
Здравствуйте уважаемые форумчане. Хотел спросить у вас совета по поводу обработки. Меня попросили сделать одну пробную табличку такого плана как на прикрепленной картинке. Модель я сделал (та что на прикрепленной картинке). Размер модели 500х150х4. Планирую резать на берёзе. В Арткаме пробовал задавать траектории с разными фрезами (конусные спиральные с радиусом пятки от 0.25мм до 2мм). Оптимальным мне показался вариант с обработкой конусной спиральной фрезой с радиусом пятки 1мм и последующая доработка фрезой с радиусом 0.25мм. По времени обработка 1мм фрезой длится почти 2 часа, а доработка фрезой 0.25мм 4 часа. При визуализации траектории фрезы 0.25мм видно что она делает очень много холостых передвижений. Посоветуйте пожалуйста, как возможно ускорить время обработки? Возможно я ошибаюсь при выборе фрез и стратегии обработки. Прошу сильно не ругать, я ёще новичёк в этом деле. Буду очень благодарен за любой ответ.

Оптимизация стратегии (траектории) обработки
Автор
DevRed
, 20 Авг 2010 22:54
Стратегия обработки Оптимизация обработки Ликбез для новичка черновая обработка чистовая обработка
Сообщений в теме: 73
#61
 обработкиСсылка на это сообщение #61") OFFLINE
OFFLINE
horlenko
-
- Пользователи
-

- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 06 Март 2016 - 21:35

#62
OFFLINE
horlenko
-
- Пользователи
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 10 Март 2016 - 01:01
Подскажите пожалуйста. Если нужна модель - я сброшу.
#63
OFFLINE
belorez
-

- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 10 Март 2016 - 01:42
Тут либо серьёзные вещи обсуждаются, либо сиськи. А Вы с какой-то ерундой... У вас всё делается концевой фрезой 2д выборкой, и только две маленькие области потом обрабатываются зд стратегией.
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.
#64
OFFLINE
horlenko
-
- Пользователи
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 11 Март 2016 - 00:08
Спасибо за ответ. Вроде как разобрался как всё сделать. Очень Вам благодарен.
#65
OFFLINE
horlenko
-
- Пользователи
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 21 Декабрь 2016 - 14:30
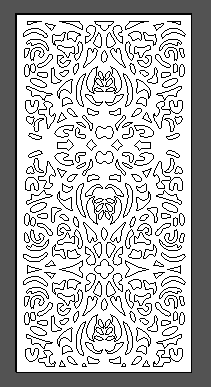
Здравствуйте. Прошу вашего совета по вот такому вопросу. Есть вектора (см. прикреплённую картинку 1) которые нужно обработать 2D выборкой. Станок у меня китаец CNC router 1212 (стол 1,2х1,2м). Управление NcStudio. Выборку делаю концевой фрезой 4мм, подача 2.1м/мин, заглубление по z 1мм, шаг 2мм, обороты 24000. При визуализации УП, видно, что некоторые векторы станок вырезает не поднимаясь до плоскости безопасности за каждый проход по z, а некоторые - вырезал один слой 1мм по z, потом вернулся на плоскость безопасности и потом режет второй слой и т.д. Подскажите пожалуйста, как избежать этих лишних перемещений и оптимизировать траекторию?
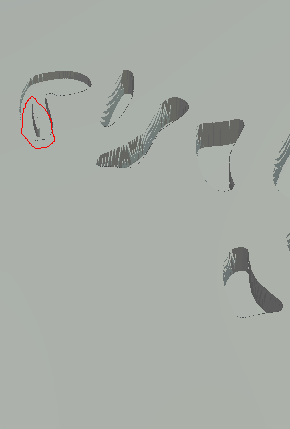
И второй вопрос: при визуализации УП в некоторых местах, после выборки, остаются бобышки (см. прикреплённую картинку 2). Сначала станок делает выборку начиная с внешнего края, но оставляет часть материала (бобышку). Когда станок выбрал материал по внешнему краю, он начинает выборку этой бобышки, но она уже давно отрезана от заготовки и он просто вхолостую работает. Есть вариант сделать меньше шаг по ХУ, но это приведёт к увеличению времени обработки. Как поступить в такой ситуации?
Прикрепленные изображения
#66
OFFLINE
vv92
-

- Cтарожил
-
- 9 403 сообщений
Гуру CNC
- Пол:Мужчина
- Город:Н.Новгород
-
Из:Н.Новгород
Отправлено 21 Декабрь 2016 - 15:10
Попробуйте стратегию гравировка.
Знаю технику безопасности как свои три пальца.Эксперт - это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
#67
OFFLINE
horlenko
-
- Пользователи
-
- 16 сообщений
Студент
- Пол:Мужчина
-
Из:Киев
Отправлено 21 Декабрь 2016 - 15:46
Попробуйте стратегию гравировка.
А скажите пожалуйста где найти эту стратегию? У меня стоит ArtCam Jewelsmith 2011 и я не наблюдаю здесь такого. Возможно нужна другая версия ArtCam?
А скажите пожалуйста где найти эту стратегию? У меня стоит ArtCam Jewelsmith 2011 и я не наблюдаю здесь такого. Возможно нужна другая версия ArtCam?
Извините, нашел.
#68
OFFLINE
moulder
-
- Пользователи
-
- 8 сообщений
Абитуриент
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 06 Февраль 2018 - 13:51
Добрый день
Я вырезаю деталь, в которых есть углубления. Использую 2Д выборку.
А вот выборка после каждого прохода возвращается в ту точку, из которой фреза начинала врезаться(в плоскость безопасности). Т.е. я получаю лишнее движение по Х-У, но это ладно, т.к. едет быстро. А вот по Z - проблема, фреза начинает движение от плоскости безопасности со скоростью врезания (1мм). Получается, и я теряю время на промежутке "плоскость безопасности-поверхность листа" + глубина предыдущих проходов.
Подскажите, как можно оптимизировать такой вид обработки? Читал похожие вопросы, но конкретики так и не увидел в ответах
Заранее спасибо!
#69
OFFLINE
Ewgeniy
-

- Пользователи+
-
- 1 234 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Москва
Отправлено 06 Февраль 2018 - 13:58
Т.е. я получаю лишнее движение по Х-У,
А вот по Z - проблема, фреза начинает движение от плоскости безопасности со скоростью врезания (1мм)
Да, да, та же проблема была, писал что Арткам за такие деньги мог бы и поумнее быть, но был послан "в сад", типа сам дурак, а тем более денег не платил за него, то и вообще неча ныть. )) А воз и ныне там. )
Должно быть решение думаю, хитрить надо с макетом и с заданием обработки, но я завязал с фрезерами... пока. )
Сообщение отредактировал Ewgeniy: 06 Февраль 2018 - 13:59
#70
OFFLINE
7th.guest
-
- Пользователи+
-
- 68 сообщений
Студент
-
Из:RB
Отправлено 17 Октябрь 2018 - 23:54
Здравствуйте, подскажите с таким моментом.
Как в режиме гравировки, допустим на второй фрезе, указать места, по которым данная фреза НЕ должна идти? То бишь как ЧАСТИЧНО исключить места остаточного гравирования для второй фрезы и оставить их для третьей?
Это вообще программно реализуемо или нет?
Объясню почему спрашиваю.
Есть задача, которую идеально выполнить на 2х фрезах, концевая с полкой 3 мм., и гравер. Площадь выборки довольна большая. Следовательно использовать концевую с полкой 3 мм не резон (слишком долго), нужно брать 6 мм. Но вся загвоздка в том, что 6 мм не пролезает, там где пролезает 3 мм.
В итоге имеем 3 варианта:
1 - Использовать концевую 3 мм и гравер (что оооочень долго и не целесообразно)
2 - Изменить макет и подогнать его под коническую 6 мм + гравер (но в моём случае изменить макет не возможно)
3 - Использовать 3 фрезы - концевая 6 мм для черновой, концевая 3 мм которая доделывает работу за черновой., и гравер делает финишную доводку.
Да вот не задача - если визуально сравнить в арткаме результат 1 и 3 пункта., то они отличаются. Однозначно визуально на 1 этапе картинка лучше. Пробовал включать обработку углов, и т.д. то есть все варианты - всё равно разница на лицо. Причём хуже за счёт того, что 3 мм фреза после 6-ой, шарахается там, где бы ей лучше не шарахаться, а оставить доработку для гравера, но и частично выполнить работу за гравер без ущерба к общей картине фреза 3 мм должна. От сюда и вопрос - как частично отключить места прохода в режиме гравировка после первой фрезы?
Надеюсь суть ясна и кто-либо подскажет.
Сообщение отредактировал Admin: 18 Октябрь 2018 - 07:51
Перенесено
#71
OFFLINE
belorez
-
- Опытный
-
- 1 631 сообщений
Гуру CNC
- Пол:Мужчина
-
Из:Белгород
Отправлено 18 Октябрь 2018 - 03:00
Перечитал два раза. Детективы писать не пробовали? С приложенной картинкой было бы легче.
В арткаме есть инструмент "смещение векторов". Если правильно его применить на величину равную диаметру инструмента, то можно увидеть, где фреза "не пролезает".
А потом достроить вектора для фрезы меньшего диаметра.
Сообщение отредактировал belorez: 18 Октябрь 2018 - 03:01
Одна голова хорошо, а две лучше. Русская народная чпу поговорка.

#73
OFFLINE
7th.guest
-
- Пользователи+
-
- 68 сообщений
Студент
-
Из:RB
Отправлено 18 Октябрь 2018 - 12:11
Для наглядности создал такую ситуацию:
1 фреза 6 мм концевая полка 6 мм
2 фреза 3,175 мм концевая полка 2 мм
3 фреза гравер 15 градусов полка 1 мм
вопрос - как доработать эти места ? именно в таком режиме обработки без изменения макета и инструментов?
внешние вектора границы вкл
смещение инструмента вкл
подрезка углов вкл
только остаточное гравирование вкл
PS доработка разве не для 3д?
Сообщение отредактировал 7th.guest: 18 Октябрь 2018 - 12:18
#74
OFFLINE
7th.guest
-
- Пользователи+
-
- 68 сообщений
Студент
-
Из:RB
Отправлено 18 Октябрь 2018 - 21:55
попробовал смещение инструментов
вроде получилось, но это всё равно не много не то..
Подскажите как доработать отдельные части УП?
как доработать эти места ? http://take.ms/9x6tO
Сообщение отредактировал 7th.guest: 18 Октябрь 2018 - 22:02
Темы с аналогичным тегами Стратегия обработки, Оптимизация обработки, Ликбез для новичка, черновая обработка, чистовая обработка

Количество пользователей, читающих эту тему: 1
0 пользователей, 1 гостей, 0 анонимных

