Можно качественное фото закрученной детали увидеть?
Такие подойдут?
https://disk.yandex....ient/disk/4 осьДелал фломастером метки на шпинделе и корпусе поворотки, потом запускал 10...100...1000 оборотов, смотрел доезд/недоезд меток, прибавлял/убавлял цифры после запятой.
Сначала теоретически рассчитал по передаточному числу редуктора, ввёл данные в MACH3, запустил проверку реальных поворотов. Выяснил, что есть расхождения, добивал но нормы вышеуказанным методом.
Делал 10 и 50 поворотов при расчетном значении коэф-та 444,444, метки совпадали. Сегодня обратил внимание, что после обработки по УП, ось не доходит 2, 76 (или 2,79) градуса до метки. Хотя по УП для простого вращения, было все нормально, если судить по меткам. Проблема в УП из Visual Mill?
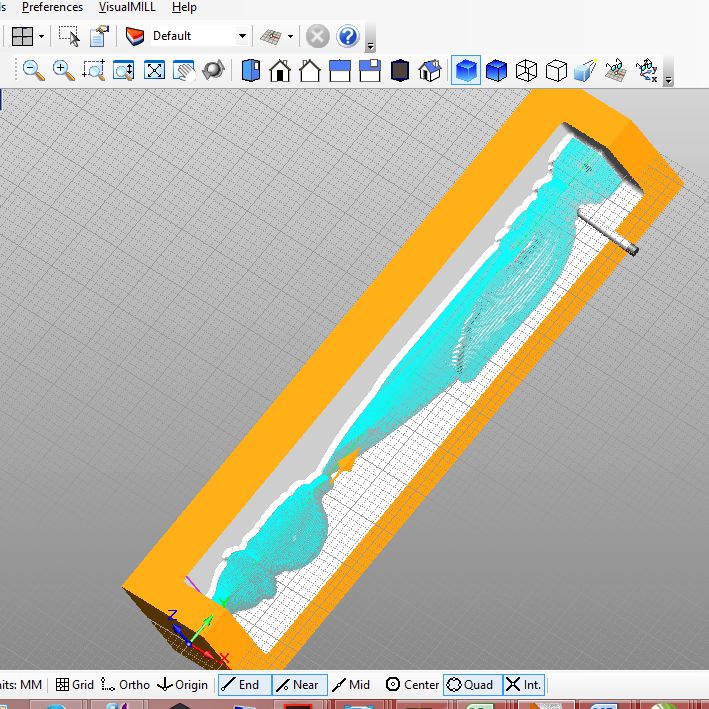
Однозначно причина в другом. Потому что при описанной стратегии возможен только гребешок в конце или перехлёст обработки, если импульсы плохо настроены. А тут вишь: закручивает! Наверное фреза загоняется в дерево жестоко глубоко, может даже тупая, может заготовка плохо закреплена...
Заготовка брусок длина 400 мм 50х50 сосна - соответственно фреза входит на 25мм... ну вроде немного, да и сосна. Фреза может и туповата.







 Мне нравится.А что там где?
Мне нравится.А что там где?