Странно что Notepad++ так открывает.
пост процессор написан в arb
Посмотрел постпроцессоры в 16 версии у всех расширение arp


Студент

Отправлено 19 Декабрь 2020 - 15:36
пост процессор написан в arb
Посмотрел постпроцессоры в 16 версии у всех расширение arp
Абитуриент
Отправлено 19 Декабрь 2020 - 15:51
вот вот и у меня другие посты все в arp ,а один на котор сейчас нужно работать arbКачать не нужно, он находится в папке Alphacam и подписан Aedit.
Странно что Notepad++ так открывает.
Посмотрел постпроцессоры в 16 версии у всех расширение arp
Студент
Отправлено 19 Декабрь 2020 - 17:27
Ваш пост в блокноте открывается ?
Взял постпроцессор поменял расширение на arb все его видят и открывают блокнот,aedit,Notepad++
проблем нету.




Сообщение отредактировал Nikolay24: 19 Декабрь 2020 - 18:07
Абитуриент
Отправлено 19 Декабрь 2020 - 18:05

Студент
Отправлено 19 Декабрь 2020 - 18:08
А размер у него какой может и правду он пустой
Абитуриент
Отправлено 19 Декабрь 2020 - 18:11
Студент
Отправлено 19 Декабрь 2020 - 18:22
Попробуйте открыть через сам Альфакам по этой кнопке
![]()
Абитуриент
Отправлено 19 Декабрь 2020 - 18:29
Студент
Отправлено 19 Декабрь 2020 - 18:43
Скорее всего так не получится.
VBA посты и стандартные которые идут к альфе это разные вещи.
Вот здесь я выкладывал наблюдения про одну утилиту
http://mir-cnc.ru/to...hacam/?p=284117
Сам пока с этой утилитой не разобрался, возможно через нее что то можно слепить.
Если не жалко скиньте свой пост мне на досуге поковыряюсь.
Мож какие мысли появятся
Сообщение отредактировал Chil: 19 Декабрь 2020 - 18:47
Абитуриент
Отправлено 19 Декабрь 2020 - 18:47
Студент
Отправлено 19 Декабрь 2020 - 23:57
Открыл
И он полностью читаемый ?
Абитуриент
Отправлено 22 Январь 2021 - 16:04
Добрый день!
Подскажите по работе постпроцессора.
Есть 3х осевой станок китайский.
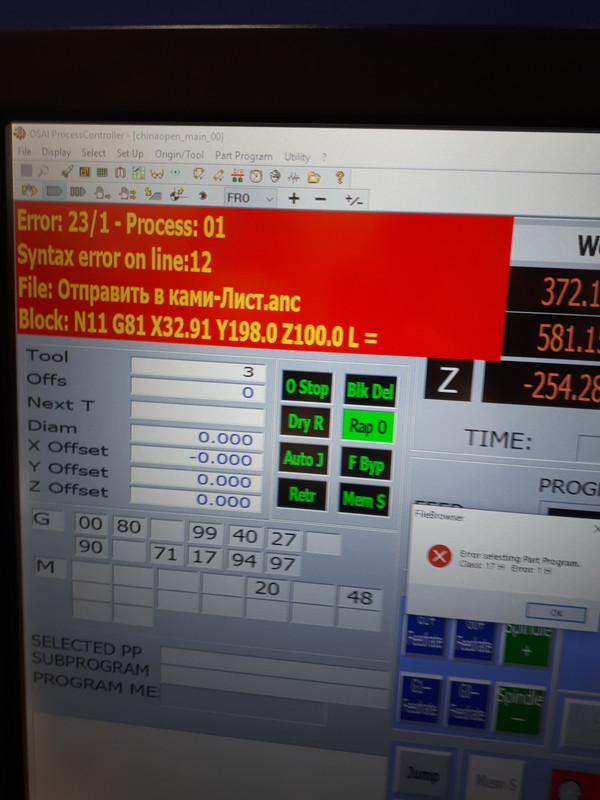
Стойка OSAI
Софт AlphaCAM STANDART
Есть пост процессор от данного станка, но почему то не правильно выгружается NC код - а именно сверление отверстий.
Стойка не понимает строчки, где есть отверстия.
По ссылке код программы. постпроцессор и скрин проекта
https://yadi.sk/d/5Exnehh40EmKxA?w=1
https://i.postimg.cc...K9zkM/image.png

Студент
Отправлено 24 Январь 2021 - 15:46
Сверление отверстий выводится в циклах.
Стойка не понимает синтаксис команды цикла, о чем и пишет.
Варианты решения:
1. При составлении уп не ставить вывод в циклах.
2. Отредактировать пост в соответствии с синтаксисом стойки.
Абсолем CNC:)

Отправлено 24 Январь 2021 - 16:12
Я посмотрел в документации на OSAI синтаксис команды G81 https://www.dropbox....iew=OSAI Rus.7z
Увидел там стандартный на первый взгляд синтаксис, никаких там "L="
далее
Проверил бы работу команду G81 вводом с клавиатуры, используя синтаксис, указанный в документации
Поставил бы универсальный (фануковский) постпроцессор и посмотрел бы, как он формирует строки с G81.
Открыл бы оба постпроцессора в блокноте. Поискал бы там G81 и сравнил.
Сделал бы выводы.
Сообщение отредактировал lkbyysq: 24 Январь 2021 - 16:26
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Абитуриент
Отправлено 24 Январь 2021 - 20:27
Я посмотрел в документации на OSAI синтаксис команды G81 https://www.dropbox....iew=OSAI Rus.7z
Увидел там стандартный на первый взгляд синтаксис, никаких там "L="
далее
Проверил бы работу команду G81 вводом с клавиатуры, используя синтаксис, указанный в документации
Поставил бы универсальный (фануковский) постпроцессор и посмотрел бы, как он формирует строки с G81.
Открыл бы оба постпроцессора в блокноте. Поискал бы там G81 и сравнил.
Сделал бы выводы.
Спасибо за мануал! У меня такой же на английском. Скорректировал пост, немного изменился код. Нужно пробовать на станке.
В этой функции не понятно как реализован возврат сверла вверх для перехода на безопасную z и переходу к др.координате.
Скорректировал пост, теперь G81 прописывает одно опускание до заданной глубины сверления , а следующие точки просто координатам.
В мануале на стр 400 также прописано. Сто для меня странно. 
На фанук у меня нет поста, а в корневой папке я не нашел простых постов. Если есть - буду благодарен
Сверление отверстий выводится в циклах.
Стойка не понимает синтаксис команды цикла, о чем и пишет.
Варианты решения:
1. При составлении уп не ставить вывод в циклах.
2. Отредактировать пост в соответствии с синтаксисом стойки.
2. Я так и сделал.
Не понятен алгоритм возврата инструмента вверх перед переходом к след.отверстию
Абсолем CNC:)
Отправлено 24 Январь 2021 - 21:07
Уже зашито в стойке.Не понятен алгоритм возврата инструмента вверх перед переходом к след.отверстию
Сообщение отредактировал lkbyysq: 24 Январь 2021 - 21:10
Станислав Ерофеев
Beaver 9A (2007), Beaver 9AT2 (2011), KingCut X6 (2005), WoodPecker 1224 (2006), Roland EGX-300 (2004), Roland EGX-20 (2003), ZeldeR 0613TP (2014).
Абитуриент
Отправлено 10 Февраль 2021 - 12:05
Доброго времени. Подыму свой старый вопрос.
Альфакам, машина Булери, пост свой. Если установить 64-битный альфакам, то пост при процессинге ругается на разрядность. Как можно в 64-битном каме настроить использование 32-битного VB для обработки кода? Я так понял, что в 64-битной программе подтягивается 64-битный обработчик VBA, который конфликтует с обрабатываемым файлом. В альфе Utils->VBA macros->Open VBA Post for editing открытый макрос по всем пунктам говорит Project is unviewable. Хотябы помогите разобраться, в чем именно проблема, с чего начать.
Сообщение отредактировал kosmaty: 10 Февраль 2021 - 12:42
Абитуриент
Отправлено 20 Октябрь 2021 - 10:43
Доктор CNC

Отправлено 20 Октябрь 2021 - 23:59
ПП должен находиться в папке: Alphacam\LICOMDAT\RPost.Alp(если фрезерный станок). Как правило, основной ПП выбирается по умолчанию : файл\Configure\постпроцессор по умолчанию.
0 пользователей, 2 гостей, 0 анонимных


Community Forum Software by IP.Board Русификация от IBResource
Лицензия зарегистрирована на: Мир CNC


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}