спасибо,
но вопросы остались )
- цангу ER-11 под 6мм не могу найти. больше 4мм диаметр посадочный не видел, а фрезу с диаметром хвостовика 3мм/4мм
vd сказал(а) 09 Янв 2015 - 17:38: возможно ли на моем шпинделе (на гайке под цангу ER-11) установить гайку хотя бы ER16. и Глупость.
согласен, но попробовать стоило. т.к. не встречал в продаже под цангу ER-11 6мм посадку
честно говоря, совершенно мало знаю. практически ничего не знаю ни про арткам, ни про фрезеровку, ни про составные части фрезера. все термины, встречающиеся на форуме, либо изучаю в процессе, либо встречаю впервые
режу элементарно - рисую в кореле, готовый вектор из корела (епс) в арткаме готовлю в УП, задавая параметры в режиме "обработка по профилю", поэтому прошу особо не серчать за вопросы, которые могут показаться странными - для меня это ново и важно, а спросить то, о чем не знаю, я не стесняюсь ))
d2vd сказал(а) 09 Янв 2015 - 17:38: был бы очень признателен, если подскажете параметры для выполнения этой процедуры и опишите принцип УП Прямоугольник в размер стола. Фрезеровка прямоугольника фрезой. Перекрытие диаметра фрезы от 5 до 25 %% - устанавливается в параметрах фрезы.
ага, примерно понял. спасибо )
обязательно так и сделаю, когда подберу фрезу.
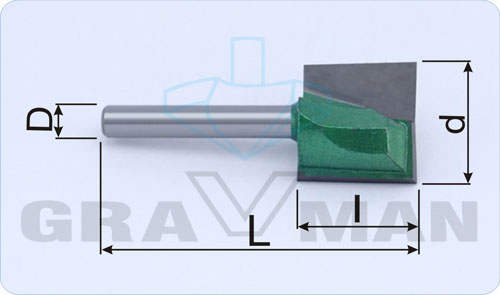
d2vd сказал(а) 09 Янв 2015 - 17:38: можно для моей ER-11 найти подходящую фрезу с нужным диаметром? (в чем сильно сомневаюсь) Есть фрезы с диаметром фрезы отличным от диаметра хвостовика. Как вышеописанная: хвостовик 6 мм, диаметр 22 мм.
да! с этим я уже сталкивался, и мне тут все понятно.. беда осталась той же - не встречал диаметра 3-4мм, в основном все "серьезные" фрезы, которые мне попадались, идут диаметром от 6мм.
и мои цанги строго под 3мм, 4мм. не в дюймах (3,175мм), а в мм.
)) уже понимаю ответ - надо искать походящую цангу )) искомого нет. может, сменить патрон? это возможно без замены шпинделя?
или я пропустил возможность замены зажимающей гайки ? например, при одинаковой резьбе - разный "калибр"
и в другую гайку (уже под ER16) найти цангу не проблема, также, как и фрезу)












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}