
винты забрал от токаря который не справился, свозил еще к двум- не взялись. одни сказали недели через 2 освободятся и тогда смогут, второй сказал сложно не возьмется, но дал тел. чела кто сделает. в пн. буду еще двум показывать работу

Проект ЧПУ из квадратной трубы 1500*1000*200
Автор
MaxTri
, 15 Мар 2016 00:17
Сообщений в теме: 726
#381
 OFFLINE
OFFLINE
MaxTri
-
- Пользователи+
-

- 328 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:мебель-трансформер, SEO, деревообработка, стройка
-
Из:Екатеринбург
Отправлено 05 Июнь 2016 - 21:41
#382
OFFLINE
Fiks
-

- Пользователи+
-
- 560 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Ленинград
-
Из:Питера
Отправлено 05 Июнь 2016 - 21:45
Если зажимается гладкая заготовка, то всё просто: часовой индикатор подводится к заготовке, выставляется ноль; патрон станка вручную проворачивается на полный оборот и определяется по стрелке, в каком месте у заготовки наибольшее биение. А на винту ШВП как прокрутить-то, резьба же убегает от носика индикатора и он проваливается.
Элементарно - токарный станок ставится на резьбовой ход равный шагу винта. Например при выставлении SFU1605 достаточно врубить шаг 5 и вуаля.
Никаких мягких разрезных втулок или накладок на кулачки патрона делать нельзя!
Разрезные втулки делаются при подобных работах довольно часто. Лучшие материалы для этого - ТЕ ЧТО ПРУЖИНЯТ, ибо это по существу такая же гильза как цанга. Можно использовать например чугун, бронзу, похуже - латунь ЛС59 (сыпучка), но проще и дешевле всего Д16Т или Д1Т (термообработанная). Суть сабжа: предварительно выточенную болванку для гильзы с буртиком ставим в патрон, даём метку и растачиваем предварительно с припуском в 0,5 мм. Далее вытаскиваем из патрона, разрезаем на фрезере (паз 1.5-2 мм), смотрим "куда прыгнуло" - напряжения в термообработанной дюрали могут паз как сжать, так и разжать. Подбираем полосочку тонкого листового материала, вставляем в паз и ставим обратно в патрон по риске (теперь уже пропилу). Ну и растачиваем начистовую делая в плюсе десяточку. Изготовленная подобным методом втулка годится даже для патронов с не проточенными бьющими кулачками.
мой , когда резьбу какую-нить режет , после резца , перед плашкой свиным салом железяку мажет. У него целый шмат висит. Говорит намного лучше всяких финдепуперных смазок , и в токарке шкварками пахнет
.Берёт кусок , уже отрезанный и грязный , и на ходу по всей "чёрновой" резьбе проходит
В этом что-то есть - на производстве сало тоже при нарезке резьбы очень часто применялось, только ТЕХНИЧЕСКОЕ. Делали из желез каких то скунсов вроде, запах натурального г-на был  мы будучи ПТУ-шниками иногда им в шутку дверные ручки мазали. Но штука классная была, особенно по нержавейке круто помогала.
мы будучи ПТУ-шниками иногда им в шутку дверные ручки мазали. Но штука классная была, особенно по нержавейке круто помогала.
А так стандарт резьбового масла: 1-треть олеиновой кислоты + 2-трети трансформаторного масла и всё это дело "заварить" т.е. на дно банки опилок мелких стальных (не нержа! чтоб окислялись) насыпать, спустя несколько месяцев самое то будет.
Но если точить с маслом - то лучше обычное растительное ибо от олеинки дым для здоровья не особо полезен (был, теперь вредность сняли, грят полезно).
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
#383
OFFLINE
yaso73
-

- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 05 Июнь 2016 - 21:50
Сплошные витамины...
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#384
OFFLINE
Lobo
-

- Пользователи+
-
- 46 сообщений
Студент
- Пол:Мужчина
-
Из:Москва
Отправлено 05 Июнь 2016 - 21:52
У нас применяют просто олеиновую кислоту...
особенно на вязких материалах... типа нержи 12Х18Н10Т
Сообщение отредактировал Lobo: 05 Июнь 2016 - 21:53
#385
OFFLINE
Fiks
-
- Пользователи+
-
- 560 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Ленинград
-
Из:Питера
Отправлено 05 Июнь 2016 - 22:20
У нас применяют просто олеиновую кислоту... особенно на вязких материалах... типа нержи 12Х18Н10Т
Да можно и чистую (изредка даже ПРИХОДИЛОСЬ). Но "это не есть гуд" для самого резца/метчика. Приведенный выше рецепт не я придумал, это меня в молодости наставник мой учил - немец с завода Цейса. С этой смазкой мы контрольно-измерительную резьбу под доводку резали, а там требования выше. Масло тоже при желании можно добавлять другое, просто вязкость нужно подгонять. Но трансформаторное масло - оно ещё и халявное, его же в трансах временами сливают. А грубую резьбу можно и вообще с "отработкой" резать. Лучшая отработка та, что подверглась температуре и превратилась практически в олифу.
P.S. А по самой обработке проблем не вижу, когда надо можно и вообще каленый материал с HRC-65 протачивать, вот только часто это надо ли? На нормальном предприятии об вообще не заморачиваются. Подошел к установке ТВЧ, сунул конец винта в индуктор, жмакнул на педаль на 3-4 секунды и пошёл точить. А можно и не отжигать, а грубо ободрать на токарнике да шлифануть на круглой шлифовке, а резьбу на резьбошлифовке... Всё дело вкуса и чего не лень, но в любом случае это дело быстрое и у нас например дороже "стакана чистенького" никто за такое не возьмет 
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
#386
OFFLINE
Евгений622
-

- Продвинутый
-
- 2 850 сообщений
Тёмный Лорд CNC
- Пол:Мужчина
- Город:Елабуга
-
Из:Елабуга
Отправлено 05 Июнь 2016 - 22:51
винты забрал от токаря который не справился, свозил еще к двум- не взялись. одни сказали недели через 2 освободятся и тогда смогут, второй сказал сложно не возьмется, но дал тел. чела кто сделает. в пн. буду еще двум показывать работу
мне пришли , быстрее будет 
...Возможно всё. На невозможное просто требуется больше времени...
#387
OFFLINE
MaxTri
-
- Пользователи+
-
- 328 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:мебель-трансформер, SEO, деревообработка, стройка
-
Из:Екатеринбург
Отправлено 05 Июнь 2016 - 23:22
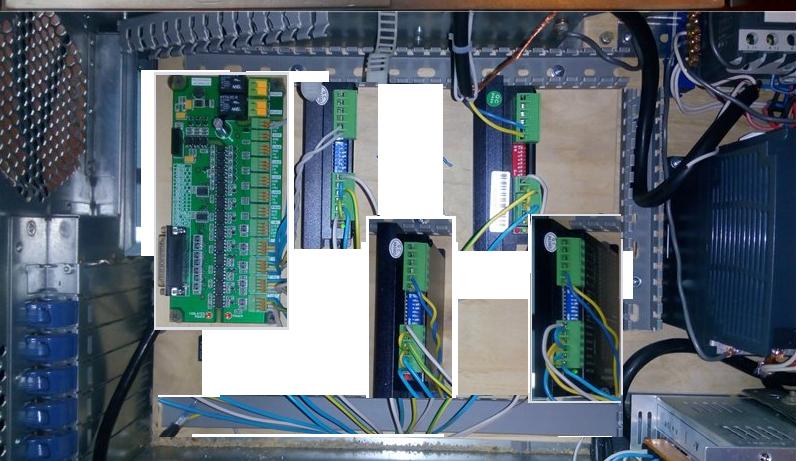
закончил со щитом, поставил четвертый драйвер


Хотел еще кабель лпт подключить, обрадовался что нашел с разборным клемником а фиг! вообще не те клеммы) че та я никогда с лпт не сталкивался дак и не в теме) Завтра посмотрю что мне то нужно за кабель.
в щите осталось подключить шаговики и концевики, т.е. все извне. внутри коммутация сделана
#388
OFFLINE
Евгений622
-
- Продвинутый
-
- 2 850 сообщений
Тёмный Лорд CNC
- Пол:Мужчина
- Город:Елабуга
-
Из:Елабуга
Отправлено 06 Июнь 2016 - 00:04
а станок -то где ? делаешь?
Хотел еще кабель лпт подключить, обрадовался что нашел с разборным клемником а фиг! вообще не те клеммы) че та я никогда с лпт не сталкивался дак и не в теме) Завтра посмотрю что мне то нужно за кабель.
А вот так поменять компоновку ?
коряво ,но вроде понятно...
Прикрепленные изображения
...Возможно всё. На невозможное просто требуется больше времени...
#389
OFFLINE
T-Rex
-

- Cтарожил
-
- 3 989 сообщений
Реаниматор CNC
- Пол:Мужчина
-
Из:Йошкар-Ола
Отправлено 06 Июнь 2016 - 01:40
У Ст 3...20, как и Сталь 45 один порядок
Да??? Ну ладно, завтра пойду попробую обычным строительным гвоздем-"соткой" закаленную стальную плитку накернить... 
Хотел еще кабель лпт подключить, обрадовался что нашел с разборным клемником а фиг! вообще не те клеммы)
Так небось, нашел и купил принтерный кабель - на одном конце штыревой "папа" DB-25, а на другом ламельный "Centronics"...
Теперь идем на радиобарахолку, покупаем еще один разъем DB-25 (а также корпус к нему), и переделываем принтерный кабель в то, что нам надо, с помощью паяльника "и какой-то матери"...
#390
OFFLINE
3D-BiG
-

- Модератор
-
- 14 719 сообщений
Абсолем CNC:)
- Пол:Мужчина
- Город:Ареал обитания - вся страна, но обычно встречаюсь в Новосибирске...
- Интересы:Полежать на диване, пофлудить на форуме....
-
Из:СССР
Отправлено 06 Июнь 2016 - 04:16
Так небось, нашел и купил принтерный кабель - на одном конце штыревой "папа" DB-25, а на другом ламельный "Centronics"... Теперь идем на радиобарахолку, покупаем еще один разъем DB-25 (а также корпус к нему), и переделываем принтерный кабель в то, что нам надо, с помощью паяльника "и какой-то матери"...
А что ленточный кабель и два напрессовываемых разъема "мама" и "папа" не проканывают? Если еще и внешний экран надо, то надрезать по 5 жил вдоль и сложить середину стопой, а потом обмотать алюминиевой вентиляционной самоклейкой, к которой проводом сделать отвод на корпус разъема (протянуть с навивкой большим шагом по всему экрану), а затем под термоусадку ( до напрессовки) или, на худой конец, под изоленту ( уже после напрессовки можно)...
Сообщение отредактировал 3D-BiG: 06 Июнь 2016 - 04:20
Лужу, паяю, станки ЧПУ починяю....
Еще частенько здесь болтаю: Телеграм сообщество ЧПУшников: t.me/cncunion
#391
OFFLINE
Fiks
-
- Пользователи+
-
- 560 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Ленинград
-
Из:Питера
Отправлено 06 Июнь 2016 - 04:28
мне пришли , быстрее будет
Причем ЭКОЛОГИЧНО - нарезка резьбы с натуральным салом (без ГМО).
Хотел еще кабель лпт подключить, обрадовался что нашел с разборным клемником а фиг! вообще не те клеммы) че та я никогда с лпт не сталкивался дак и не в теме) Завтра посмотрю что мне то нужно за кабель.
Разборные:
Разборные: Male => Female
при необходимости - полуфабрикат.
завтра пойду попробую обычным строительным гвоздем-"соткой" закаленную стальную плитку накернить...
При необходимости можно и гвоздем просверлить. Ключевое слово: ЦЕМЕНТАЦИЯ - насыщение поверхности углеродом перед закалкой. Применяется для малоуглеродистых сталей (ст3-ст20) закалить которые обычным методом невозможно. Самодельщики графит для этой цели используют. А в реальности в термичке в уголь закладывают и далее по часам - 1час дает примерно 0,1 мм (утрировал). В теории калятся марки стали начиная со стали 30 и выше. Но это только теория, на практике НЫНЧЕ всё по другому.
Практика: прикупил недавно по случаю (при заказе) прижимные планки для рабочего стола в Иваново (такие же видел на одном фото у Евгения622). Толщина листа 6мм, обычная сталь 3. Естественно решил подкалить ибо очень тонкие, 8-10мм гнем обычно не замечая. Собирался уже закинуть в цементацию, но глянув на искру обнаружил углерод. Короче морочиться не стал, закалил сразу. Результат: одна сторона листа дала твердость 35 по Раквеллу, а вторая аж 45 едениц. Ларчик просто открывается: "пионэрская плавка". Ну кто же в наше время будет подбирать металлолом для подобной стали? Сгребли всё в кучу, да перелили. Сейчас и нормальный то металл порой неизвестно из чего отливают, все сертификаты - фейк, а уж с тройкой естественно никто не заморачивался.
P.S. отдал планки на плоскую шлифовку, потом в гальванику закину на ц6хр. Так что при желании можете калить смело.
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
#392
OFFLINE
MaxTri
-
- Пользователи+
-
- 328 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:мебель-трансформер, SEO, деревообработка, стройка
-
Из:Екатеринбург
Отправлено 06 Июнь 2016 - 09:16
а станок -то где ? делаешь?
железо пока не нашел. тоже проблема оказывается
#393
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 06 Июнь 2016 - 11:40
Возможно даже немного отчасти вынужден частично согласиться с некоторыми расплывчатыми аргументами Евгения Васильевича.
Только не драть на наждаке а слегка приотпустить концы нагревом.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#394
OFFLINE
Fiks
-
- Пользователи+
-
- 560 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Ленинград
-
Из:Питера
Отправлено 06 Июнь 2016 - 15:06
железо пока не нашел. тоже проблема оказывается
Мнда, бяда... держи линк, надеюсь поможет. Кстати профиль 50х50 жестче чем 50х100.
Мне бы ваши проблемы - я бы не работал станок не делал.
Как уже неоднократно писалось многими на этом форуме, начинать собирать самому не имею за плечами ни опыта, ни материальной базы это... впрочем сами расходы почувствуете, причем на то о чём вообще изначально не задумывались - инструмент, оснастка и т.п.
Вот ещё полезная ссыль из моих закладок ТЫЦ ==> ТЫЦ возможно наведет на какие то мысли и пригодится...
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
#395
OFFLINE
MaxTri
-
- Пользователи+
-
- 328 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:мебель-трансформер, SEO, деревообработка, стройка
-
Из:Екатеринбург
Отправлено 06 Июнь 2016 - 19:18
Мнда, бяда... держи линк, надеюсь поможет. Кстати профиль 50х50 жестче чем 50х100. Мне бы ваши проблемы - я бы не работал станок не делал. Как уже неоднократно писалось многими на этом форуме, начинать собирать самому не имею за плечами ни опыта, ни материальной базы это... впрочем сами расходы почувствуете, причем на то о чём вообще изначально не задумывались - инструмент, оснастка и т.п. Вот ещё полезная ссыль из моих закладок ТЫЦ ==> ТЫЦ возможно наведет на какие то мысли и пригодится...
я проектировал из стальных профилей 100*50 и 140*60. Они продаются 12 метровыми балками, а мне надо метров по 5. Куски никто не продает- профиль не ходовой. И это еще пол беды. Раз беру всео по 1 балке -то цену накидывают в 1,5-2 раза. Итого металл выйдет тыщ на 15-20.. Хотя должен был выйти тыщ на 5 не больше. С таким раскладом и в самом деле на алюминий стоит переобуться. Алюминий смотрел 60*60 и 60*120.Тоже сумма кругленькая вылазит. Вроде одни мне пообещали продать кусками под заказ но ждать нужно.Пока жду.
#396
OFFLINE
Fiks
-
- Пользователи+
-
- 560 сообщений
Доктор CNC
- Пол:Мужчина
- Город:Ленинград
-
Из:Питера
Отправлено 06 Июнь 2016 - 20:21
я проектировал из стальных профилей
Пардон, извини упустил из виду...
С таким раскладом и в самом деле на алюминий стоит переобуться.
Возможно стоит (пока не поздно) и религию на этот счет поменять. Дюраль тоже штука неплохая и для габарита твоего станка вполне подойдет. Вот только профиль - "квадратная туба" из дюраля больше для 3д-принтера годится или лазера. А на фрезер я бы на твоём месте подумал всё же о швеллере. Причем максимальной толщины 10-12 мм. Если не изменяет память это 175-200 профиля. Прокат из дюраля на таком коротком участке (1500) должен быть практически ровным в отличии от стального лома. Если грамотно собрать на болты и штифты проблем точно не будет. Если варить аргоном возможны и траблы - всё одно тянет, да и от квалификации сварщика многое зависит. Впрочем довелось мне как то поучаствовать (фрезерил) раму под фургон на газель делали. Тогда получилось более-менее ровно, но мы края швеллера усовали, подгоняли, сварной классный был - умел варить на вакуум так что гелиевые течеискатели отдыхали. Правда гаишник при приемке всё одно к паре швов придрался - поперечных не должно быть вообще, так что резали, исправляли. Но одному такое тяжело, так что проще БОЛТЫ и ШТИФТЫ. Так что поразмысли на досуге, пока ещё не "напокупал".
P.S. А на стальные сварные конструкции не прошедшие искусственного старения в термичке смотреть давно тошно, от одного вида этих ПРОПЕЛЛЕРОВ мутит. Недавно опять над подобной конструкцией с мужиками ржали. Технологи то у нас ВумныЕ - с высшим НЕПРОФИЛЬНЫМ образованием (философы, кулинары и т.п).
Не бойтесь делать то, что не умеете. Помните, ковчег построил любитель, — профессионалы построили Титаник.
#397
OFFLINE
Евгений622
-
- Продвинутый
-
- 2 850 сообщений
Тёмный Лорд CNC
- Пол:Мужчина
- Город:Елабуга
-
Из:Елабуга
Отправлено 06 Июнь 2016 - 21:13
Раз беру всео по 1 балке -то цену накидывают в 1,5-2
дык бери всё , и по прейскуранту . Пущай лежит до поры , железо то оно -железное , чё ему будет. Может ещё проект созреет.
А ещё лучше сразу 2 рамы сварить , вторую на улицу пока бросить , пускай внутреннее напряжение металла снимается
Сообщение отредактировал Евгений622: 06 Июнь 2016 - 21:15
...Возможно всё. На невозможное просто требуется больше времени...
#398
OFFLINE
yaso73
-
- Cтарожил
-
- 8 138 сообщений
Кот CNC
- Пол:Мужчина
- Город:Новосибирск
- Интересы:Очень люблю жить.Очень не люблю когда мне мешают этим заниматься.
-
Из:Новосибирск
Отправлено 07 Июнь 2016 - 09:35
В стотыщпятисотый раз говорю: исходите из своих производственных возможностей.
Балку портала можно и замахнуться купить - сразу одной проблемой меньше(торгует новосибовская контора. лично их не знаю,но думаю в ближайшее познакомиться).Если на это рассчитывать - то остальное подгонять под это решение.И т.д. и т.п.
Все замечания и нравоучения носят исключительно юмористический характер.Ни коим образом не затрагивают честь и достоинство собеседника облезлого Кота с форточки.
Кто людям помогает - тот тратит время зря.
Хорошими делами прославиться нельзя.
#399
OFFLINE
nklw
-

- Опытный
-
- 897 сообщений
Доктор CNC
- Пол:Мужчина
-
Из:Новосибирск
Отправлено 07 Июнь 2016 - 15:56
"Кто про что, а вшивый про баню" - в смысле, про необходимость точной проточки винтов в оправке; хоть и самому надоела уже эта тема до чертей. ))
Фото недавно собранного узла моего станка, где винты ШВП я обработал способом, который описывал.
Внизу оси два подшипника, вверху в корпусе - один; соединение с двигателем жесткой муфтой со шпонкой.
При нахождении гайки ШВП в верхней и нижней мертвых точках ( там, где наиболее критичные места по перекосам ) винт крутится свободно, без малейших признаков закусывания; на ШВП портала аналогично.
#400
OFFLINE
MaxTri
-
- Пользователи+
-
- 328 сообщений
Магистр CNC
- Пол:Мужчина
- Город:Екатеринбург
- Интересы:мебель-трансформер, SEO, деревообработка, стройка
-
Из:Екатеринбург
Отправлено 07 Июнь 2016 - 18:08
нашел цех по металлообработке с фрезерным станком чпу по металлу, отдал им швп, завтра попробуют выточить.
так же сегодня нашел 12 метровые балки 140*60 по цене 6тыс. с копейками и 100*50 по цене 4тыс. с копейками. итого в 10тыс. металл- уже не так страшно, сгодится. стол из него под станок сделать
Количество пользователей, читающих эту тему: 0
0 пользователей, 0 гостей, 0 анонимных

