Вы же уже писали про эту проблему...
Вам же уже отвечал по этому поводу:
работаем в этой программе SunLightLazer3016... буду искать.
Странный у вас CMA1200: Юминговские лазеры были на блок-подшипниках, а у вас на фото и слайдеры, как на их серии VS, и редуктор вертикально, а не горизонтально... Но раз работаете на SunLightLazer3016, то искать в ней ,где корректируется геометрия бесполезно, ибо у вас 3-я модификация юминговской электроники, а у ней настройки делаются через отдельную программу для настройки электроники под станок.... Это и было хорошей защитой от того, чтобы операторы настройки НЕ убили...
Или вы думаете, что здесь на форуме есть мощные телепаты, которые дистанционно, силой мысли, без ParamSettigEN.exe смогут произвести перенастройку? Хотя смена ремня НЕ сказывается на геометрию... Поэтому возможны следующие варианты:
- или у вас сразу лазер врал, но не помню ни случая, когда эти лазеры приходили НЕ в размер - завод дюже ответственный - ибо их через меня прошло в тем или иным способом порядка 1000единиц (в фирме, поставлявшей эти станки был ведущим сервисным инженером по фрезерам-лазерам и через меня шла их проверка перед отправкой покупателям и щла вся переписка с заводом по рекламациям), тем более клиентам возможность изменения настроек без этой программы недоступна... Кстати у нас лазер именно поставки фирмы САН, где я и занимался этими лазерами и русифицировали программу управления...
- или при отправке на резку через PLT- формат у вас не корректно выставлены или единицы измерения плоттера (и в Корел и в SunLightLazer должны быть выставлены однотипно - обычно 1016) или за счет низкого значения в настройке Разрешение кривой стоит умолчательное низкое значение: обычно при первой попытке экспорта имеет смысл поставить размерность мм и выставить число 0.01, а он сам потом округлит до максимально возможной точности, в противном случае точность будет определяться округлением низкого разрешения... Если разрешение не нарастить, то круги будет резать гранеными, как стакан...
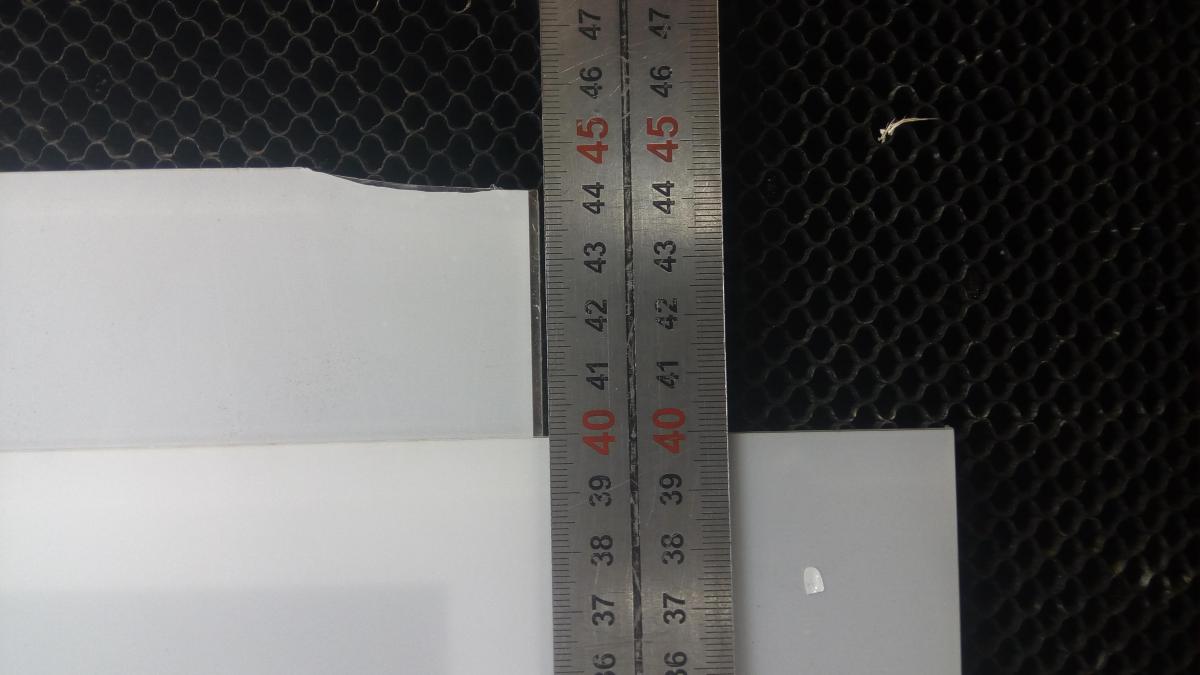
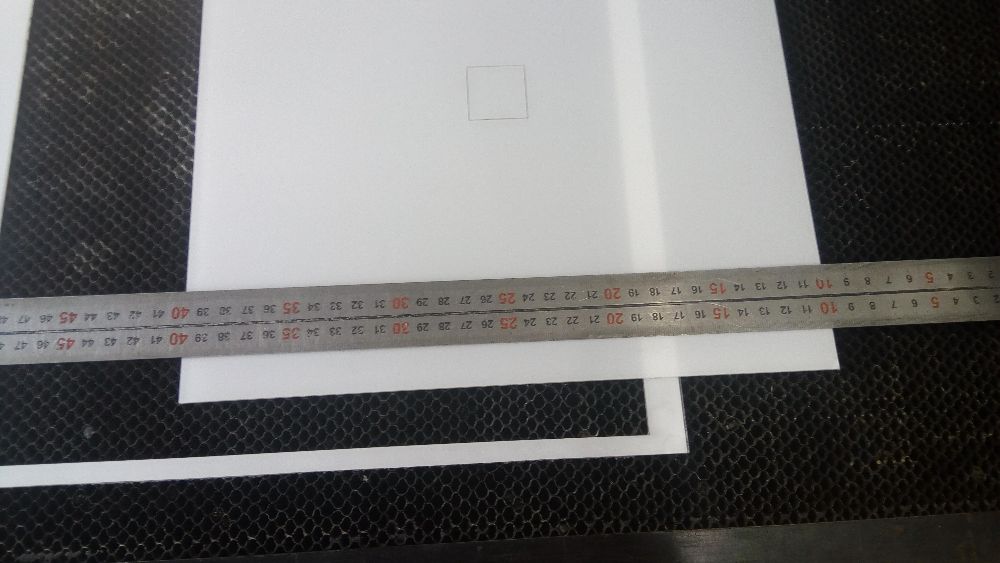
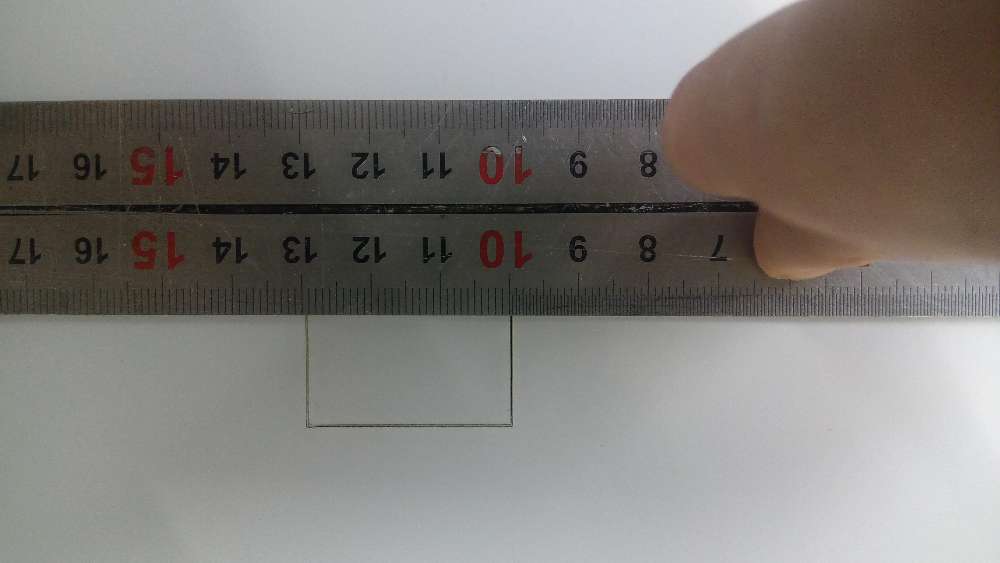
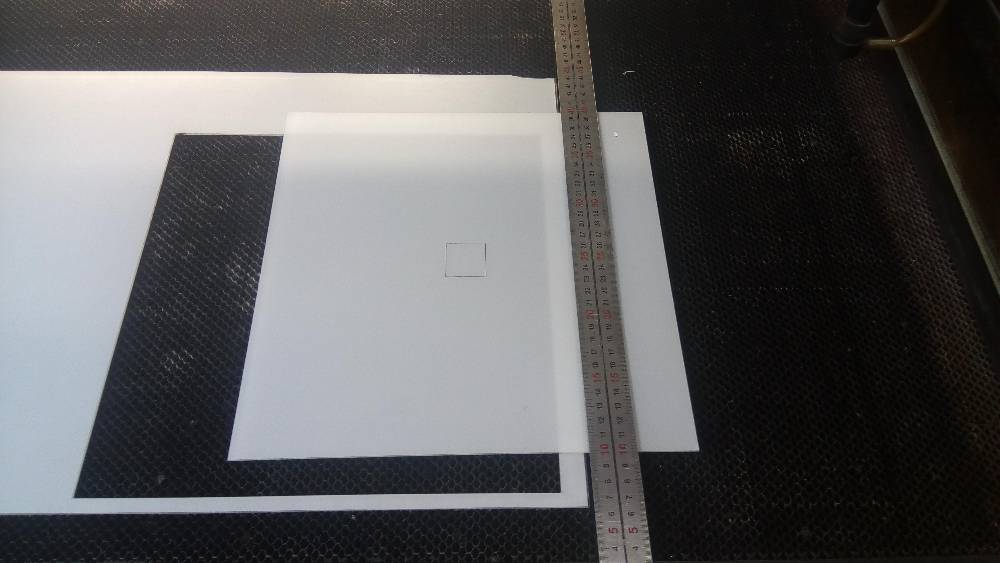
- или у вас слишком толстый луч диаметром 0.2мм (апетура большая или не в фокусе) , что и дает уменьшение на сторону, о чем и говорит, что у вас это изменение размеров не пропорционально размеру квадратов, а фиксированная величина...
Поэтому рекомендация: если вам уж очень критичны размеры на столько, то перед отправкой файла на станок проводить офсет на величину радиуса луча...
А смысла плодить по одному и тому-же вопросу темы нет, ибо если в одном месте некому что-либо сказать, то и в другом месте не будет, а тем более кроспостинг противоречит правилам форума..
Сообщение отредактировал 3D-BiG: 25 Январь 2021 - 16:43





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}