 20:28
#32
OFFLINE
Серёга
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:Бишкек
Отправлено 16 Март 2011 - 20:39
и как быть??
надо резать акрил 8 мм..
а он еле еле 3-ку кромсает...
скорость от заданной снизили до 50%..
раньше станок работал вполне отлично...
надо резать акрил 8 мм..
а он еле еле 3-ку кромсает...
скорость от заданной снизили до 50%..
раньше станок работал вполне отлично...
Сообщение отредактировал Серёга: 16 Март 2011 - 20:40
#33
OFFLINE
MiG
-
- Продвинутый
-
- 2 020 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Россия , Ковров
Отправлено 16 Март 2011 - 20:46
ну...раньше резало с какой скоростью?...по идее на примерно 30 % снизить и должна такая же стать как была
а мощность уже нет запаса прибавить?
вы только импульсы изменили?
а мощность уже нет запаса прибавить?
вы только импульсы изменили?
Сообщение отредактировал MiG: 16 Март 2011 - 20:47
#34
OFFLINE
Серёга
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:Бишкек
Отправлено 16 Март 2011 - 21:12
мощность на максимуме стоит...
раньше скорость стояла 84%
скорость резко снижать пришлось.. даже визуально видно что режет медленне размер 100 мм против той скорости когда резал 300 мм...
вся закавыка в том что я не знаю, не видел как должен работать станок в нормальном, рабочем сотоянии..
мне сразу досталось это запущенное хозяйство.. и сравнить не с чем...
раньше скорость стояла 84%
скорость резко снижать пришлось.. даже визуально видно что режет медленне размер 100 мм против той скорости когда резал 300 мм...
вся закавыка в том что я не знаю, не видел как должен работать станок в нормальном, рабочем сотоянии..
мне сразу досталось это запущенное хозяйство.. и сравнить не с чем...
Сообщение отредактировал Серёга: 16 Март 2011 - 22:03
#35
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 16 Март 2011 - 22:55
у вас 1200*2500 ват или 80 или 130 ? юстировку делали -  по мишенькам стреляли ??? на дисплеее скорость/мощность должны по 100 % выставлены. Скорость не может быть в %, только мощность от номинальной , у вас скорее всего мм/сек.
по мишенькам стреляли ??? на дисплеее скорость/мощность должны по 100 % выставлены. Скорость не может быть в %, только мощность от номинальной , у вас скорее всего мм/сек.
ps давненько 8 мм не резал, но если так хер к носу прикинуть 2 мм акрил на 80 ватт = 1,4-1,7 м/мин - примерно, давайте считать.....ну так 0,7-0,5 м/мин....чисто теоретически....
2 мм акрил на 80 ватт = 1,4-1,7 м/мин - примерно, давайте считать.....ну так 0,7-0,5 м/мин....чисто теоретически....
по мишенькам стреляли ??? на дисплеее скорость/мощность должны по 100 % выставлены. Скорость не может быть в %, только мощность от номинальной , у вас скорее всего мм/сек. ps давненько 8 мм не резал, но если так хер к носу прикинуть
2 мм акрил на 80 ватт = 1,4-1,7 м/мин - примерно, давайте считать.....ну так 0,7-0,5 м/мин....чисто теоретически....
Сообщение отредактировал sinner: 16 Март 2011 - 22:56
Если долго тужиться - голова закружится!
#36
OFFLINE
Серёга
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:Бишкек
Отправлено 17 Март 2011 - 14:20
Сегодня утром попробовал поиграться с настройками. Резать все равно как раньше не стал. Режет, но глубина реза не прошивает заготовку.
После обеда попробовал вырезать одну заготовку. Лазр вырезал как по маслу, детальки сами выпали из основы. Настройки не менял.
Я обрадовался, думал случилось чудо, но чудо быстро кончилось. Последующие резы стали все хуже и хуже.. 4 попытка всего лишь окончилась гравировкой.
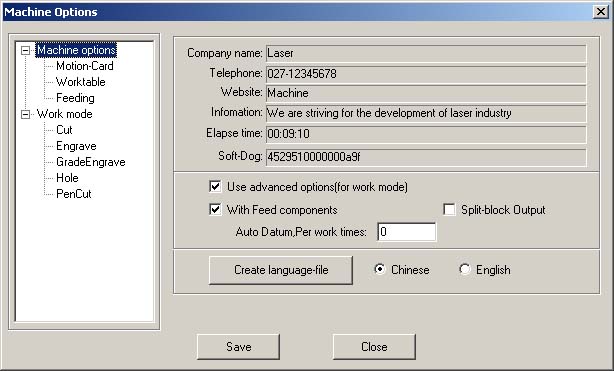
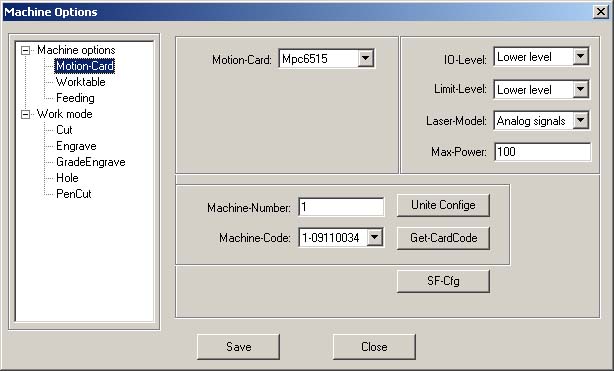
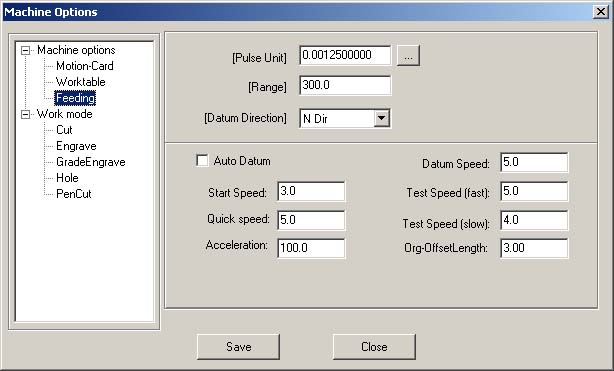
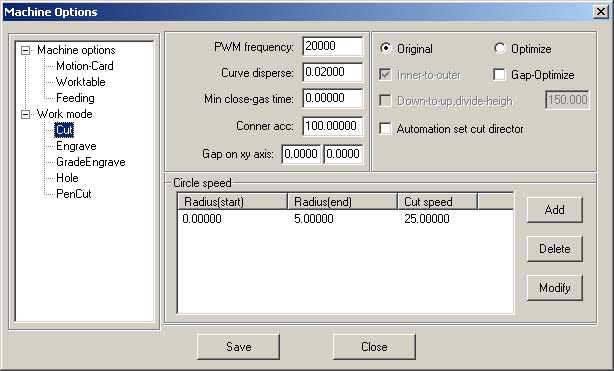
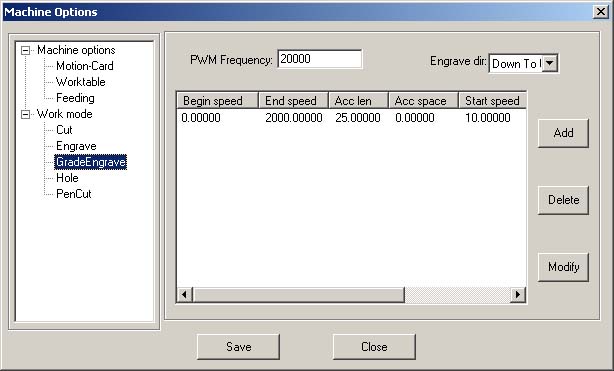
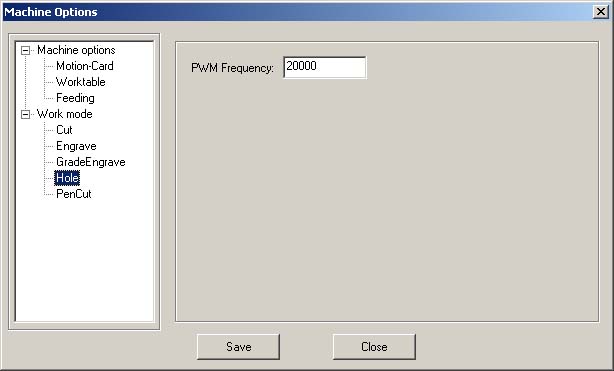
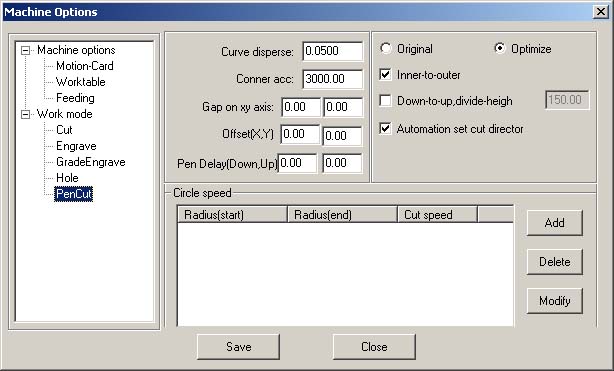
сделал скрины настроек.
еще есть менюшка с самой машины.
После обеда попробовал вырезать одну заготовку. Лазр вырезал как по маслу, детальки сами выпали из основы. Настройки не менял.
Я обрадовался, думал случилось чудо, но чудо быстро кончилось. Последующие резы стали все хуже и хуже.. 4 попытка всего лишь окончилась гравировкой.
сделал скрины настроек.
еще есть менюшка с самой машины.
Прикрепленные изображения

#37
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 17 Март 2011 - 14:34
самый полезный последний скрин - вроде все как надо стоит, но вот про оптику ничего не написали - чистая или нет - зеркала , линзы в каком состоянии, юстировку делали, сколько мес. трубе или лет (может ресурс кирдык, от долгого лежания), темп. воды ???ps Настройка оптической системы
Подведите питание ко всем блокам лазерной машины, включите питание лазерной машины. После этого произойдет общий сброс машины и головка будет переведена в последнюю перед выключением позицию. Такое поведение машины означает, что она функционирует верно. Включите питание лазера – теперь можно начать настройку оптической системы. Сначала необходимо настроить первый отражатель: настройте луч на второе зеркало и отметьте точку (для этого используйте бумажный скотч). Затем перейдите на дальнюю часть и также отметьте точку. Настройте угол первого зеркала, поворачивая три винта позади нее. Продолжайте настройку, пока дальняя и передняя точки не совпадут.

После завершения настройки первого зеркала можно перейти к настройке второго (выполняется аналогично настройке первого зеркала). Важно, чтобы отмеченные световые точки были как можно ближе к центру и ни в коем случае не были с краев зеркала. Если в результате настройки луч проходит через край зеркала, повторите настройку, пока он не будет проходить через центр. В завершение проверьте, совпадают ли отмеченные точки при различных положениях головки лазера. После того, как четыре вышеописанные точки совпадут, проверьте, есть ли световая точка в центре входного отверстия лазерной головки. Если нет, выключите питание лазера и настройте заново положение лазерной трубки. Если точка отклонена влево или вправо, измените положение лазерной трубки согласно смещению точки: если точка смещена влево, подвиньте лазерную трубку влево, если вправо – то подвиньте вправо. Если же точка смещена вверх или вниз, лазерную трубку нужно двигать в противоположном направлении: если точка отклонена вверх – подвиньте лазерную трубку вниз, если вниз – то вверх. См. рис. F2-16. Обратите внимание, что под настройкой положения лазерной трубки, описанной выше, понимается перемещение катодной части трубки (т.е. той части, из которой исходит свет). Если же Вы будете настраивать положение трубки, двигая анодную часть, то все направления нужно сменить на противоположные, чтобы получить тот же эффект. Для получения более детального объяснения настройки оптической системы обратитесь к главе 6 «Стандарт Настройки Оптической Системы».
По завершению настройки оптической системы, прикройте лазерную трубку защитной крышкой.
Если долго тужиться - голова закружится!
#38
OFFLINE
Серёга
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:Бишкек
Отправлено 17 Март 2011 - 14:46
sinner к сожалению я лично такого не делал... машина до меня уже была кем то отстроена после ремонта. но она простояла 2,5 месяца без дела (это я только сепгодня узнал)
уровень воды в норме, пузырьков в трубе нет.
получается падение мощности случилось при изменении параметра Pulse Uit, изменение котого привело к точности вырезаемых заготовок 1:1...
сегодня один раз лазер отработал при вырезании и потом опять случилось падение мощности.
а где можно взять эту книгу откуда взята глава 6 «Стандарт Настройки Оптической Системы».
уровень воды в норме, пузырьков в трубе нет.
получается падение мощности случилось при изменении параметра Pulse Uit, изменение котого привело к точности вырезаемых заготовок 1:1...
сегодня один раз лазер отработал при вырезании и потом опять случилось падение мощности.
а где можно взять эту книгу откуда взята глава 6 «Стандарт Настройки Оптической Системы».
#39
OFFLINE
sinner
-
- Пользователи+
-
- 1 056 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Ярославль - Санкт Петербург - Москва
-
Из:Ярославль
Отправлено 17 Март 2011 - 14:58
ПульсЮнит - нипричем,забудем про него, если размеры правильные.....теперь юстировкой займись....настройки по аналогииотсюда качай 11 метров
Сообщение отредактировал sinner: 17 Март 2011 - 14:58
Если долго тужиться - голова закружится!
#40
OFFLINE
Серёга
-
- Пользователи
-
- 13 сообщений
Студент
-
Из:Бишкек
Отправлено 17 Март 2011 - 15:15
спасибо... за фалик отдельный респект... 
будем бороться...
будем бороться...
Темы с аналогичным тегами юстировка лазера, Масштабирует размеры, Ликбез по лазерам



Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

