"Выбор схемы"
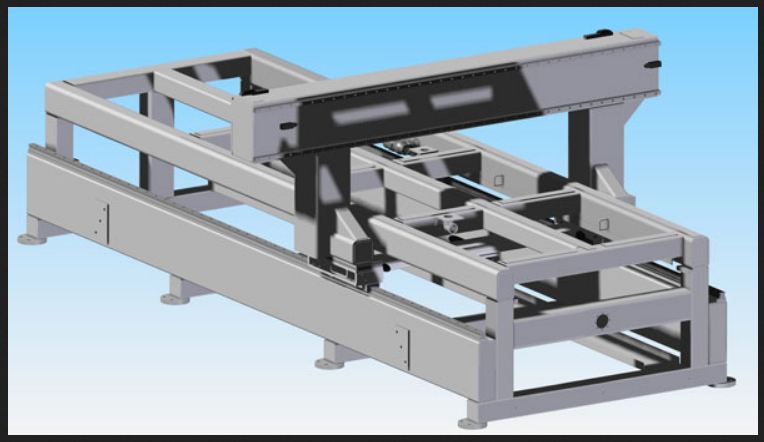
Рама станка состоит из четырех сварных частей: основа с шестью ногами, две боковины, несущие рельсы ( каждая сварена из двух профильных труб ) и съемный стол. Все части свинчены между собой болтами с возможностями регулировки, образуя конструкцию с тремя уровнями обвязки: внизу ( возле регулируемых опор - ног ), посередине и сам стол.
Под столом, соединяя стойки портала, проходит балка -"поводок" с закрепленными в ней двумя гайками ШВП.
Вот тут немного лучше видно:

Конструктив был выбран почти сразу - с т.н. "поводком"; над чем поразмышлял - это количество винтов и двигателей на длинную ось У.
В результате такие схемы как: два винта - два двигателя и один винт - один двигатель были отвергнуты и принят компромисс: один двигатель и два винта.
Не потому, что первые два варианта плохи, а потому, что было скучно их воплощать.
О приводе чуть позже, а пока - о так называемой схеме с "подвесной" столешницей, у которой, неизвестно с чего, вдруг нашлись противники, причем довольно упёртые.
Не имею понятия, чем руководствуются хулители, отвергая такую схему - не слышал ни одного хоть сколь-нибудь веского довода о ее ущербности ( одно бла-бла-бла ), но я до сих пор считаю конструктив с "подвесным" столом более удачным из всех "поводочных" систем ( как минимум - не худший ).
Повторюсь - ПОВОДОЧНЫХ, т.е. с приводом, тягой снизу.
На фото ниже, для наглядности - два типа столов с "поводком".

Станочек со столом, несущим рельсы, выполнен по-качественней ( рама литая ), у второго станка всё намного сопливее ( особенно сам стол )), но суть это мало меняет.
"имхо"-шные размышления.
Мне кажется, что независимый ( т.е. подвесной ) стол МЕНЬШЕ подвержен резонансам и изгибающим моментам, чем стол, несущий рельсы. Безусловно, "подвесной" стол должен быть достаточно прочным; глупо ждать качества от слабенькой рамки из профилька 40 на 40 мм, покрытой 10 мм. фанеркой.)
Несущий рельсы стол вибрировать и резонировать будет даже без всякой нагрузки на фрезу: при холостых пробегах портала и особенно при смене направлений движения ближе к центру стола, так как по сути несущий стол - это "гамак" с мотней ( самым провисающим местом ) который невозможно подпереть посередине.
Под нагрузкой вся трясучка, естественно, увеличивается.
Например, при операции раскроя на независимый ( подвесной ) стол будут действовать только силы смещения ( сдвига ), строго параллельные плоскости стола, то есть - МИНИМАЛЬНО его деформирующие, а несущий стол при той же самой нагрузке будет иметь: силы смещения + изгибающие разновекторные силы на "подошвы" стоек портала и рельсы + давление от массы портала и толчки от перемещений оси Зет, что УМНОЖИТ в разы все вибрации и резонансы несущего стола.
( можно взглянуть на кран-балку в любом цехе, перемещающую груз с толчками, чтобы всё стало понятно.)
А у конструкции с независимым ( подвесным ) столом портал может опираться весьма жестко через ЛЮБОЕ количество опор в ПОЛ ( при желании стол от станка вообще можно изолировать ), что является важным для отсутствия вибраций.
Ну, а то, что производители сплошь делают конструктив с несущими портал столом и поводком, пропущенным под ним, можно объяснить технологичностью производства таких станков, т.е. отсутствием разделённых элементов ( стол + рама ) с необходимостью их дальнейших сопряжений. Плюс - станки выходят компактнее.
В гаражных условиях ( без фрезеровки ) выполнить ТОЧНЫЕ БОКОВЫЕ ПОСАДКИ под рельсы на целиком сваренной раме вообще немыслимо трудно, а вот на конструкции с независимым ( съемным ) столом - легко, что я уже делал на трех станках, габаритами 1600 на 1200 мм.
... совершенно не являюсь поклонником "поводковой" системы привода портала снизу ( да и никакой другой, вообще-то ).
Недостатки есть в обоих типах: что с несущим, что с независимым типом стола, просто для конструкции с одной ШВП это неизбежное зло.
Но в гаражных условиях и жестче, и точнее выйдет конструкция с НЕЗАВИСИМЫМ, т.н. "подвесным" столом.
Кстати, ниже - несколько фото станков ( некоторые - из недешевых ), где их производители ( надо думать - имеющие возможность учесть все "за" и "против" ), нимало не комплексуя, использовали подобную схему.



























 .
.






